
升降机驱动滚筒胀紧套连接的设计与应用
2023-01-06 13:08沈俊雄潘振华
现代制造技术与装备 2022年11期
沈俊雄 黄 巍 潘振华
(东风汽车有限公司东风日产乘用车公司,花都 510800)
现有带式升降机采用键式连接,在升降机升降往复运动中频繁出现键槽及键磨损导致传动失效的情况,严重影响正常的生产经营活动[1]。
1 原有键式连接驱动辊筒键连接存在的问题
1.1 原有升降机驱动辊筒结构
如图1所示,原有皮带升降机由驱动滚筒、滑架组件、配重系统、支架立柱、作业工装治具以及提升机构及其制动保护装置组成,其中驱动装置的轴孔连接采用键连接方式,如图2所示,是一种传统的装配连接结构。此装配中,键是用来连接轴上零件并对它们起周向固定作用,以达到传递扭矩的一种机械零件[2]。根据装配两部件的配合过盈量,键连接可分为间隙配合(较松键连接)、过渡配合(一般键连接)和过盈配合(较紧键连接)3种[3]。其中:松键连接适用于需要经常拆卸且负荷不大的结构;较紧键连接适用于无须拆卸且负荷较大的结构。如果选型不当,可能出现键连接失效的异常状态,如图3所示。

图1 升降机整体结构

图2 驱动辊筒键连接
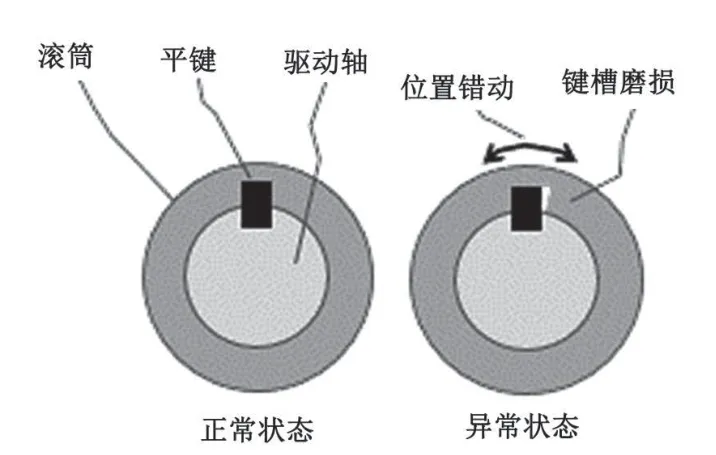
图3 键连接失效
1.2 原有升降机驱动辊筒键连接存在问题
原有皮带升降机驱动辊筒连接方式为平键连接[4]。平键连接方式的工作面为键的两侧面,是靠键和键槽侧面挤压传递转矩,其上表面和轮毂槽底之间留有间隙。该连接具有结构简单、装拆方便、对中性好等优点,因而得到了广泛应用。公司总装车间升降机驱动辊筒键连接方式选择上,原始设备制造商(Original Equipment Manufacturer,OEM)选择了平键连接。
然而,该升降机在日常使用和维护中要求具备易拆装特性和正反转特性,导致现有的平键连接不能完全满足现有工况的实际需求,频繁出现键及键槽磨损导致键连接失效的问题。一旦出现键连接失效故障,需要数小时抢修才能恢复生产,严重影响生产线的生产效率。
因为滚筒支撑轴承等关键部件随着长时间的使用需要进行维护保养、更换,所以要求辊筒连接方式方便拆卸,不能采用直接焊死或者采用过盈配合。升降机的作用是实现车体等工件在不同高度快速、平稳切换,是汽车自动化生产线的重要转载设备,要求升降机的运转方式是不断循环正反转。OEM考虑拆卸的方便性,采用间隙配合的平键连接。在长期正反转冲击下,键槽及键逐渐磨损直至传动失效[5]。
2 原因分析
2.1 原有升降机驱动辊筒键连接结构缺陷
设备工况需求条件为重载荷运行,正反往复升降,保养需便于拆卸。OEM为了安装方便,将原有升降机辊筒键连接及轴孔配合设计为间隙配合。该轴孔配合方式中,驱动轴和安装孔之间存在微小的间隙,便于安装,缺点是严重降低了设备耐用性。
2.2 原有升降机驱动辊筒键连接失效形成
升降机长期上升下降运动,使得键及键槽反复受到正反转冲击。初期的微小冲击不易发现,长期冲击后,配合之间的间隙逐渐扩大,冲击加大,直至键连接传动失效,如图4所示。

图4 原升降机辊筒连接轴承配合尺寸关系
3 解决方案和设计计算
3.1 胀紧套工作原理
胀紧套是一种无键连接装置,通过高强度螺栓拧紧力作用,在内环与轴之间、外环与轮毂之间产生巨大膨胀抱紧力,实现无键连接。当承受负荷时,靠胀套与机件、轴的结合压力及相伴产生的摩擦力传递转矩、轴向力或二者的复合载荷,如图5所示。胀套连接对中精度高,安装、调整、拆卸方便,强度高,连接稳定可靠,在超载时可以保护设备免受损坏,尤其适用于传递重型负荷。胀紧套既能实现接近过盈配合的效果,又能在需要时拆卸,可以解决本案遇到的疑难问题。

图5 胀紧套工作原理
3.2 升降机驱动辊筒胀紧套连接的设计计算
胀紧套结构具有适合重载荷运行、正反往复运动以及便于拆卸的特性。选用胀紧套主要考虑传递扭矩、承受的轴向力和接触面压强等因素。
传递扭矩、承受轴向力和接触面压强,分别需满足

式中:M为需传递的转矩,N·m;Mt为胀套的额定转矩,N·m;Fx为需承受的轴向力,kN;Ft为胀套的额定轴向力,kN;Fr为需承受的径向力,kN;d为胀套内径,mm;l为胀套内环宽度,mm;Pt为胀套与轴结合面上的实际压强,MPa;Pf为胀套与轴结合面上的额定压强,MPa。
以内饰空滑板升降机账套选型核算为例进行阐述。已知辊筒半径L为0.18 m,F为升降机滑架工装质量G1(900 kg)和载体空滑板质量G2(2 500 kg)之和,则需传递的转矩M为

式中:g为重力加速度,取值9.8 N·kg-1。代入数值,计算可得M为5 997.6 N·m。Z12A-095/100/120型胀紧套最小额定传递转矩Mt为19 000 N·m,大于M的取值5 997.6 N·m,且有3倍安全系数,满足需求。
需承受的径向力Fr和需承受的轴向力Fx,分别为


式中:g为重力加速度,取值9.8 N·kg-1。代入数值,计算可得Fr为33.32 kN,Fx为15.37 kN。Z12A-095/100/120型胀紧套最小额定轴向力Ft为412 kN,大于Fx的取值15.37 kN,且有10倍以上安全系数,满足需求。
接触面压强Pt为

代入数值,计算可得Pt为4.5 MPa。Z12A-095/100/120型胀紧套最小额定接触面压强Ff为112 MPa,大于Pt的取值4.5 MPa,且有10倍以上安全系数,满足需求。
综上所述,采用Z12A-095/100/120型胀紧套满足现场实际需求。
3.3 实施
目前,东风日产花都工厂总装配车间25台升降机已全部改造为胀紧套连接方式,如图6所示,驱动辊筒上的联轴器和驱动辊筒上的连接均采用胀紧套。最早改造的已使用2年多,改良效果明显。同时,采用双电机驱动方式,随时进行切换,提升了设备使用的可靠性。

图6 升降机驱动辊筒胀紧套连接
4 结语
文章提出了一种升降机驱动滚筒的连接方式,阐述了平键连接在往复正反转的升降机驱动滚筒上使用的弊端,说明了胀紧套工作的基本原理,并用公司实际使用的升降机胀套选型计算进行分析。方案在公司实施3年,效果显著。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
锻压装备与制造技术(2022年3期)2022-07-18
自动化仪表(2022年1期)2022-02-14
合成技术及应用(2020年2期)2020-08-05
大众汽车(2019年1期)2019-11-28
中国特种设备安全(2019年4期)2019-05-20
好孩子画报(2019年10期)2019-01-10
科技与创新(2017年23期)2017-11-30
佛山陶瓷(2017年6期)2017-07-07
表面工程与再制造(2016年5期)2016-12-15
