气分装置分馏塔流程模拟优化应用
2023-01-04 17:16:28杨魁智涂彬李长江陈文良
石油石化绿色低碳 2022年6期
杨魁智,涂彬,李长江,陈文良
(中国石油化工股份有限公司长岭分公司,湖南岳阳 414000)
气分装置是分离液态烃混合物的最常见装置。运用精馏原理根据混合烃中各组分的挥发度不同进行多次部分汽化,同时又把产生的蒸汽多次部分冷凝,使混合物分离为所要求组分。某石化公司气分装置设计处理280 万吨/年催化裂化装置液态烃50万吨/年,实际处理量为48.60 万吨/年,采用常规三塔流程,装置包括脱丙烷部分、脱乙烷部分和精丙烯部分。操作弹性为60%~110%,年开工8 400小时。对上游配套的催化装置而言,加工负荷越大反应深度越高效益越好,但这意味着催化装置所产的液态烃量越大。而目前气分最大进料量仅为62 t/h(负荷率107%),继续增加将出现运行瓶颈,这也导致催化装置最大加工量为290 t/h且只能保持低反应深度,控制液态烃产量严重限制了催化装置效益的发挥。该文拟分析气分装置的负荷瓶颈,找出限制其增加负荷的主要原因并提出优化措施或改造方案,确保上游催化装置正常增加加工负荷而不受到气分负荷瓶颈的限制。
1 装置运行瓶颈分析
来自3#催化的液态烃经精制脱硫化氢和硫醇后进入气分原料缓冲罐,而后进入脱丙烷塔T101 脱丙烷。T101 顶的丙烷和丙烯轻组分进入脱乙烷塔T102分离,塔顶出碳2,塔底的丙烷和丙烯混合物进入精丙烯塔T103A/B进行分离,T103B塔顶出丙烯去成品罐区,T103A塔底出丙烷交液态烃组分进成品罐区。T103A/B实际为一个丙烯精馏塔,总共有240块塔盘,T103B为精馏段,T103A为提馏段。主要的工艺流程见图1。气体分馏装置各分馏塔的主要设计参数和正常工况参数见表1,可看出正常工况的操作条件与设计值偏差不大。

表1 主要设计参数和正常工况参数

图1 气分装置流程
当气体分馏装置的加工负荷低于62 t/h 时产品质量控制良好。一旦超过该负荷,装置运行初期T101塔顶的碳4含量会慢慢升高,塔底则会携带碳3,不仅会造成丙烯损失,也会影响后续T103的分离操作。其正常和大负荷工况(进料量>62 t/h)下的T101顶底主要产品质量分析数据见表2。从表中可以看出大负荷工况下塔顶组分的碳4 含量低于正常工况,塔底碳3 含量却远高于正常工况,说明超大负荷条件下T101分离效果变差,并有可能存在雾沫夹带的现象使塔底带碳3、塔顶带碳4。出现这种情况后降低装置加工量至62 t/h 以内,经过一天左右调整即可恢复至正常状态,而采取提压和调整回流量的方式均无法得到满意效果。

表2 正常和大负荷工况T101 顶底产品质量数据
2 建模分析
由于实际中的调整回流、提压等操作一般只会采用一种,为了系统分析气分装置的运行瓶颈采用AspenPlusV11 流程模拟软件[1-5]建立气分装置分离模型,考察现有参数条件下各分馏塔分离能力、负荷瓶颈以及解决方案,并与实际运行结果进行比对,为气分大负荷下的优化运行提供指导意见,确保催化装置正常的加工提负荷不受气分负荷瓶颈限制[6-8]。
2.1 化验分析数据
采取串联的形式将T101、102 和103 模型一次性搭建好,只需要输入T101的进料组成数据。由于液态烃的化验分析组成差异不大,脱硫后的催化装置精制液态烃化验分析数据采用正常的化验分析数据即可,如表3所示。分馏塔操作条件详见表4。
2.2 进料条件
选择T101进料65 t/h作为进料条件,此条件下气分装置已达到正常负荷的112%,无法长时间维持。T103A/B在建模时当成一个分馏塔考虑。
2.3 模拟过程
输入相应的控制条件,T101为塔顶不带碳4(小于0.01%),塔底少带碳3(小于0.01%),T103控制塔顶丙烯的含量大于等于99%。流程模拟如图2 所示,将表3、表4中的数据输入流程模拟软件中后得到的结果如表5所示。从表5可以看出,T101和T103在此操作条件下所得到的产品质量能满足工艺卡片要求。T103底物流的丙烯含量为5.65%,指标要求小于3%,此时再提塔顶物流的抽出量时塔顶物流的丙烯纯度会降低,说明此时T103 的分离能力已达到上限,65 t/h 已达其负荷瓶颈,对此操作条件下的结果进行分析能够较好的说明存在的问题。

表3 T101 的进料化验分析数据

表4 气分装置各分馏塔的操作条件
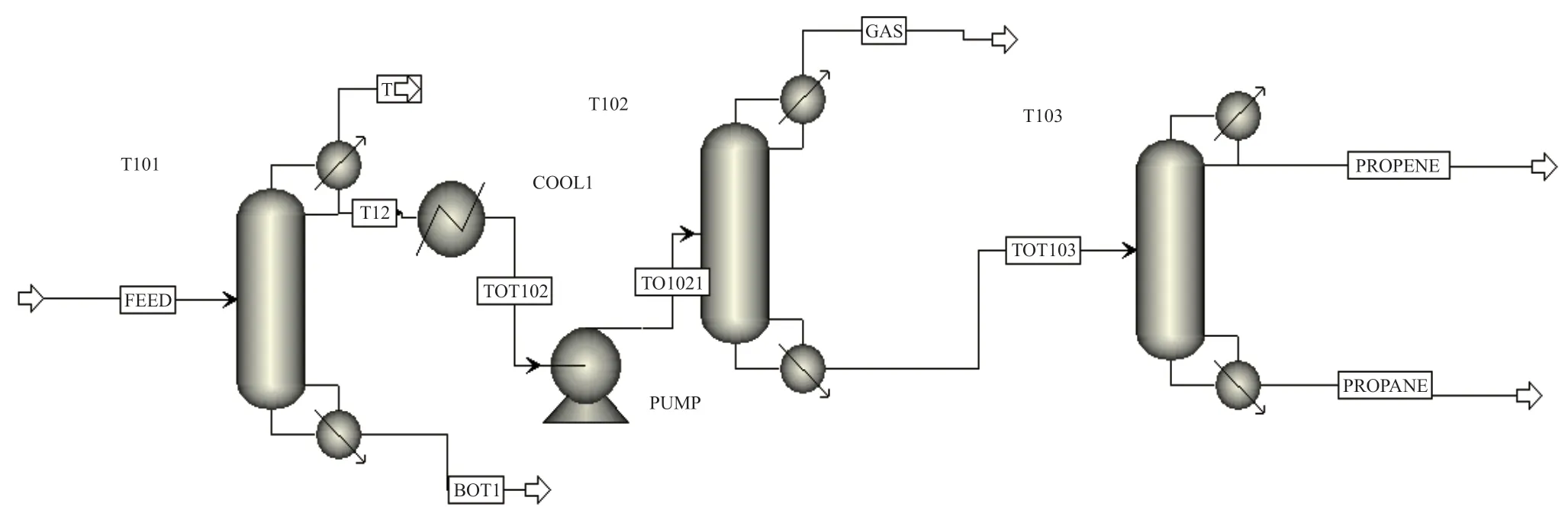
图2 气分装置流程模拟
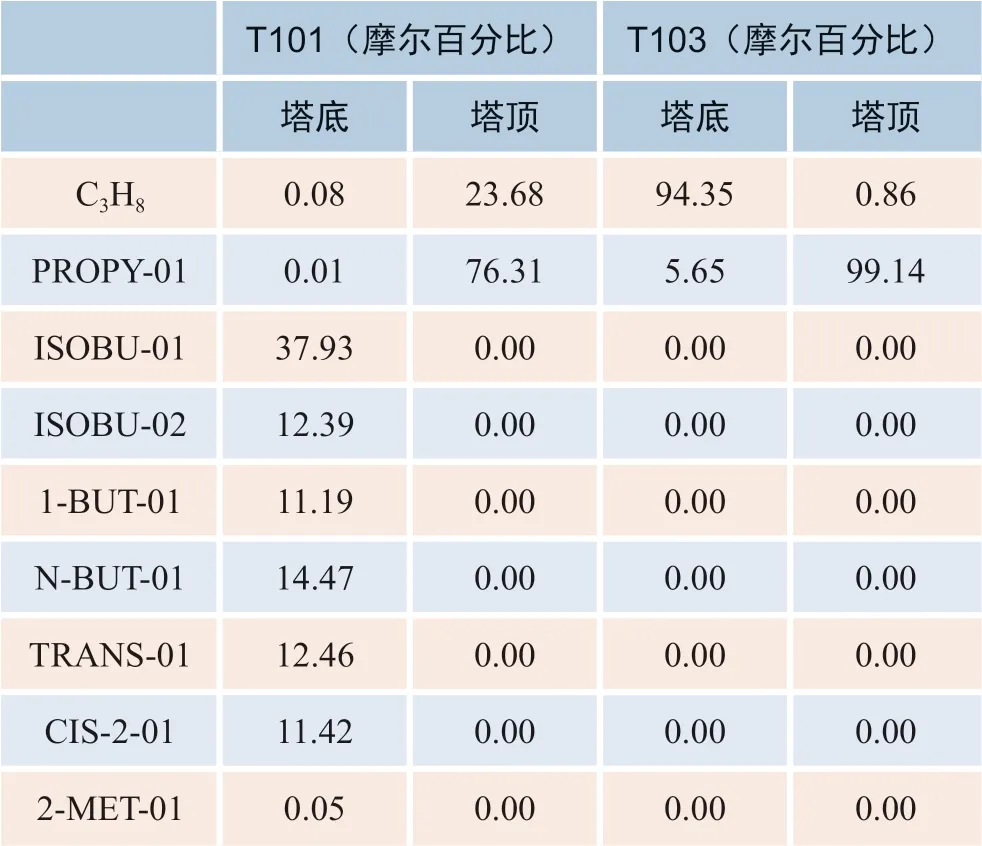
表5 气分装置模型拟合的结果
3 模型讨论
3.1 塔盘水力学核算
T101、102和103的塔盘水力学参数如表6所示,这里浮阀型号未知,但根据形状可以判断是“T”字型浮阀,故选择浮阀的类型为FLEX-TO。将表中的参数输入流程模拟软件,可以得到各分馏塔的水力学核算结果。

表6 气分装置各分馏塔的水力学参数
3.1.1 T101 分析
经流程模拟软件计算,T101从第50块塔盘起塔盘%液泛率大于80%,最大为第63块塔盘87.36%。T101的塔盘状态结果如表7所示,可看出第35—65块塔盘降液管流速过快,存在降液管堵塞可能;此外第50—65块塔盘气相部分密度过大,说明气相中存在液体,存在液泛可能,说明分馏塔底已超负荷运行。

表7 T101 塔盘状态
3.1.2 T102 分析
T102 塔内液相负荷最大的为第45 块塔盘,%液泛率为34.62%,负荷较低。T102 的塔盘状态结果如表8所示,从表中可以看出软件计算显示T102漏液,说明该分馏塔运行负荷低于设计值,分馏塔分离效果不好,这与催化液态烃组分中几乎不含碳2组分有一定关系。

表8 T102 塔盘状态
3.1.3 T103 分析
T103塔内液相负荷最大为第240块塔盘,%液泛率为46.62%,塔盘上的液相负荷并不太高。T103的塔盘状态结果如表9所示,从表中可以看出T103上半部分塔段(对应T103B)存在降液管堵塞可能,下半部分塔段189—240块塔盘(对应T103A)存在降液管堵塞可能。这说明此时T103已经超负荷运行。

表9 T103 塔盘状态
3.2 操作调整解决方案
气分的三个分馏塔中T101 在此操作状态下超负荷运行最严重,塔底的50—65块塔盘存在雾沫夹带可能。T102处于低负荷运行,塔盘上存在漏液可能,但催化过来的液态烃组分本身几乎不含碳2,即使含碳2也可以通过塔顶间断排不凝气来解决,故不需要对其调整。T103也超负荷运行,但属于降液管超负荷,通过软件计算,操作调整无法实现所有塔盘不出现降液管负荷过大的现象,需要改造塔盘。气分装置提负荷时,T101若无法分离,后续产品质量无法得到保障。而T103负荷不够时,保持塔顶丙烯产品质量,尽可能多分离出丙烯即可。故重点应放在T101的操作调整上,解决T101的负荷瓶颈。
由于T101 的回流量已经较大且回流量调整不易控制,选择调整塔压作为解决方案。调整T101的操作压力分别提高和降低50 kPa,T101的分离结果如表10所示,此时T101的塔盘运行状态如表11所示。从表10 中可以看出增加和减少压力50 kPa 不会对分馏塔的分离效果产生影响;从表11可以看出增加压力时分馏塔底的雾沫夹带现象更加严重;减少压力时雾沫夹带现象会有所缓解。故现有条件下T101可以通过降低分馏塔的压力来缓解提负荷时的雾沫夹带现象。而将操作压力降低250 kPa 时,流程模拟软件显示塔盘上存在气阻,故压力也不能降低太多,需控制在150 kPa以内。
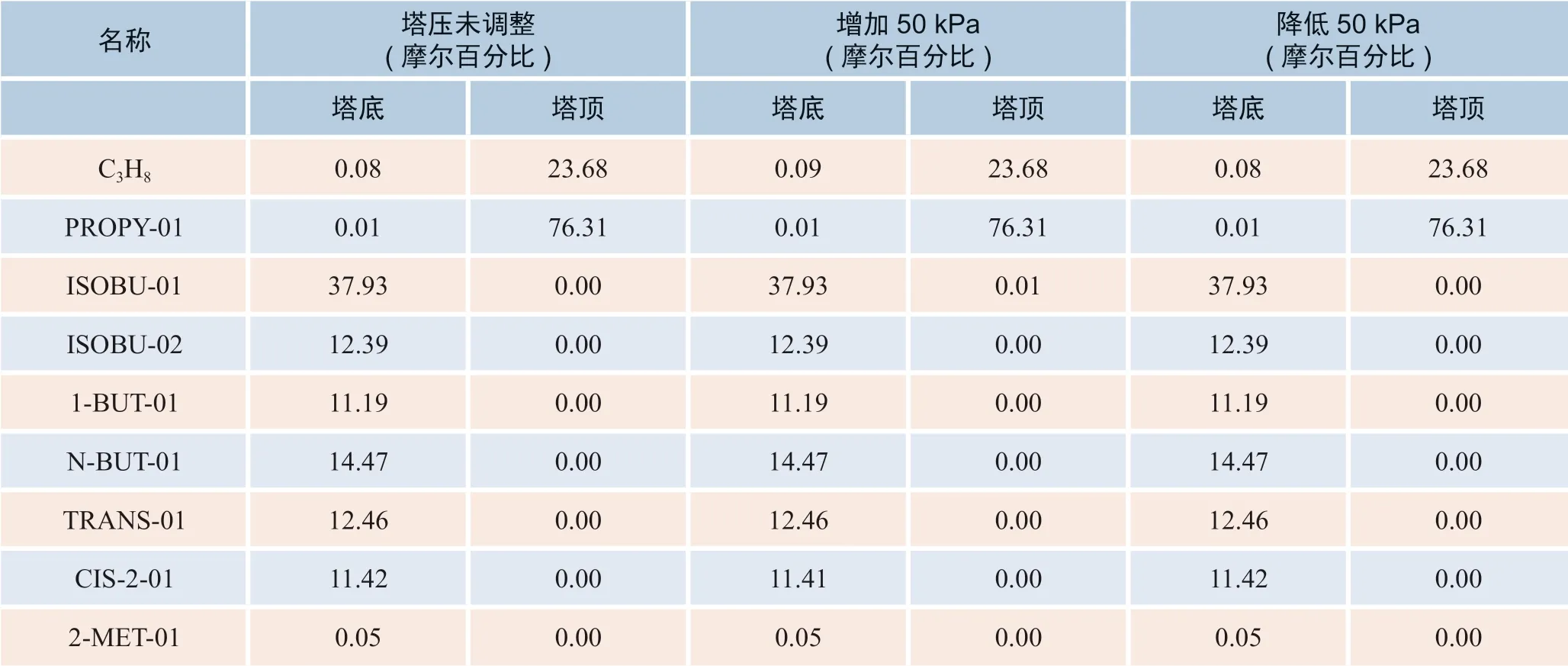
表10 T101 压力调整后分离结果

表11 T101 压力调整后塔盘状态
4 实施效果
2020年5月份起气分装置的各分馏塔开始按照模型运算的结果进行调整。表12 列出了调整前后以68 t/h 的进料为对比,气分装置各分馏塔的操作参数。从表中可以看出主要的操作调整只是T101的分馏塔操作压力由绝压1.9 MPa降低到了1.8 MPa,其他分馏塔的操作压力没有变化,此外所有分馏塔的回流量也未有大幅调整。表13 列出了进料68 t/h 时调整前后T101 实际运行过程中的塔顶碳4 和塔底碳3 化验分析数据。从表中可以看出,调整塔压后大负荷下塔顶未再出现塔顶带碳4 和塔底带碳3分离能力不够的现象,分馏塔的塔顶和塔底产品质量未受到影响。此外,由于调整幅度不大,装置的运行能耗无明显变化,但T101 的分离情况明显改善,在后续气分提负荷过程中可以在65 t/h 稳定运行,最大到了72 t/h 稳定运行,确保了催化的加工负荷不受气分装置的影响,保证了催化装置效益的发挥。

表12 各分馏塔参数调整前后对比
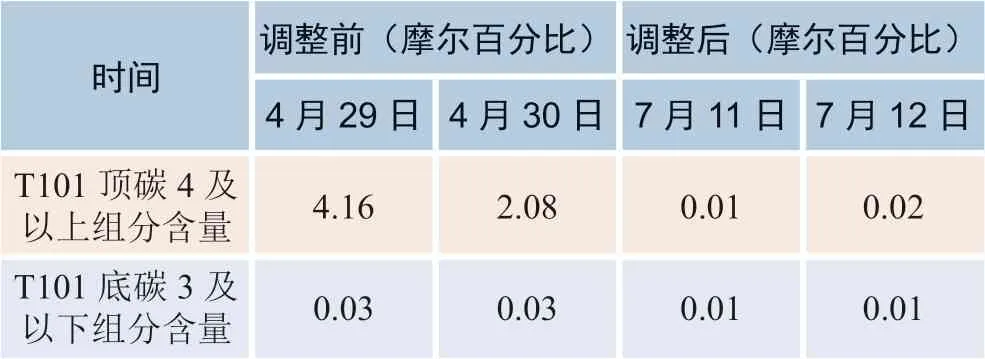
表13 进料68 t/h 时T101 调整塔压前后塔顶塔底化验分析数据
从前面的模型运算可以看出在大负荷运行条件下T101分离能力已无法满足要求,为确保装置的稳定运行,后续在2021 年大检修期间对T101 的分馏塔塔盘采取了更换浮阀类型并增加开孔率的方式进行改造。改造后运行良好,配合降压策略,在大负荷条件下可以更加稳定运行。
5 结论
气分装置的负荷瓶颈在于T101 和T103,其中T103只影响丙烷丙烯的分离,不会对整个装置加工负荷造成影响,关键的调整在于T101。
高负荷运行条件下T101 塔底48—65 块塔盘上存在着降液管流速大和塔盘气相密度大的问题,存在液泛可能,较好的解释了高负荷下T101会出现塔顶带碳4、塔底带碳3,分离能力不够的现象。
与日常操作中分离能力不够时通过提压来增加分离能力不同,通过降低T101的操作压力,降低幅度控制150 kPa以内,可以减缓T101塔底液泛现象,从而保证T101塔顶和塔底产品的质量稳定,确保了催化的加工负荷不受气分装置影响。
猜你喜欢
广州化工(2022年13期)2022-08-01 01:11:14
健康必读·下旬刊(2020年3期)2020-03-19 08:46:50
红领巾·萌芽(2019年2期)2019-04-18 02:11:36
中国科技博览(2017年35期)2017-10-19 21:58:58
云南中医中药杂志(2017年9期)2017-09-27 17:21:35
小猕猴学习画刊·下半月(2017年4期)2017-05-30 10:48:04
环境与可持续发展(2017年1期)2017-02-20 01:04:16
化工科技(2016年1期)2016-06-04 23:15:00
中学数学杂志(2016年1期)2016-02-16 15:11:27
石油炼制与化工(2014年9期)2014-04-06 19:35:03