3D打印柔性混合电子关键技术研究
2022-12-29 03:44曹福来晁艳普
工业技术与职业教育 2022年6期
曹福来,卢 帅,晁艳普
(许昌学院,河南 许昌 461000)
0 引言
柔性混合电子是伴随着柔性电子技术发展而来的一种新型技术,该技术将传统的电子构件集成到柔性基底上[1],既保证了电子器件性能的稳定又使整体像皮肤一样具有柔韧性,可以满足大多数柔性电子产品应用要求的,同时降低了制造成本与工艺难度。国内,清华大学冯雪课题组、林荣赞课题分别制作了可穿戴的扬声监测柔性混合电子[2]与无线心电图充电柔性混合电子[3];国外,Ota等利用3D打印技术制作了可编程的柔性混合加热器[4],Valentine 等利用液态金属直写技术制作了微控制器柔性混合电子[5]。目前柔性混合电子器件已应用于生物医药、可穿戴设备、印刷射频天线、软机器人等领域,具有广阔的应用前景[6-9],本文提出了一种基于3D打印的柔性混合电子集成制造方法。
1 基本原理
柔性混合电子的结构复杂如图1所示,其结构层包含了衬底层、导线、功能器件、封装层,不同结构层需要不同的功能模块来实现[10]。本方法将柔性材料PVC作为性衬底,导线采用液态金属直写技术,在压力的作用下完成导线的打印,作为功能器件的电子元件则通过真空吸附装置来放置在预先设定好的位置,最后通过打印封装层来实现整体的封装。实验前将预先处理好的实验材料装入料筒,通过软件将打印路径代码导入3D打印机中, XYZ 三轴精密运动平台按照规划好的路径来运动。制造工艺流程可以实现除了功能器件之外其余的封装层、导线均由XYZ 三轴精密运动3D实验平台来完成,在保证打印精度的同时保证了功能器件的使用寿命和性能的稳定,体现了“从无到有”的成型优势,其制造流程如图1所示。

图1 柔性混合电子制造流程图
2 实验平台设计
本实验平台需要有运动模块、气压模块、控制模块、监测模块等。运动模块硬件主要是XYZ三轴精密平台,其中X-Y轴运动平台完成二维平面运动,Z轴运动平台完成高度的运动,两者相互配合完成运动平台的三维运动;运动模块软件是在Otostudio软件平台自行开发的打印系统,可以控制平台运动速度和位移。气压模块包含气泵、调压阀、真空发生器等来保证打印所需的背压以及吸附电子元件所需的负压;监控系统采用德国Silicon Software公司图像采集板卡将采集到的图像经PCI总线传送电脑硬盘中保存,进行分析计算处理。采用美国蒙那多DA/DB型频闪仪作为频闪光源。试验中采用频闪光源与CCD相机同步曝光的方法实现熔滴沉积瞬间影像的拍摄,高速CCD摄像机快门与频闪光源由外部触发器提供的TTL信号同时驱动以实现同步工作,实验平台如图2所示。

图2 3D打印柔性混合电子实验平台
3 实验研究
3.1 打印导线
液态金属直写柔性电路过程中,液态金属在背压作用下流出然后黏附在印刷材料表面形成电路。液态金属在不同印刷基板表面的润湿特性、印刷速度和书写压力是影响印刷线成形质量的主要因素。实验研究了不同书写基板表面、书写速度和书写压力下形成的液态金属电路形状和尺寸的变化特性,建立了获得最佳电路质量的有效工艺窗口,这是实现柔性复杂电路和功能性电子图案的必要保证。不同基体材料表面液态金属的形态特征如图3所示。
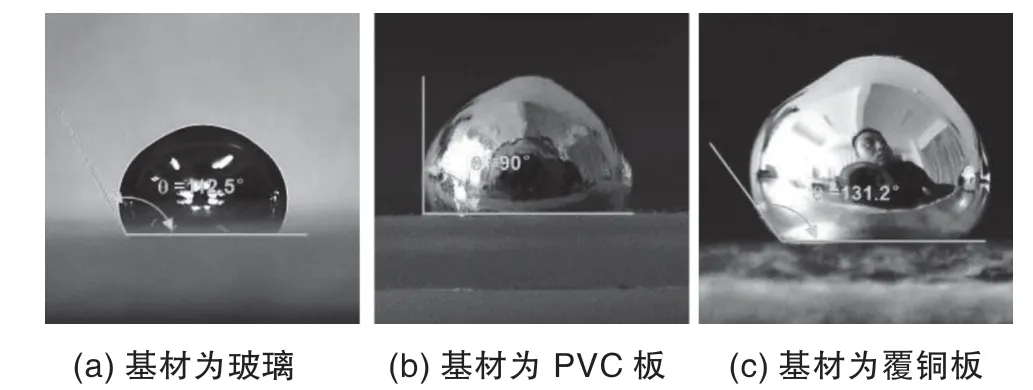
图3 液态金属在不同基板材料表面的形貌
在图3中,实验材料选用镓铟合金(GaIn24.5),其熔点为15.7 ℃,密度为6.3 g/cm3,黏度为0.27 Cst,表面张力为0.60 N/m。图3中(a)、(b)、(c)选用的基材分别为玻璃、PVC、覆铜板。经过测量液态金属与3个基底之间的润湿角分别为112.5°、90°、131.2°,可以看出PVC对液态金属的润湿能力较好,表现出较强的附着力,相比之下其他两种基质的黏附行为很少。
不同工艺参数下的24条直写打印线如图4所示。
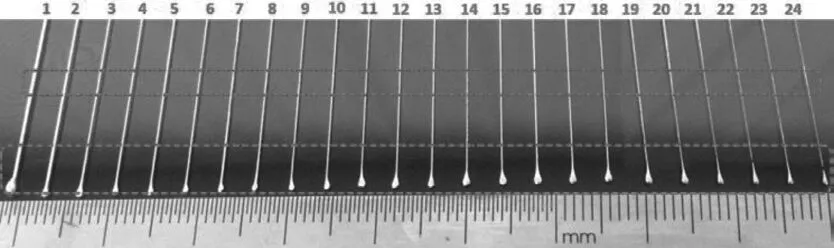
图4 不同工艺参数下的直写打印线
在图4中,所有的样品都是在W=1N的书写压力下制备的。印刷材料选用GaIn24.5合金,印刷头由直径0.5 mm的碳化钨球和不锈钢球座组成,印刷基板选用厚度为0.5 mm的PVC薄膜。第一次的打印速度设置为F100,以后每次增加100直到F2400,每个印刷速度下的印刷线条的形态是用微距镜头捕捉的。使用Image Pro软件测量不同位置的打印线条宽度。根据4次测量值计算平均值,根据测量结果可知随着打印速度的增加,打印行的宽度会减小。设置打印速 度VF为F100、F200、F300、F400、F500、F600时,打印线平均测量宽度分别为1122 µm、809 µm、650 µm、588 µm、566 µm和534 µm。线宽明显大于书写球直径。设置打印速度VF为F700和F800时,打印线平均测量宽度分别为510 µm和498 µm,在这种情况下线宽基本等于书写球的直径。设置打印速度VF为F900、F1000、F1100、F1200、F1300、F1400、F1500、F1600、F1700和F1800时,打印线平均测量宽度分别为472 µm、460 µm、447 µm、436 µm、438 µm、434 µm、428 µm、425 µm、423 µm和421 µm。线条宽度明显小于书写球的直径(0.5 mm),此外印刷线的宽度下降迅速。 设置打印速度VF为F1900、F2000、F2100、F2200、F2300和F2400时,打印线平均测量宽度分别为404 µm、322 µm、210 µm、183 µm、158 µm和124 µm,线条宽度明显小于书写球的直径。
3.2 封装层
本实验中因为液态金属的印刷线很细,硫化硅胶的密封层很薄,RTV硅胶是液态金属印刷密封件的绝佳选择。实验选用卡夫特705透明RTV硅胶。硅胶具有良好的弹性和绝缘性,固化后的弹性体具有优异的耐冷热变化和耐老化性能,以及优异的防潮、防水、抗震和防漏性能。使用这种硅胶作为液态金属电路的密封材料,密封的液态金属电子产品在潮湿、高温等恶劣环境下仍能保持稳定的性能。
单组分硫化硅是一种非常黏稠的胶体,需要很大的挤出压力,在封装液态金属打印线时,需要将喷嘴的移动速度控制在一定值。移动过快将在喷嘴的移动方向上产生水平推力,导致硅胶会推开附着在PVC膜上的镓铟合金液体,使硅胶中的液态金属线路不完整。此外,当喷嘴移动过快时,从针尾挤出的硅胶在落在基板进料器上之前会被喷嘴移动带走,液态金属回路无法完全密封。正确的打印高度在硅胶从打印针挤出后对其产生较小的压力,使硅胶溶液稳定扩散并密封打印线。
实验中选择内径为0.5 mm的精密塑料钢针作为硅橡胶硫化打印针,将喷嘴设置为以100 mm/min的速度移动。实验中设置了6组打印压力,分别为20 kPa、25 kPa、30 kPa、35 kPa、40 kPa和45 kPa。打印针距PVC膜的高度参数设置为0.1 mm、0.2 mm、0.3 mm、0.4 mm、0.5 mm、0.6 mm,通 过 打 印15 mm直线观察不同参数下硫化硅的打印效果。经过对比选择的硅胶密封打印参数为:速度100 mm/min,高度0.2~0.25 mm,压力设定为40 kPa。
4 典型案例
1)打印预处理。将打印基底清洁后固定在打印平台,设计电路图案生成打印路径代码并导入3D打印机中;将电子元件灯放置在基底专用位置,打印系统运动平台回零后设置打印参数。
2)打印导线。调整系统气压,运行电路路径G代码按照设计好的线路在PVC板材上打印导线,打印完成电路呈现“”字。
3)放置电子元件LED灯。利用真空吸放装置运动到LED灯位置并进行吸取,然后将LED灯放置在事先预留的位置处,要确保LED灯的引脚与液态金属接触。
4)打印封装层。调整合适气压用RTV硅胶进行封装,封装尺寸与柔性衬底尺寸基本一致,接入电源改变装置的弯曲度观察电路通断情况。
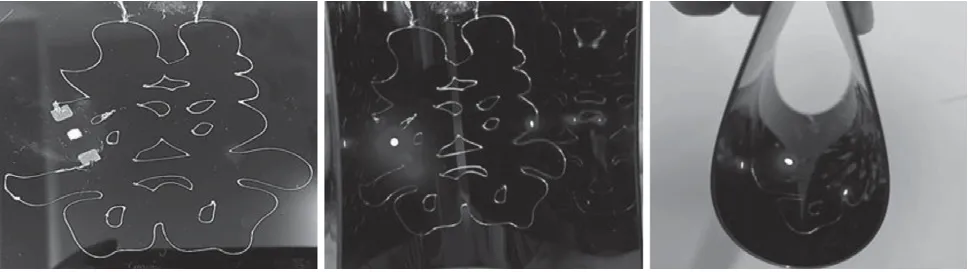
图5 “ ”字柔性混合电子LED 灯
5 结论
本文提出了一种3D打印柔性混合电子方法,以柔性材料作为性衬底,采用液态金属直写技术完成电路的打印,通过真空吸附装置来将功能电子元件放置在预先设定好的位置,最后通过打印封装层来实现整体的封装。以“”字柔性混合电子LED 灯为应用案例,当PVC板发生严重弯曲变形时LED灯依然保持点亮,证明了本方案的可行性。
猜你喜欢
机械工业标准化与质量(2022年9期)2022-09-30
石油沥青(2021年5期)2021-12-02
文化创新比较研究(2020年7期)2021-01-13
五金科技(2020年4期)2020-09-23
天然产物研究与开发(2018年3期)2018-05-07
酒·饮料技术装备(2018年1期)2018-04-28
资源再生(2017年3期)2017-06-01
中成药(2017年4期)2017-05-17
中国塑料(2015年5期)2015-10-14
中国医疗美容(2015年4期)2015-04-27