复合材料液体成型树脂流动超声监测系统开发
2022-12-29 01:44:16朱冬冰姚文胜姚沛衡杨辰龙
工程塑料应用 2022年12期
朱冬冰,姚文胜,姚沛衡,杨辰龙
(1.浙江大学,流体动力与机电系统国家重点实验室,杭州 310027; 2.浙江省特种设备科学研究院,杭州 310020)
航空航天工业作为人类顶尖飞行技术的集大成者,对材料的密度、刚性和强度提出了更高的硬性要求。美国波音和欧洲空客等航空制造型企业开创性地将复合材料成功应用到飞机主承力件机翼和机身等构件上,引发了行业内采用复合材料代替传统材料的狂潮[1]。复合材料对航空航天工业影响巨大,提高复合材料对传统材料的替换率会带来连锁减重效应;除此之外交通运输、海洋舰艇、石油管道等领域也对复合材料极其青睐。复合材料在全球有庞大的需求和广泛的应用场景,这对复合材料的生产技术提出了巨大的考验。由于设计、制造与检测技术的限制,在大型复杂构件上复合材料应用的优越性还没有得到完全发挥。制造成本相对较高、产能不足成品率低是复合材料结构制造技术中需要解决的主要问题[2-4]。
复合材料液体成型技术(LCM)是一种常见的复合材料制造工艺。由于工艺技术限制,最终得到的复合材料内部可能会存在缺陷,而缺陷将造成制件整体性能下降并留下安全隐患。通过监测LCM 工艺中树脂流动前锋可以优化树脂注入策略,减少内部缺陷的产生,提升复合材料制品的质量。
1 LCM工艺制件缺陷原因
LCM 中使用的导流介质特点在于它是高渗透性的多孔介质,其渗透率通常比纤维预成型体大两个数量级。在LCM工艺过程中,树脂液体在两种渗透率相差很大的多孔介质中流动,在预成型体厚度方向靠近导流介质的树脂胶液流速会较快,而在预成型体厚度方向远离导流介质的树脂胶液流动较慢,导致预成型体厚度方向上会形成三维楔形流动前锋,流速快的位置与流速慢的位置之差定义为d,超前-迟滞效应示意图如图1 所示。该现象称为超前-迟滞效应[5]。
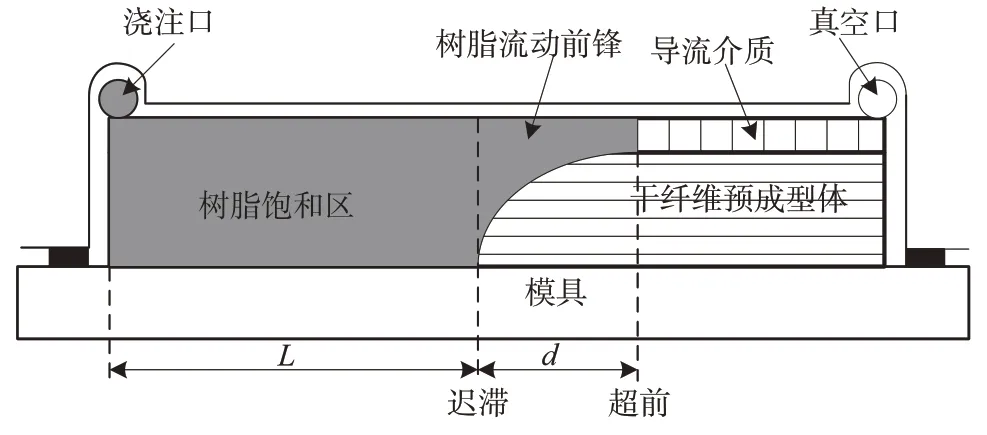
图1 超前-迟滞效应示意图
假设在树脂充模后期,由于导流介质的原因纤维预成型体上表面将率先被完全浸透。但是超前-迟滞效应的存在会让导流介质中树脂流动前锋首先到达真空口,此时树脂液体将经过导流介质被真空口快速抽走致使预成型体流动前锋差距d范围内的纤维预成型体难以被完全浸透,从而容易造成干区或干斑缺陷,其示意图如图2所示。
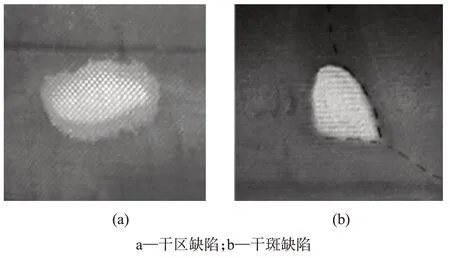
图2 LCM工艺的复合材料常见缺陷
LCM工艺中只要铺敷导流介质就会存在超前-迟滞效应,要避免流道效应引发缺陷的有效方法是调整导流介质的铺放比例,留出一定的导流介质未覆盖区域。通过多导流介质未覆盖区域的逐级缓冲,减小纤维预成型体上下表面树脂流动前锋差距而基本实现纤维预成型体的完全浸渍[6-7]。
因此,LCM工艺树脂浸渍过程实时监测技术应运而生,通过监测预成型体底部树脂流动行为来控制浇注口和真空口的开启与关闭时机,优化树脂注入策略,减少复合材料干区、干斑和空洞等缺陷出现的概率,提升复合材料制品的质量。
2 树脂流动前锋超声监测技术现状
德国航空航天中心[8](DLR)为欧盟项目即复合材料混合结构的低成本制造和组装项目开发和研究未来飞机的制造和组装过程。DLR 采用24 通道超声压电陶瓷晶片对肋板注入成型过程进行树脂流动前锋实时监测,复合材料飞机肋板如图3所示。依据各个传感器的流动前锋到达时间和流动前锋的速度,大致刻画出了流动前锋的基本形状,为后续控制过程提供了有效的参考依据。
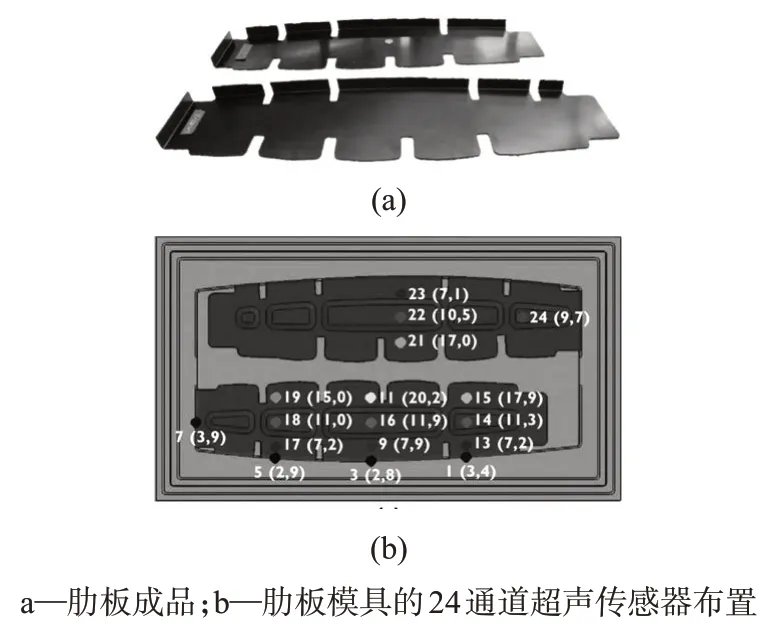
图3 复合材料飞机肋板
DLR 机构还提出了“Infusion 4.0”概念,通过设计开发多传感器融合的智能模具来实现对树脂注入过程的多角度监测。他们在制造飞机复合材料肋板时,研发了具备监测能力的智能模具。
英国的综合创新技术公司作为空客、德国航空航天中心和奥迪等知名公司及研究机构的技术提供商,研发出了碳纤维复合材料生产中的质量监控与过程控制综合系统,其示意图如图4 所示。该系统采用了光学、热学和声学传感器,全面监测了树脂流动、树脂固化、树脂黏度和混合比质量。系统为了减少声耦合干扰将超声传感器以半嵌入的方式将其安装在树脂传递成型工艺(RTM)模具之上,减少了超声波的界面衰减。图中灰色箭头所标的就是半嵌入式传感器固定在模具中。
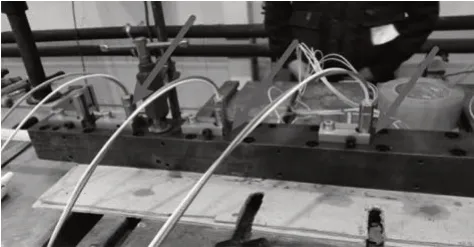
图4 CFRP制造过程监测系统
德国联邦材料研究和测试协会开发了复合材料制造过程超声监控系统用于热压罐工艺过程实时监测[9],实现了对复合材料超声监测采集的数据进行实时处理并绘制可视化曲线。
在其他基础研究方面,Schmachtenberg 等[10]使用4 MHz超声波探头,对树脂传递成型中树脂流动前锋进行了监测。Pindinelli等[11]为了解决无法精确得到模具中树脂厚度变化的问题,将超声探头集成在平行盘形流变仪上进行测量。此外,Lionetto等[12]将压电晶片主动传感器集成到模具上作为超声波的发射器和接收器,降低了声界面耦合误差。黄贵飞[13]运用超声穿透法对环氧树脂的固化反应过程进行监测,研究了超声波振幅衰减与树脂固化时间的内在关系,对树脂固化反应机理进行了解释与讨论。郭俊刚等[14]充分研究比较了光纤方法、超声方法、电学方法和热学方法等在复合材料液体成型制造工艺中的应用,认为超声方法成本低、结构简单、灵敏度较高,可以探测树脂流动前锋并监测树脂固化过程。李煜坤[15]提出了一种基于压电阻抗和Lamb 波相结合的方法,实现LCM 工艺过程中从全面的固化度综合评估。EI Amaoui A 等[16]通过秩条件分析系统的可观测性,提出了一种用于确定液体复合材料成型过程可观察性的监测器。
3 树脂流动前锋超声监测技术研究存在的难点
(1)LCM超声监测系统对树脂流动前锋各项物理特征参数难以定量描述,复合材料液体成型过程中树脂流动的行为受树脂注入口位置、真空口位置及其注入流道长度等外界因素影响,同时也与预成型体纤维层数、树脂黏度等内部条件有关。
(2)超声传感器硬件参数选择缺乏系统性,超声探头属于集成程度较高的传感器,它硬件参数繁多,为了获得合适的参数,还必须结合模具的尺寸及其材料特性,以实验的方式获得最佳传感器,为后续信号处理技术的应用奠定基础。
(3)超声监测系统难以监测树脂流动前锋厚度参数,树脂浸渍纤维预成型体后整个体系处于固液混合物状态,该状态的声学特性非常复杂。在树脂纤维混合物中超声波监测系统发射的超声波会存在穿透力不足和能量损失的问题,这为后续通过超声波时域信号表征树脂流动前锋厚度参数带来了很大的难度。
(4)超声监测系统移植到工业场景中缺乏便利性,硬件系统中各类传感器及其辅助集成器件的复杂布置,软件系统除了超声信号的处理与数据可视化,还需要考虑现场布置模式改变后与传感器的协同性,这就需要软件设计要有强大的柔性。
4 树脂流动前锋超声监测技术
4.1 树脂流动前锋超声监测原理
笔者采用脉冲反射法来研究树脂流动前锋的物理参数,定义某次脉冲回波信号的幅值为PE为脉冲回波Pulso Echo首字母缩写,右上角上标i代表第i次模具-树脂纤维浸渍物界面的脉冲回波,多次反射会使超声波能量锐减,故i一般≤4。脉冲反射法监测树脂流动前锋演变示意图如图5 所示,图中显示了脉冲反射法监测树脂流动前锋的传感器布置图分别代表第一次和第二次界面回波。对应的信号时域图如图6 所示,图中矩形框标示的信号脉冲尖峰1为对应的回波,图中标示的信号尖峰2为对应的回波。
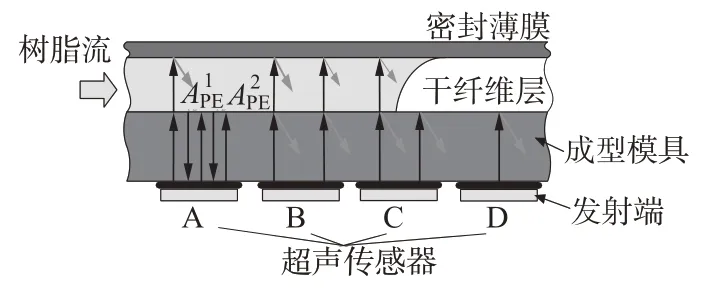
图5 脉冲反射法监测树脂流动前锋演变示意图

图6 脉冲反射法监测信号时域图
为了排除不同传感器之间的个体幅值差异,需要将脉冲回波幅值归一化处理。将树脂未到达区域对应的回波幅值记作初始值APE,init。由于空气中的声阻抗(Z空气) ≪模具中的声阻抗(Z模具),反射系数约等于1,对应满值初始回波,也就是超声波能量基本全反射。所以,归一化幅值写作:

因此,在树脂流动前锋到达之前(图5D 传感器),归一化脉冲回波幅值树脂流动前锋小部分到达传感器感应范围后(图5中C传感器),归一化脉冲回波幅值开始逐渐变小随着压电晶片被覆盖范围变大(图5B传感器),声波经过较高声阻抗的树脂,其折射波能量提升导致持续减小,当树脂完全覆盖传感器感应范围之后(图5A传感器)趋于稳定值。该过程的超声波信号幅值变化曲线如图7 所示,归一化幅值变化曲线如图8所示,该曲线采用了一次回波来衡量变化情况。

图7 脉冲反射法监测信号幅值变化曲线
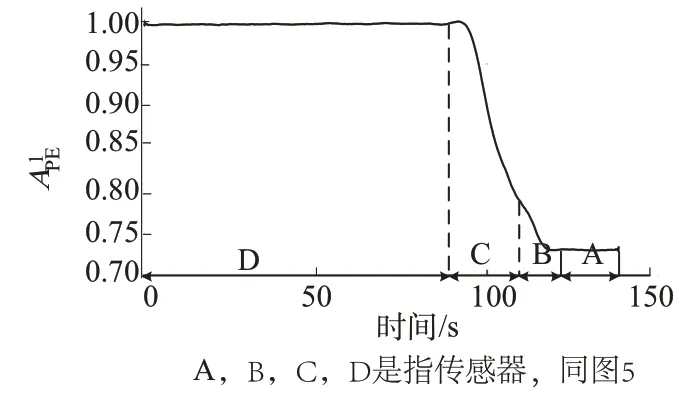
图8 脉冲反射法监测信号归一化幅值变化曲线
实际操作中只需要选择某次脉冲回波作为研究对象即可,为方便观察测量选择的脉冲回波在初始状态下必须大于总量程(最大255)的80%。当树脂流动前锋到达传感器监测位置浸渍干纤维预成型体时,树脂因较高的声阻抗会降低声压反射系数的值。假设树脂未到来时刻(图5D 传感器)的声压反射系数为R0,某时刻树脂到达后的声压反射系数记作Rk,那么可以表示为式(2):

在树脂流动前锋通过期间,假设将压电元件的几何形状区域看作理想传感器,即所有区域均分布有均匀强度声压。将压电陶瓷晶片表面有效面积上的声压反射率记为Reffective,传感器已经润湿的面积记为Swetting,传感器几何面积记为Ssensor。根据前述内容,在树脂未到来时刻的界面声压反射系数为R0;在润湿干纤维后,模具-纤维界面的声压反射系数变为Rk。根据以上假设来得到整体理想压电元件的有效声压反射率表达式如下:
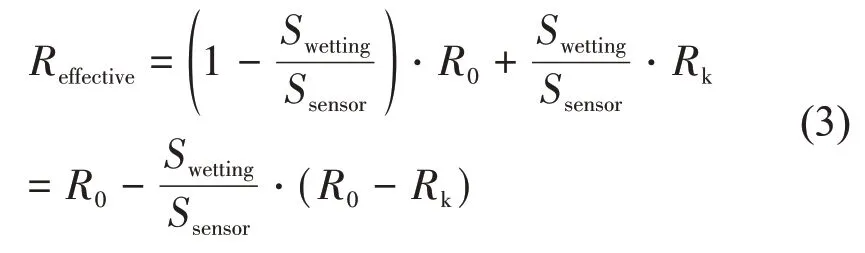
理想传感器与实际传感器存在差异,由于任何压电晶片的超声声场都不是均匀分布的,与脉冲回波信号相关的成型模具-树脂纤维浸渍物界面处的有效声压反射率规律并不符合公式(3)。同样的,理想传感器脉冲回波信号的归一化幅值也可以由理想传感器有效声压反射系数Reffective给出公式(4):

公式(4)中的声压反射系数与两种介质(模具材料、树脂纤维浸渍物)的声阻抗有关,在树脂浸渍过程中温度压力等环境因素不会出现较大变化,介质的声阻抗基本维持稳定。因此,容易得到理想传感器的脉冲回波归一化幅值只和当前传感器范围内树脂浸湿的面积有关,可以看作是唯一变量。
从上述研究来看,无论压电晶片主动传感器的声场是否均匀,树脂流动前锋到达传感器感应区域后都会直观地表现在信号中,具体形式就是界面信号脉冲幅值的显著减小。所以只要有适宜数量的传感器布置,记录每个点位流动前锋到达的时刻就能够近似还原树脂流动前锋的整体形状。
4.2 树脂流动前锋超声监测系统设计
典型真空辅助RTM(VARTM)工艺下的楔形树脂流动前锋如图9 所示,基于楔形流动前锋结构的现状,凭肉眼观察上部树脂流动前锋将错误地估计树脂流动前锋在纤维预成型体中的实时位置,致使后续环氧树脂注入口和抽取真空口控制通断关系混乱造成最终复合材料制件报废。因此,通过树脂流动前锋多通道超声监测系统得到纤维底部树脂浸渍位置信息,并将该信息和下位机控制器通讯即可实现精准的浇注口和真空口管路通断控制。
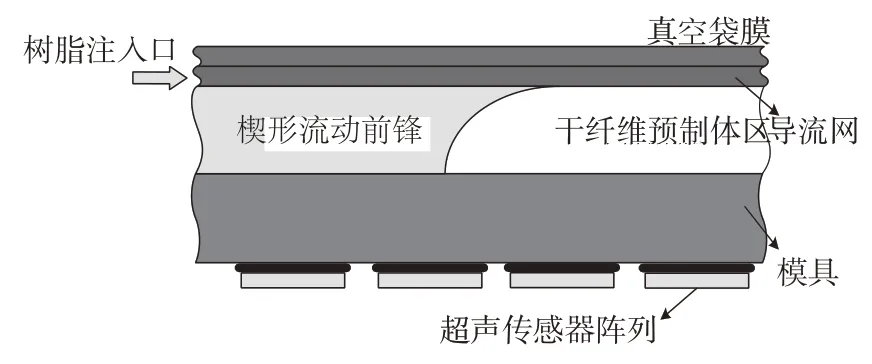
图9 典型VARTM工艺下的楔形树脂流动前锋
对LCM 工艺纤维预成型体中树脂流动过程进行研究,针对嵌入式传感器实时监测技术易破坏复合材料制品性能的局限性,引入了非嵌入式超声压电晶片主动传感器对复合材料液体成型树脂浸渍过程进行在线监测,通过对压电晶片超声信号的分析,建立了超声信号特征与树脂流动前锋有关特征参数的关系。在此基础上开发了纤维增强复合材料预成型体中树脂流动前锋多通道超声监测系统,实现了树脂流动前锋到达位置的监测。笔者研究的最终目标是提供一种可靠、精确以及完整的树脂流动前锋多元化特征参数监控方法和组合系统。获取树脂流动前锋多种特征参数可以更好地理解当前工艺方法对液体成型过程的影响,从而使得实时调整LCM工艺进程成为可能。
(1)树脂流动前锋超声监测系统硬件设计。
纤维预成型体中树脂流动前锋多通道超声监测系统由64通道高频超声波传感器、高速超声波数据采集卡、电气控制系统、工业控制计算机等组成,其工业布置的示意图如图10 所示。上位机作为软件运行载体,内部安装了高速超声波数据采集卡。高频超声波传感器依照监测控制需求有序地安装在模具底部,通过超声信号线与上位机的采集卡连接。树脂存储罐中有添加了固化剂的环氧树脂,与4 个注入管路口连接,初始状态下所有注入管路都处于关闭状态,浇注开始后根据树脂流动前锋位置依次打开。4 个真空管路口与真空泵相连,在实验开始前将持续工作确保真空袋膜内的空气完全排出,此后在浇注过程中真空管路将会依照树脂流动前锋到达位置逐渐关闭。
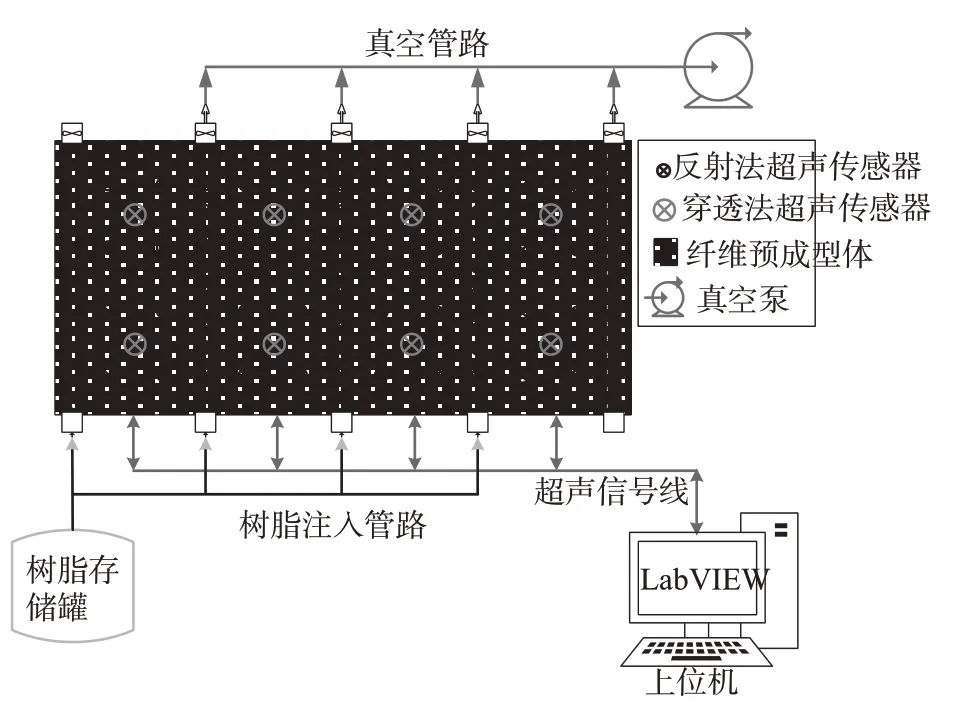
图10 典型VARTM工艺下的楔形树脂流动前锋超声监测原理
(2)树脂流动前锋超声监测系统软件设计。
基于LabVIEW开发了超声监测软件,搭建了软件框架,树脂流动前锋超声监测软件的基本模块主要分为5 个部分:数据采集、信号实时显示、信号处理、结果可视化和数据保存,模块之间的具体关系如图11所示。
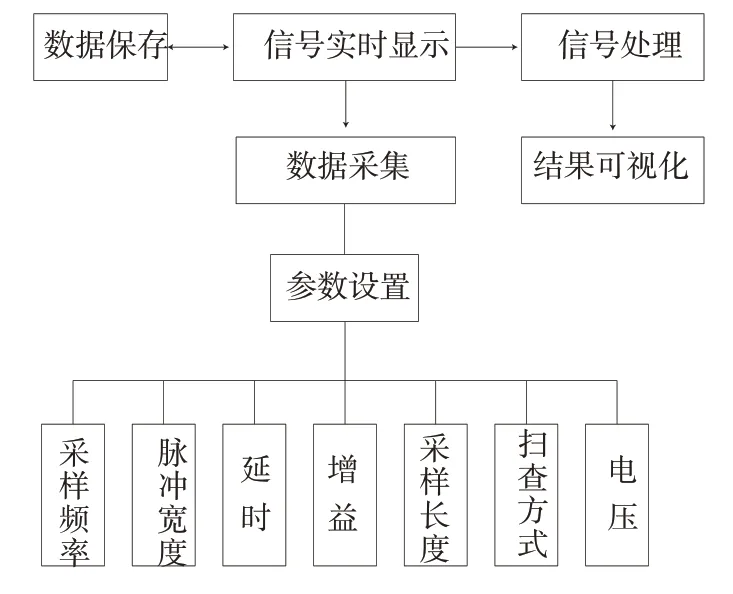
图11 软件基本框架
图12 为典型VARTM工艺下的楔形树脂流动前锋超声检测软件。通过图12a 界面进行参数设置,其中很大一部分设置是为了发挥超声波硬件采集卡的性能以及满足信号预处理的需求。比如频率设置中有采样频率、低通滤波、高通滤波和滤波频率的设置,滤波频率是为了获取信号相关频域范围内较为关心的频段。从图12b 的布局可以看出,中间为64通道信号指示灯,用于显示对应通道的超声感应区域流动前锋是否到达,右侧将实时显示树脂流动前锋相对高度的三维曲面图。
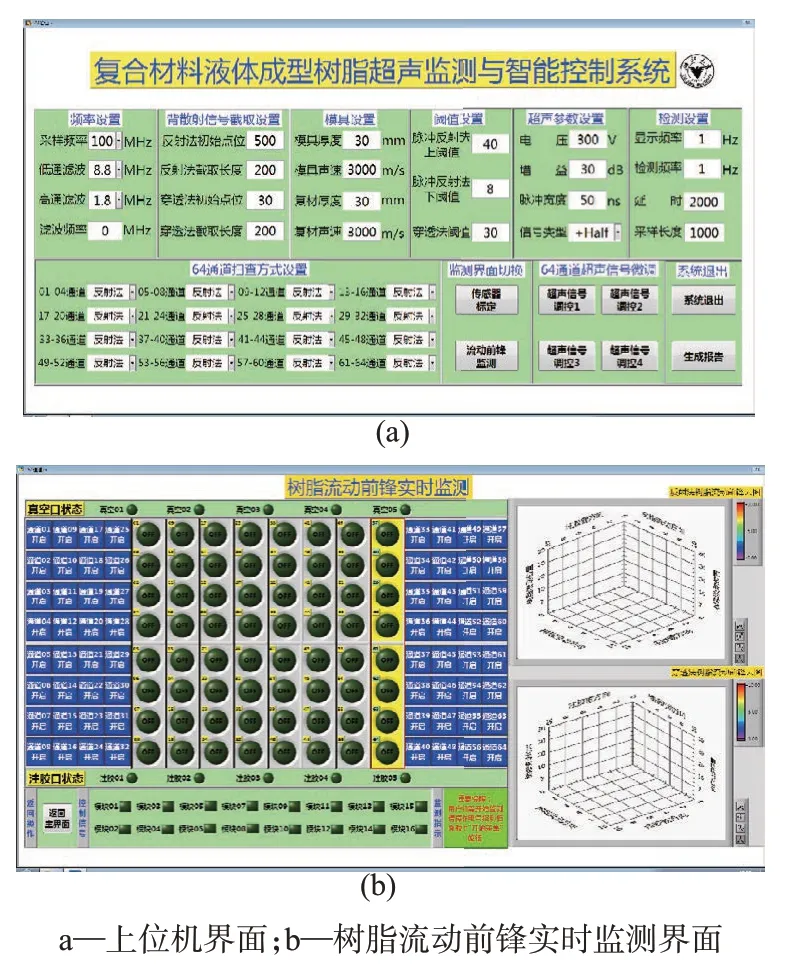
图12 典型VARTM工艺下的楔形树脂流动前锋超声检测软件
4.3 树脂流动前锋超声监测系统实验结果
图13 为树脂浸润过程中对树脂流动前锋的实时监测。当树脂流动前锋达到超声传感器的声场特定范围后声波信号出现变化,软件界面立即得到反应。由图13 可见,当监测到树脂前锋时,右侧反射法树脂流动前锋曲面图呈现为平板状态,穿透法树脂流动前锋曲面图呈现规则凸起状态。
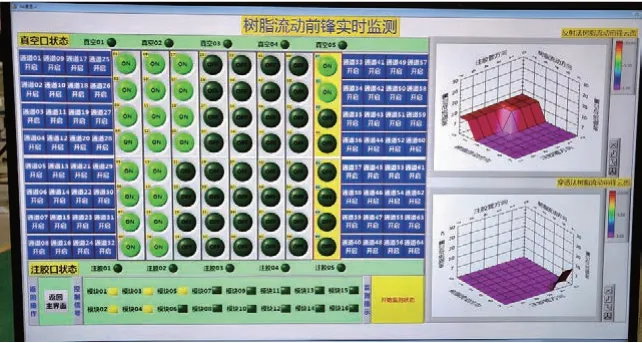
图13 树脂流动前锋在线监测过程
本实验通过对玻璃纤维复合材料液体成型过程的监测实验,验证了该多通道超声监测系统实现树脂流动前锋到达位置监测的可行性。
5 结论
通过对压电晶片超声信号的分析,建立超声信号特征与树脂流动前锋有关特征参数的关系,在此基础上开发纤维预成型体中树脂流动前锋多通道超声监测系统。确定压电晶片主动传感器的工业集成方案,基于LabVIEW 开发超声监测软件,搭建了软件框架,实现数据采集、数据保存、信号处理、信号显示以及结果可视化等功能,其中信号处理分析功能包括时域分析、时频分析和递归图分析等。通过对玻璃纤维复合材料液体成型过程的监测实验,结果表明,当树脂流动前锋恰好到达覆盖了超声传感器感应区域面积时,声波信号出现变化,软件界面立即得到反应。验证了该多通道超声监测系统实现树脂流动前锋到达位置监测的可行性。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
ViVi美眉(2021年10期)2021-01-25 23:51:49
小火炬·智漫悦读(2018年11期)2018-03-13 08:39:38
聚氯乙烯(2018年5期)2018-02-18 03:30:28
聚氯乙烯(2018年5期)2018-02-18 03:30:28
制造技术与机床(2017年5期)2018-01-19 02:48:50
材料科学与工程学报(2016年2期)2017-01-15 13:34:42
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
中国塑料(2015年5期)2015-10-14 00:59:40
中国氯碱(2014年12期)2014-02-28 01:05:11