
齿轮油泵壳体铸造成型工艺设计
2022-12-24 04:06:50王冬林陆楠楠杜海海马骑力
模具工业 2022年12期
王冬林,陆楠楠,杜海海,马骑力
(1.中国石油集团工程材料研究院有限公司,陕西 西安 710077;2.北京隆盛泰科石油管科技有限公司,北京 100101;3.延长油田股份有限公司子长采油厂,陕西 延安 717300;4.西安长立油气工程技术服务有限公司,陕西 西安 710065;5.长庆油田分公司 第五采油厂,陕西 榆林 710200)
0 引 言
铸造生产适用范围广,是工业生产的支柱产业之一。铸件价格低廉、经济性能好,且具有一定的尺寸精度[1,2],在冶金、矿产、能源、航空航天及海洋探测等工业的设备中,铸件都占有较大的比重[3]。齿轮油泵适用于输送各种有润滑性的液体,温度不高于70℃,如需高温200℃,配用耐高温材料即可。齿轮油泵已广泛应用于农业、汽车、石油、航空等行业[4,5],齿轮油泵一般不适用于输送腐蚀性、含硬质颗粒或纤维、高度挥发或闪点低的液体,如汽油、苯等[6]。通过对齿轮油泵壳体铸件的铸造特点及难点进行分析,提出一种齿轮油泵壳体铸件的铸造成型工艺设计方法。
1 铸件工艺分析
铸件为齿轮油泵壳体,结构及尺寸如图1所示,材质为HT200(灰铸铁),整体为壳体结构,结构紧凑且复杂,具有中空内腔。铸件外形轮廓尺寸为150 mm×120 mm×64 mm,其主要壁厚为20 mm,最厚壁厚为25 mm,最薄壁厚为6 mm,壁厚大体均匀。
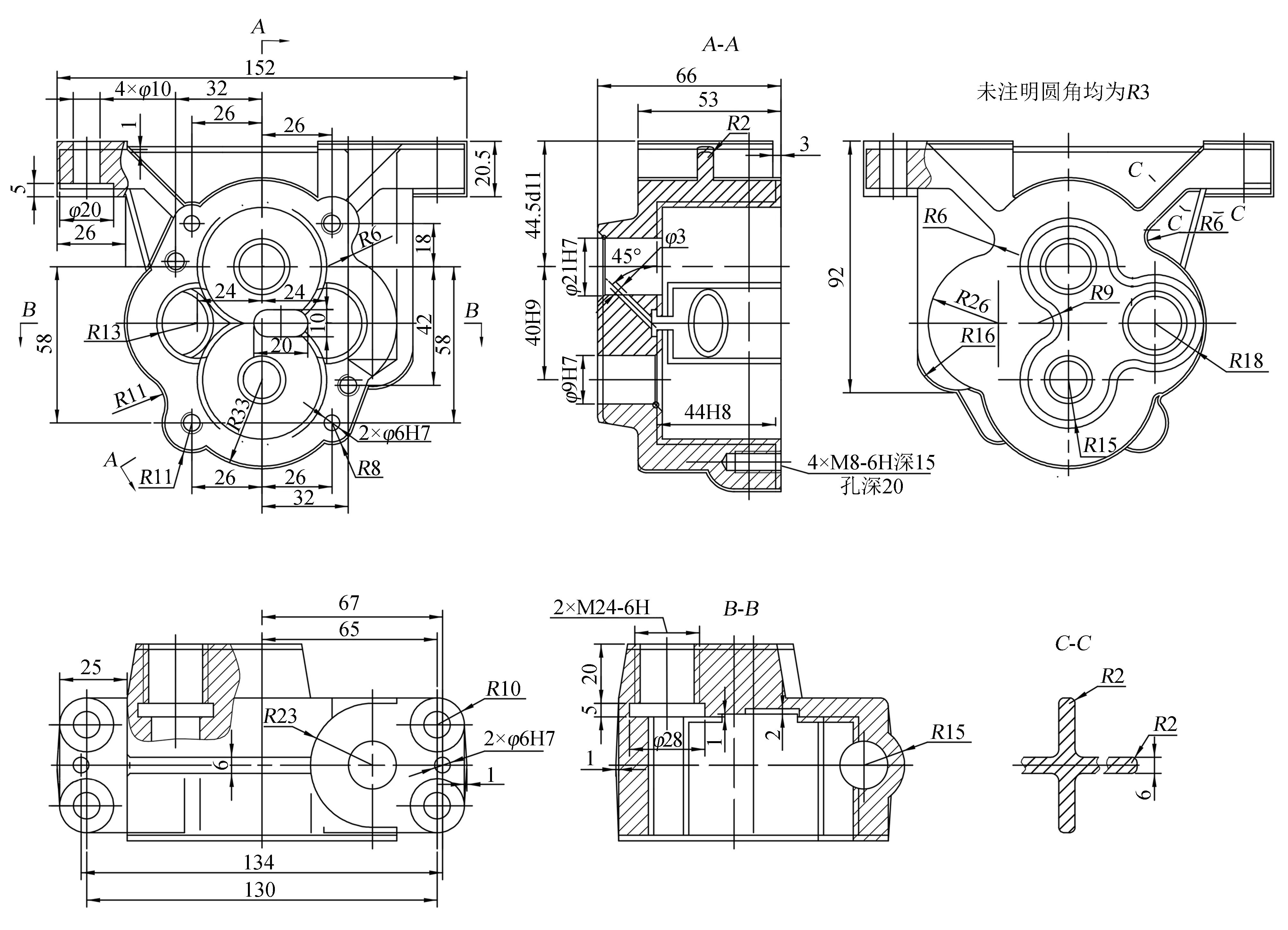
图1 齿轮油泵铸件结构及尺寸
2 铸件铸造工艺设计
2.1 铸造工艺性
(1)铸件壁厚较为均匀,各壁间的过渡与连接处较为缓和,结构较薄弱处(如图1中C-C剖面)都有加强筋,防止裂纹的产生。铸件最小壁厚为6 mm,大于砂型铸造铸件允许最小壁厚3~4 mm,符合要求。
(2)齿轮油泵为小型铸件,可采用砂型铸造中的湿型铸造,操作方便,工作量较小。
(3)铸件有加强筋会妨碍拔模,所以选择分型面应在俯视图中间分型,此分型方法便于拔模,且砂芯数量不多,有利于砂芯固定和排气。
(4)铸件为齿轮油泵壳体,为防止漏油及延长齿轮使用寿命,精度要求较高。
综上所述,为了便于铸造成型,在确保铸造质量的前提下节约成本,决定采用砂型铸造中的湿型铸造方法进行生产。
2.2 存在的问题
(1)铸件上有多个孔,除中间的大孔需要铸造以外,其他孔在考虑加工余量后不宜铸造成型,如图1中A-A剖面,4×M8-6H深15(孔深20)的孔因为壁厚为25 mm,无法铸造成型,2×φ6H7也无法铸造成型。底座上4×φ20 mm孔可铸造成型,但考虑拔模且少型芯故不铸造成型,铸造完成后采用机械加工方法成型。
(2)铸件的浇铸材料为灰铸铁,其流动性较好、收缩大,在浇注过程中容易产生浇注不足、冷隔和冷裂等缺陷。此外,铸件分型面的平面较大,易产生夹杂缺陷。
(3)铸件壁厚不均匀,加强筋和铸件主要壁厚相差较大,易产生裂纹。
2.3 铸造工艺确定
采用砂型铸造手工造型,大量生产,铸件的尺寸公差等级为CT11-CT14,机械加工余量为2 mm。设计中使用增加厚度法取拔模斜度,根据《铸造工艺学》[7],得α拔模=1°25',a拔模=1 mm,如图2所示。

图2 拔模斜度
2.4 分型面选择
由于铸件批量生产,为便于铸造成型和节约成本,选用砂型铸造中的湿型铸造的方法,并选用耐火度要求较低、更为便宜的粘土砂。
齿轮油泵壳体分型面选取时应有利于下芯,便于合箱,浇注系统采用中间注入式可保证平稳浇注,分型面选择如图3所示。

图3 分型面示意图
3 铸造模结构设计
3.1 浇注系统设计
3.1.1 确定浇注系统类型
齿轮油泵壳体为小型灰铸铁件,采取封闭式浇注系统较好,铸件高度较低,结构较为复杂,因此采用中间注入式浇注。
3.1.2 确定浇注系统尺寸
(1)铸件质量及吃砂量的确定。如图4所示,对铸件进行体积分析得:V=316 020 mm3=316.02 cm3,查得HT200(灰铸铁)的密度为ρ=6.8 g/cm3。
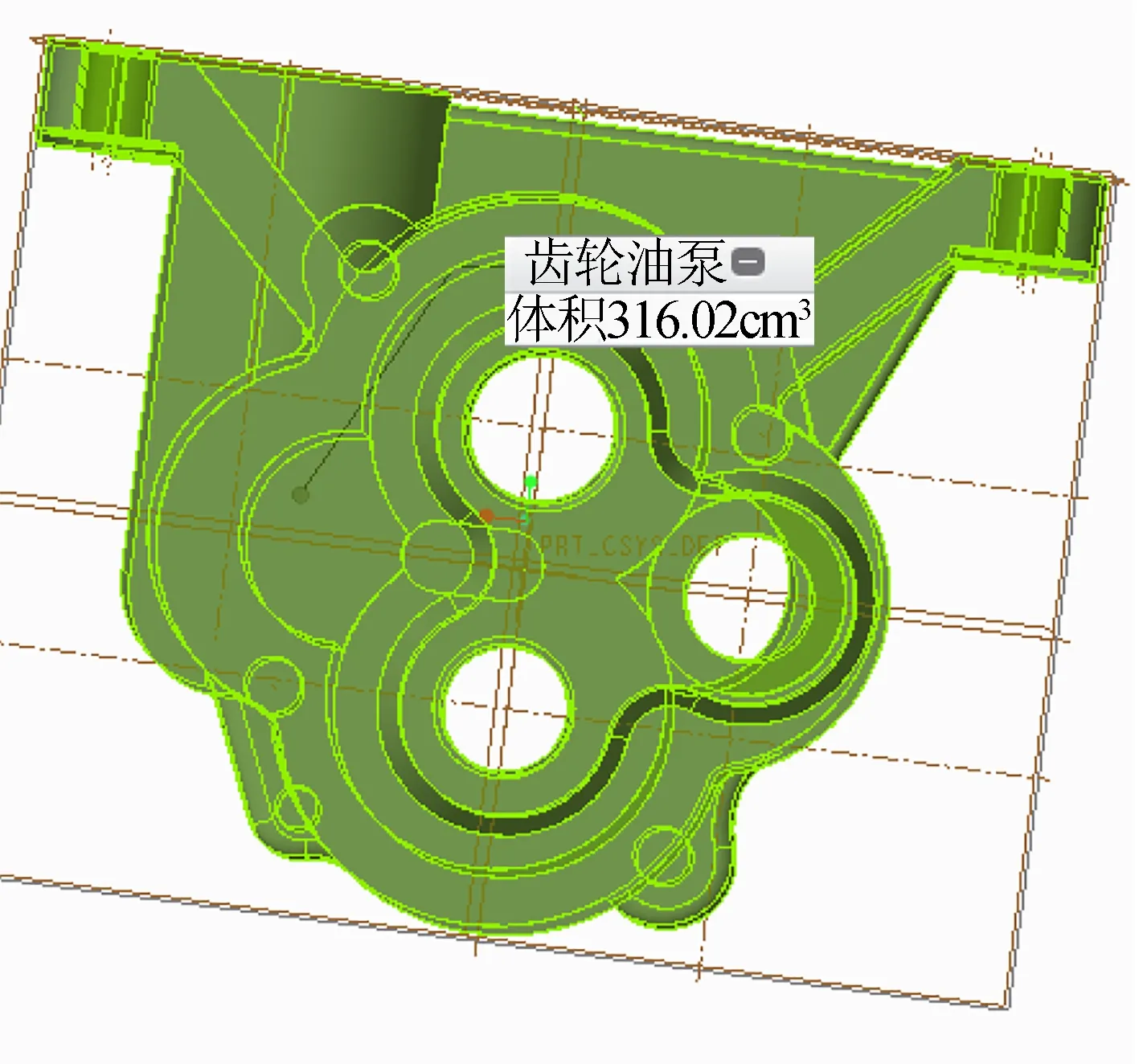
图4 齿轮油泵体积分析

其中,V1表示未铸出孔的体积,cm3,则铸件质量M=ρV总=2.191 kg。
根据铸件质量确定吃砂量,可得a=40 mm,如表1所示,b=40 mm,c=30 mm,d=30 mm,e=30 mm,f=30 mm。

表1 确定吃砂量
(2)浇注时间的计算。由于1箱2件,M总=M×2,t=S1M0.5总,其中,S1为系数,取决于铸件壁厚,S1=2。则t=2×(2.191×2)0.5=4.186 6 s。为防止浇注不足可取浇注时间为5 s。查参考文献[2]表7-8,可取μ=0.45,μ表示总流量系数。
(3)平均静压力头HP。分析铸件尺寸,取C=6.4其中,υ表示阻流处金属液的流速,H0表示阻流以上金属液的总压头,A表示金属液流经浇注系统时压头损失总和。
(4)最小阻流断面积[7]。最小阻流断面积
其中,A阻为浇注系统最小阻流断面截面积,cm2;M阻为流经最小阻流断面的金属液总质量,kg;HP为平均静压力头,cm;μ为总流量系数,t为浇注时间,s。则A阻=2.48 cm2。
(5)各浇道尺寸。浇注系统为封闭式,阻流断面在内浇道,直浇道断面最大,即∑A直>∑A横>∑A内,选择浇口(面积)比为∑S内∶∑S横∶∑S直=1∶1.2∶1.4,则A内∶A横∶A直=1∶1.2∶1.4,计算得:A内=A阻=2.48 cm2,A横=2.976 cm2,A直=3.472 cm2。
查《铸造工艺设计》表2.27[8]得:内浇道尺寸aⅠ=24 mm、bⅠ=21 mm、cⅠ=10 mm,如图5所示。内浇道长度与吃砂量有关,为30 mm。
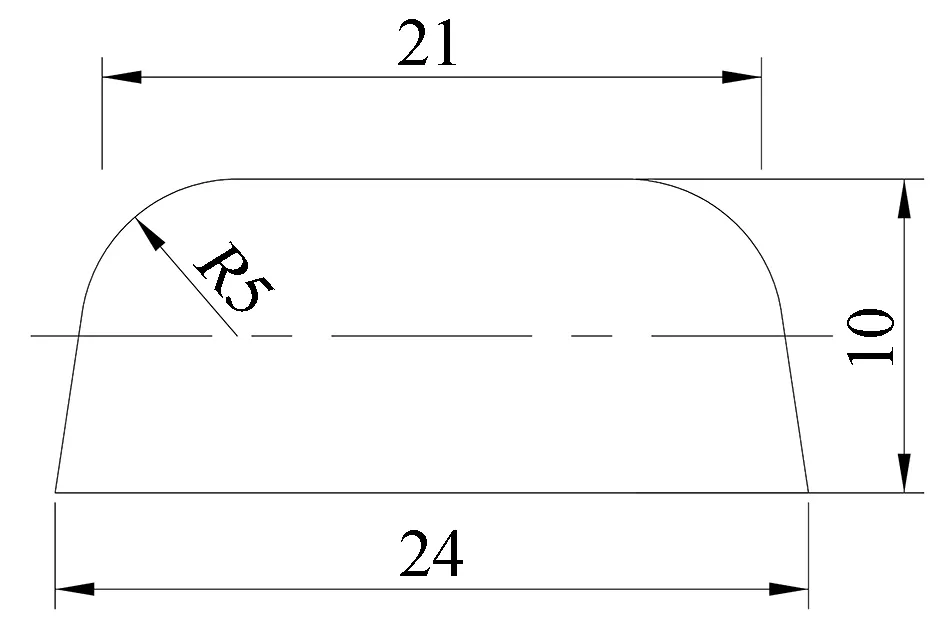
图5 内浇道尺寸
查《铸造工艺设计》表2.26[8]得:横浇道尺寸aⅡ=17 mm、bⅡ=12 mm、cⅡ=21 mm,如图6所示,盲浇道长度为75 mm。

图6 横浇道尺寸
查《铸造工艺设计》表2.25[8]得:直浇道的尺寸d1=21 mm、d2=30 mm、h1=72 mm。如图7所示。

图7 直浇道尺寸
3.1.3 设计直浇道窝
查《铸造工艺学》设计直浇道窝[7],直浇道和横浇道的简单连接如图8所示。常见的直浇道窝形状如图9所示。

图8 直浇道和横浇道的简单连接
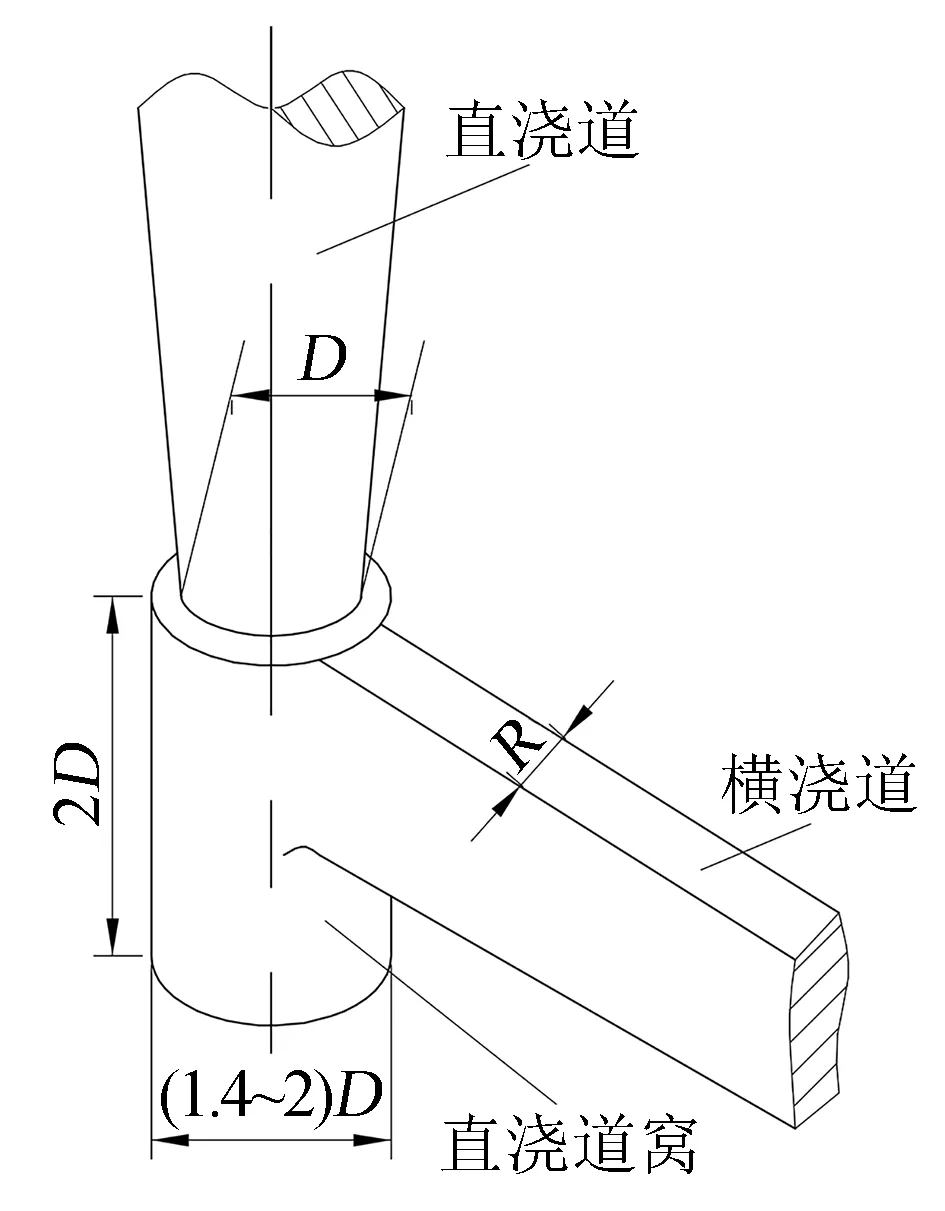
图9 直浇道窝
3.2 冒口及冷铁设计
采用分段比例法设计冒口。比例法补缩设计是工程应用中一种简单直观的设计方法,其经验性强,主要适用于系列产品的类比设计。分段比例法设计中,冒口设计及高度的比例关系可参考下列公式:小件:D=(1.2~2.0)T;中件:D=(1.0~1.2)T;大件:D=(0.6~1.0)T;其中D为冒口直径或冒口内切圆直径,mm;T为铸件壁厚或热节圆直径,mm。
该齿轮油泵壳体铸件主要壁厚为20 mm,为小型铸件,则D与T比值取1.2,冒口直径D=φ24 mm,冒口高度h=(1.5~2.5)D,系数取1.5,则冒口高度h=36 mm。冒口分布如图10所示。
在铸件厚大部分(热节处)设置外冷铁,灰铸铁件冷铁的厚度δ=(0.25~0.50)T,T为热节圆直径,此处热节圆直径约为φ20 mm,取冷铁厚度为0.5T,即10 mm,根据铸件结构在图10所示位置放置2块冷铁。

图10 冒口与冷铁分布
4 铸造工艺装备设计
4.1 模样设计
模样是用来形成铸型型腔的工艺装备,模样直接影响铸件的几何形状、尺寸精度、表面精度与内部质量、生产效率和经济性。该齿轮油泵为批量生产小型铸件,选择实体结构模样,所以选用木模样,木模样具有质量轻、制作周期短、易加工成型、使用方便、价格低廉等优点[9]。
4.2 砂箱设计
4.2.1 砂箱尺寸
根据吃砂量可知:砂箱的高度为180 mm。砂箱内框尺寸(长度×宽度)的确定与模样的大小、箱内放置铸件的数量、浇注系统的尺寸和位置以及吃砂量有关[10]。设计齿轮油泵的砂箱长度、宽度应为50 mm或100 mm的倍数,高度应是20 mm或50 mm的倍数。综上所述,可得砂箱的长度为400 mm,宽度为250 mm。
4.2.2 箱壁结构
采用简易手工造型用砂箱,一般采用较厚的直箱壁,不设内外凸缘,制作简便,容易落砂。
4.2.3 砂箱定位
因采用手工造型,所以使用定位销定位,为插销定位砂箱。
4.3 砂芯设计
铸造所用砂芯的固定和定位部分叫芯头,是指不与金属接触且伸出铸件外面的砂芯部分[7]。
芯头只起砂芯在型腔中固定、定位作用,简易砂芯只有一个芯头,复杂砂芯有2个或多个芯头。设计中的砂芯直径较大,选用1个芯头。芯头应与芯座尺寸相互配合,保证砂芯的正确安装。
垂直芯头的设计:直立放置在砂型中的芯头称为垂直芯头。
4.3.1 芯头高度
设计中,由于砂芯直径较大,直径为φ86 mm,不设上芯头。
查《铸造工艺学》表6.17得:下芯头高度在20~25 mm,取其高度为20 mm。
4.3.2 芯头斜度
查《铸造工艺学》表6.18得:下芯头高度为20 mm,则斜度为5°。
4.3.3 芯头间隙
为了下芯方便,通常在芯头与芯座之间留有间隙。查《铸造工艺学》表6.19,铸型种类为湿型,则间隙为0.5 mm。
5 铸造浇注模拟
模拟过程包括建立铸件的三维实体模型、网格划分、确定材料的热物理性能、初始条件和边界条件、凝固数值模拟计算及铸件铸造缺陷结果显示等步骤,主要需要浇注过程的模拟以及铸造缺陷结果显示[11-13]。
首先使用ProCAST对模样和浇注系统(包括砂型等)进行准确的实体建模[14-16],主要是对铸件充型过程的模拟及充型结果的模拟,分析铸件的浇注系统设计是否合理和可能存在的缺陷,以达到提高铸件成型质量的目的。
铸造充型及冷却是一个时刻变化的过程,也能从中看出金属液在型腔中的流淌及温度的变化。充型过程为2.5 s时如图11所示,冷却过程在200 s时如图12所示。

图11 充型过程(2.5 s时刻)
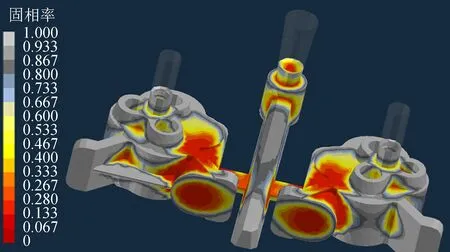
图12 冷却过程(200 s时刻)
在完成对铸件的初步分析后,对铸件的浇注系统进行设计,然后对其充型过程进行模拟,并观察充型过程中的温度分布及变化,达到改进工艺设计的目的。从充型过程中的温度分布及变化可以看出此方案合理。
6 结束语
齿轮油泵壳体的铸造成型工艺方案从最开始的分型方案设计到浇注系统设计,都存在许多问题,理论知识得到了充分的实践检验,也发现了较多的不足。首先是对铸件的铸造工艺分析,先分析了铸件的结构特点,根据其结构特点选择合适的分型方案,并分析其可能存在的问题和缺陷,提出解决方案,使后续的设计能够顺利进行。
在选取工艺参数方面,可以根据设计的需要以及零件图,选择其中的一部分来完成设计内容。最主要的设计部分是浇注系统,浇注系统的设计中有较多的数据及相关的计算,其选择应尽量合理。在设计中选择1箱2件的两箱造型,适合小型铸件的铸造,然后通过计算查出合理的浇道尺寸并绘制浇注系统。然后是设计砂芯、冒口和冷铁,铸件中有2个垂直砂芯,而冒口的设计主要是对铸件起补缩作用,在铸件最高且壁厚大部分设置合适的冒口,实现补缩,壁厚大部分易形成热节,需设置冷铁。最后根据待成型铸件的放置和浇注系统的设计,设计合适尺寸的砂箱。
完成设计部分后,需要对设计的浇注系统进行三维软件的模拟,对设计是否合理或存在缺陷进行预测。齿轮油泵壳体是一个复杂铸件,经模拟后发现缺陷较少,主要存在的问题是在铸件的顶端部分会有微小的收缩以及壁厚大部分有热节。通过模拟检验设计的缺陷,然后在收缩位置处设置冒口进行补缩,壁厚大部分设置冷铁,使铸件能够成型且无缺陷产生。
猜你喜欢
铸造设备与工艺(2022年3期)2022-07-13 14:12:50
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
玻璃(2020年2期)2020-12-11 22:20:04
玻璃(2020年2期)2020-12-11 22:20:04
金属加工(热加工)(2020年3期)2020-05-13 04:20:00
水电站机电技术(2018年2期)2018-03-05 11:03:42
电线电缆(2017年1期)2017-05-17 03:52:06
广东技术师范大学学报(2016年5期)2016-08-22 09:07:26
大型铸锻件(2015年4期)2016-01-12 06:35:10
铸造设备与工艺(2015年1期)2015-01-21 02:09:38
