
热塑性聚氨酯熔喷非织造材料制备与性能
2022-12-23 07:09程可为赵义侠张淑苹钱子茂
纺织学报 2022年11期
刘 亚, 程可为, 赵义侠, 于 雯, 张淑苹, 钱子茂
(天津工业大学 纺织科学与工程学院, 天津 300387)
熔喷非织造材料过滤性能优异,是疫情期间重要的防疫物资,在其价格一路走高的情况下,众多生产厂家开始大量购入并安装熔喷生产线,使得熔喷生产设备数目出现了爆发式的增长。随着现今疫情防控趋于稳定,口罩等防疫物资大量储备,订单大幅减少,熔喷非织造材料市场规模已经逐渐回落至疫情前的水平,这就使得熔喷生产设备出现了过剩的局面。由于聚丙烯(PP)价格相对较低,加工性能优异,目前接近90%的熔喷非织造材料都采用PP制成[1],但其市场已经饱和,过剩的熔喷生产设备为新型熔喷非织造材料的开发带来机遇,其中弹性熔喷非织造材料的开发便是重点研究方向之一。
非织造材料的弹性指在外力作用下其可伸长率至少要达到60%,且去除作用力之后可恢复为原长的55%以上[2]。目前,改善熔喷非织造材料弹性的方法可从原材料、加工工艺和后处理3个方向入手,主要有以下几种方法:使用聚苯乙烯-聚乙烯-聚丁烯-聚苯乙烯嵌段共聚物(SEBS)[3-4]、乙烯-辛烯共聚物(POE)[5-6]、乙烯-醋酸乙烯共聚物(EVA)[7-9]和聚氨酯(TPU)弹性体等制备熔喷非织造材料,或与其他原料共混制备;使用高卷曲纤维切片制备弹性熔喷非织造材料;通过成网结构的特殊设计使熔喷非织造材料具备弹性;采用复合工艺制成弹性非织造材料;通过后整理(如涂层)改善熔喷非织造材料的弹性[10]。第1种方法可从根本上解决熔喷非织造材料弹性差、拉伸回复率低的问题,其中最早的弹性熔喷非织造材料是利用TPU来制备的。
TPU是由聚酯或聚醚类大分子二醇、二异氰酸酯和小分子二醇或二胺扩链剂通过加成聚合反应制得的嵌段共聚物,具有弹性高、强度好、屈挠性和耐磨性优异等特点,又具有耐油、溶剂和一般化学品等特性[11]。TPU中含有硬段基团和软段基团,二者交替排列形成嵌段结构,一般认为硬段为TPU提供强度,软段为TPU提供弹性。由于TPU的分子特性其牌号众多,性能各异,实际生产加工较为困难,因此,TPU熔喷非织造材料(TPUMNWs)无论是科研成果,还是实际生产案例均较为少见。
弹性熔喷非织造材料除具备传统非织造材料比表面积大、孔隙小和手感好的优点外,还具有可伸展性与易曲性的良好特性。由于其良好的弹性、透气性和手感,可用于医疗卫生和服装领域[12],具有很高的经济和实用价值。国内对于弹性非织造材料的制备技术仍处于起步阶段,远远落后于国外的进度。开发弹性熔喷非织造材料对于填补国内市场空缺,完成产品转型,解决熔喷行业产能过剩问题具有很大帮助。本文以TPU为原料制备弹性熔喷非织造材料,通过分析原料性能,研究其制备工艺,以期解决TPU应用熔喷工艺加工困难的问题。
1 实验部分
1.1 实验原料与设备
原料:TPU切片,编号1#、2#、3#、4#、5#(邵氏硬度分别为85A、75A、95A、90A、85A,市售)。
仪器:SRY-600 PPS型双螺杆熔喷实验线,天津盛锐源机械技术有限公司;KTD-50型直接式料斗干燥机,东莞市科天达机械有限公司;Viscotek 270型凝胶色谱仪,美国马尔文公司;DSC200F3差示扫描量热仪、TG 209 F3 Tarsus型热重分析仪,德国耐驰公司;Rheograph25型毛细管流变仪, 德国GOETTFERT公司;SU1000型扫描电子显微镜,日本Hitachi公司;HY-932CS型电子织物强力仪,东莞市恒宇仪器有限公司;PSM-165型孔径/孔隙测试仪,德国TOPAS公司;YG461 H型全自动透气量仪,宁波纺织仪器厂;JC2000D1型接触角测量仪,上海中晨数字技术设备有限公司。
1.2 TPU熔喷非织造材料的制备
TPU结构中亲水基团使其具有一定的吸水性,因此,在进行纺丝前需要进行干燥处理。若切片干燥不彻底,则在熔融纺丝过程中易出现断头、毛丝等现象,不利于纺丝的顺利进行;若干燥温度过高或时间过长,则会造成切片结块,下料不顺及料粒发黄的现象,影响产品的最终品质。本文在纺丝前使用直接式料斗干燥机干燥原料4 h,设定温度为95 ℃。
通过对比5种TPU原料的性能,选择最适纺丝的原料,使用双螺杆熔喷实验线制备TPUMNWs,纺丝温度设定为230 ℃。采用控制变量的方法来研究工艺参数对材料的影响,分别改变牵伸风压、接收距离、牵伸热风温度等参数制得15种样品,其对应样品编号及工艺参数如表1所示。

表1 制备工艺参数Tab.1 Preparation process parameters
1.3 测试与表征
1.3.1 TPU原料性能测试与表征
分子质量测试:以N,N-二甲基甲酰胺(DMF)为流动相体系,采用凝胶色谱仪自动测试并得到TPU的分子质量及分子质量分布。
热性能测试:采用差示扫描量热仪测试TPU的DSC曲线,测试环境为氮气,以升温速率10 ℃/min从室温升至300 ℃。采用热重分析仪测试TPU的TG曲线,测试环境为氮气,以升温速率10 ℃/min从室温升至800 ℃。
流变性能测试:采用毛细管流变仪测试TPU的流变曲线,毛细管孔径为0.5 mm,熔融时间为10 min,剪切速率范围为0 ~ 11 000 s-1。
1.3.2 非织造材料性能测试与表征
形貌观察:采用扫描电子显微镜观察试样中纤维的形貌结构,并统计纤维直径。
力学性能测试:参考GB/T 24218.3—2010《纺织品 非织造布试验方法 第3部分:断裂强力和断裂伸长率的测定(条样法)》,采用电子织物强力仪测试试样的力学性能,试样长为30 cm,宽为5 cm,夹距为100 mm,拉伸速率为100 mm/min,预加张力为2 N,结果取纵、横向3次测试平均值。
50%伸长回复率测试:采用定伸长测试方法,将样品夹持好后做好标记(100 mm),然后拉伸样品至150 mm,保持定伸长状态60 s,待夹具回位后取下样品静置120 s,测量标记间的距离,计算其50%伸长回复率。
透气性能和孔径测试:参考GB/T 24218.15—2018《纺织品 非织造布试验方法 第15部分:透气性的测定》,使用全自动透气量仪测试试样的透气性能,将试样裁剪成规格为20 cm2的圆形,测试压差为127 Pa,取10次测试结果的平均值。采用孔径/孔隙测试仪,选择密封圈面积为0.28 cm2的夹样器,气体流量范围0.06~70 L/min,测试得到试样的平均孔径。
接触角测试:采用接触角测量仪测试试样的水接触角,测试液体为水,试样规格为长50 mm、宽25 mm,取3次测试结果的平均值来表征样品的亲疏水性能。
2 结果与讨论
2.1 原料性能分析
2.1.1 分子质量及分子质量分布
5种熔喷级TPU原料的分子质量及分子质量分布测试结果如表2所示。
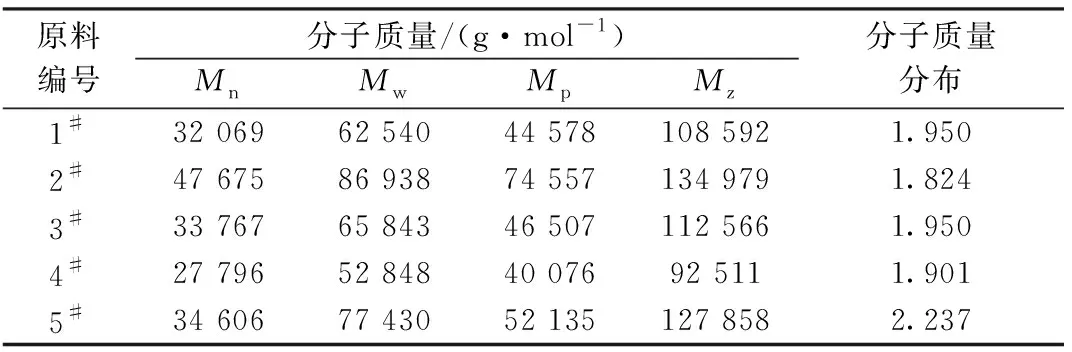
表2 TPU原料的分子质量及分子质量分布Tab.2 Molecular weight and molecular weight distribution of TPU raw material
TPU具有黏度大、流动性差的特点,考虑到熔喷过程中熔体的流动性越好,热空气喷吹成形越容易,因此,选择分子质量适当小一些、分子质量分布宽一些的原料更易熔喷成形。由表2可以得出,5#原料的分子质量分布最宽,所以本文选择5#原料进行熔喷纺丝。
2.1.2 热性能分析
图1示出5#TPU原料的热性能测试结果。由图1(a)可以看出,5#TPU的玻璃化转变温度为108 ℃,熔点为159.4 ℃。由图1(b)可以看出,5#TPU在260 ℃时开始出现质量损失,在391 ℃时质量损失速率达到最高,在799 ℃时完全分解。由图1(a)还可以看出,5#原料在248~260 ℃的温度区间内存在吸热峰,对比图1(b)可以判断出,260 ℃为5#原料的热分解起始温度。在工业生产加工过程中,高聚物的加工温度不能超过其热分解温度,应控制在黏流温度与热分解温度之间。
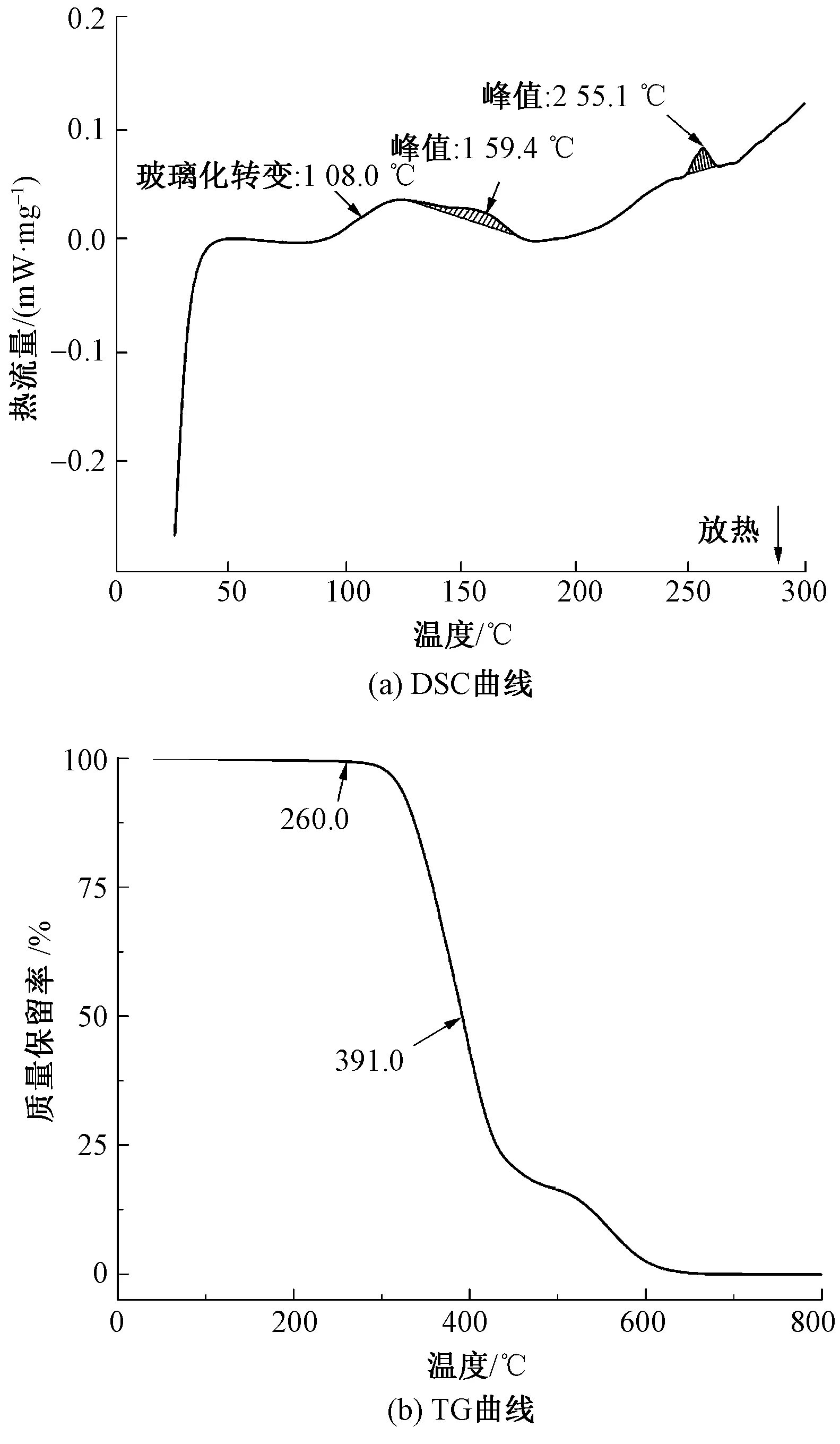
图1 5# TPU原料的热力学分析曲线Fig.1 DSC (a) and TG (b) curves of 5# TPU raw material
2.1.3 流变性能分析
毛细管流变仪测试得到5#TPU原料的流变性能如图2所示。可知,5#TPU的表观黏度随剪切速率的增加呈下降趋势,且在相同剪切速率下,温度越高表观黏度越小。图中6条曲线均显示,温度越高,TPU表观黏度下降幅度随剪切速率的增加越来越慢,其中温度为235和240 ℃、剪切速率在5 000~10 000 s-1时,表观黏度几乎不随剪切速率的升高而减低;且在测试阶段,235和240 ℃时挤出的TPU熔体呈现略微发黄的颜色,表明在此温度下原料有轻微的降解。为了使纺丝熔体既有较好的流动性又能保证产品质量,本文制备TPUMWNs熔喷非织造材料的纺丝温度设定为230 ℃。
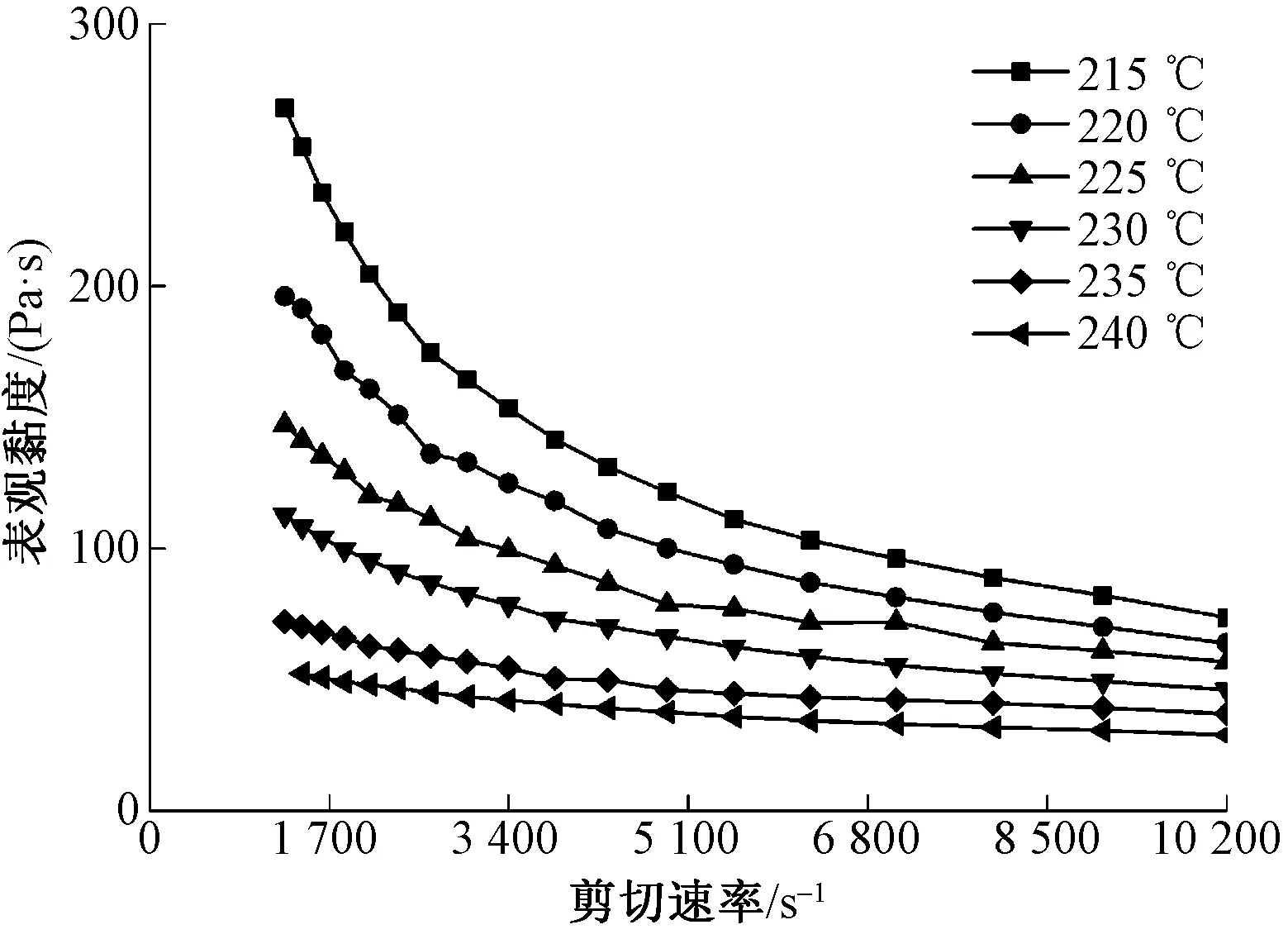
图2 5#TPU原料流变性能曲线Fig.2 Rheological properties of 5# TPU raw material
2.2 TPU熔喷非织造材料结构和性能分析
2.2.1 形态结构及平均直径
图3示出TPU熔喷非织造材料的SEM照片。可以看出,非织造材料中纤维分布均匀,具有良好的纤维网结构。

图3 TPU熔喷非织造材料的SEM照片(×1 500)Fig.3 SEM image of TPU meltblown nonwovens(×1 500)
图4示出在不同接收距离、牵伸风压和热风温度条件下得到的TPU熔喷非织造材料的纤维直径。可以看出,随着接收距离的增大,纤维直径先增大,后略微减小再增大,这是由于TPU在被牵伸时具有回缩的特性,接收距离较小时,纤维的温度较高,弹性回缩大,因此直径呈现增大趋势;当接收距离增大到一定程度时,温度降低,纤维得到完全牵伸直径变小;再增大接收距离,虽然温度进一步降低,但随着牵伸气流作用力减弱,纤维的弹性回缩又增强,直径又变粗。随着牵伸风压的增大,纤维直径逐渐减小,这是因为在接收距离和热风温度不变的情况下,牵伸风压的增大使得牵伸作用增强,熔体细流被牵伸得更细。随着热风温度的升高,纤维直径逐渐减小,这是因为热风温度的升高使熔体细流的冷却速率减慢,在较高的温度下保持很好的流动性,更易被牵伸成细纤维。制得的样品中,纤维直径最大为10.27 μm,最小为3.82 μm。从变化幅度来看,接收距离与热风温度对纤维直径的改变影响较小,牵伸风压对纤维直径的影响最大。
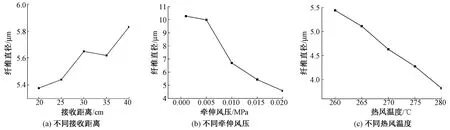
图4 不同工艺参数下纤维直径变化趋势Fig.4 Variation trend of fiber diameter with different process parameters.(a) Different receiving distances;(b)Different drafting wind pressure; (c) Different hot air temperature
2.2.2 力学性能分析
图5示出在不同接收距离、牵伸风压和热风温度条件下得到的TPU熔喷非织造材料力学性能变化趋势。由图可知,随着接收距离增大,非织造材料的断裂强度和断裂伸长率呈降低趋势。这是因为接收距离越大,热空气冷却和扩散更为充分,使纤维直径增大,因此,相同面密度条件下的纤维数量减少,黏合点减少,导致产品的断裂强度降低。随着牵伸风压的增大,非织造材料的断裂强度和断裂伸长率呈降低趋势。这是因为牵伸风对纤维的牵伸作用增强,导致纤维变细,纤维变细说明TPU大分子的结晶取向作用增强,同时纤维间的黏结点增多,理论上产品的断裂强度应该增大,但实验数据却与之相反,这可能与TPU大分子中的软段和硬段的特性相关。有资料显示,TPU中硬链段和软链段在热力学上具有自发分离的倾向,从而形成微相分离结构[13],因此,随着牵伸风压的增大,纤维直径变细,TPU的微相分离加剧,所以导致断裂强度降低。随着热风温度的提升,非织造材料的断裂强度和断裂伸长率呈现明显的减小趋势。这是因为热风温度的升高使得熔体细流的流动性更好,在牵伸风压保持不变的条件下,纤维更易牵伸变细,同样在温度升高的情况下硬链段和软链段的微相分离加剧,导致产品的力学性能下降。TPU熔喷非织造材料的纵、横向力学性能差异相对较小,纵向断裂强度大于横向,最大断裂强度为60.81 N/(5 cm),最大断裂伸长率为459%,说明本文制备的非织造材料力学性能优异。

图5 不同工艺参数下TPU熔喷非织造材料的力学性能Fig.5 Mechanical properties of TPU meltblown nonwovens with different process parameters.(a)Different receiving distances; (b)Different drafting wind pressure;(c) Different hot air temperatures
伸长回复率测试中,TPU熔喷非织造材料的标记长度为100 mm,测试结束后标记长度为103 mm,计算得到其50%伸长回复率为97%,说明其具有优异的伸长回复性。
2.2.3 透气性能分析
图6示出在不同接收距离、牵伸风压和热风温度得到的TPU熔喷非织造材料的平均孔径和透气性能变化趋势。
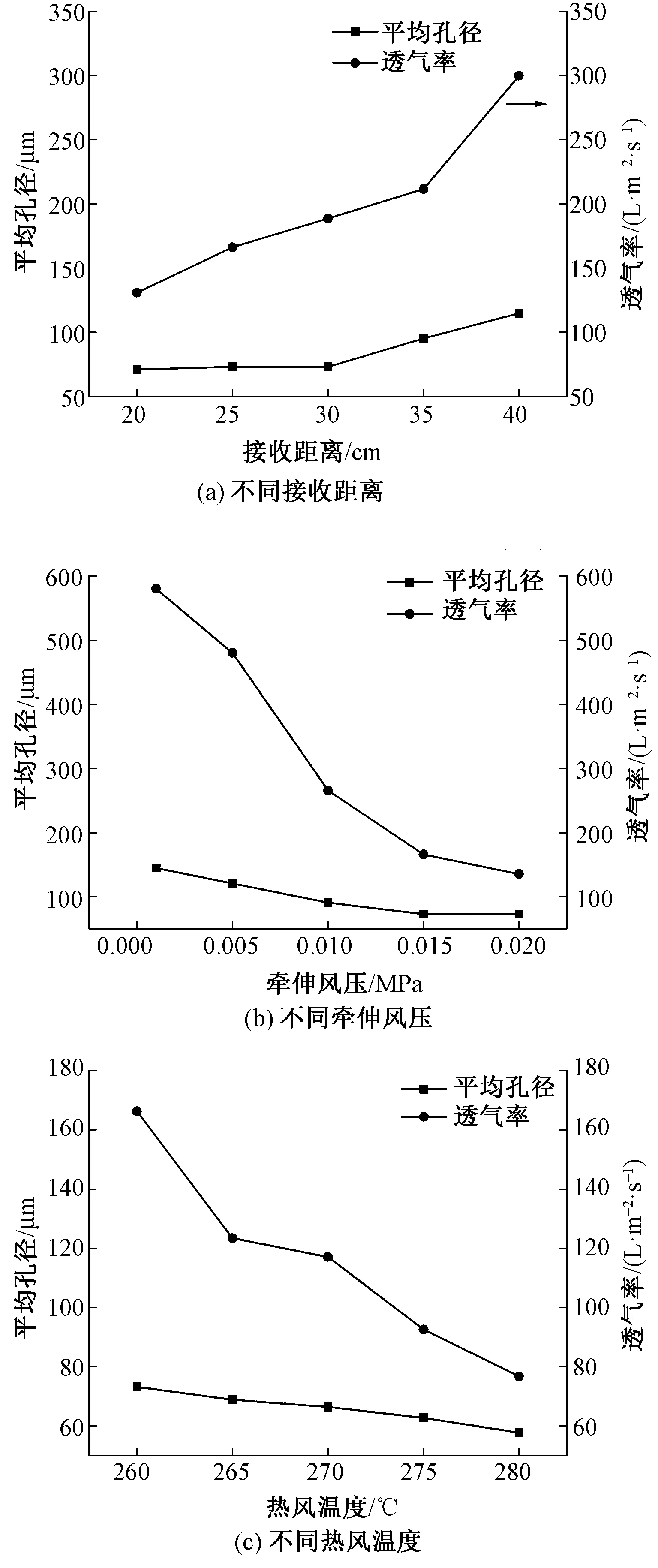
图6 不同工艺参数下TPU熔喷非织造材料孔径及透气性能Fig.6 Air permeability of TPU meltblown nonwovens with different process parameters.(a)Different receiving distances;(b)Different drafting wind pressure ;(c) Different hot air temperatures
从图6可以看出,TPU熔喷非织造材料的平均孔径与透气率成正比关系,平均孔径越大透气率越大。非织造材料的透气性能与其结构相关,纤维网结构越致密,纤维间孔隙越小,则其透气性越差。当接收距离增大时,由于热量逸散加快纤维间自黏合作用减弱,致使纤维网结构相对蓬松,同时纤维直径变粗,纤维间平均孔径增大,因此,TPU熔喷非织造材料的透气性增强;当牵伸风压增大时,牵伸风对纤维牵伸作用的增强使纤维变细,减小了纤维网的平均孔径,使其结构更为密实,因此,非织造材料的透气性降低;当热风温度升高时增强了对纤维的牵伸作用,纤维变细,纤维网平均孔径减小变得密实,透气性降低。当接收距离为25 cm、牵伸风压为0.001 MPa、热风温度为260 ℃时,制得的非织造材料的纤维间平均孔径为145 μm,最大透气率为580 L/(m2·s),透气性能良好。
2.2.4 接触角分析
不同工艺参数下制得的TPU熔喷非织造材料的接触角测试结果如表3所示。可以看出,15种非织造材料中接触角最小的为102.0°,最大为110.3°,表明其均具有拒水性。这是因为非织造材料的结构致密,表面张力较大,因此表现出疏水性能。
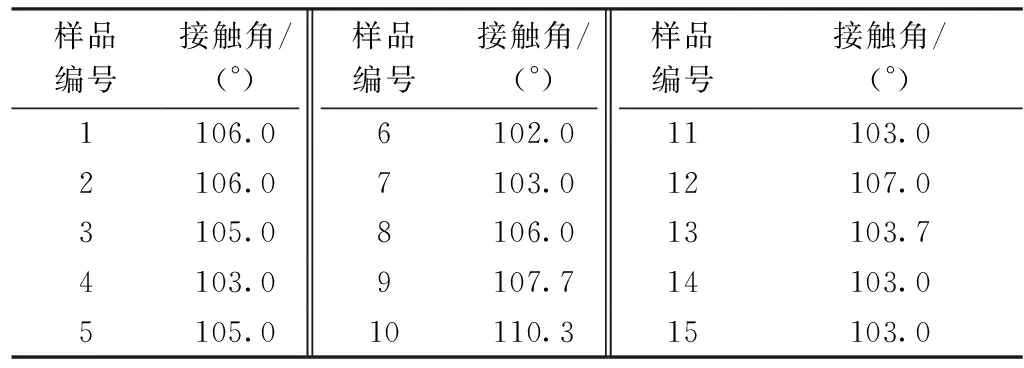
表3 接触角测试结果Tab.3 Results of contact angle
3 结 论
本文通过比较5种不同分子量的聚氨酯(TPU)原料,筛选出分子量分布较宽的原料进行熔喷纺丝,成功制备了TPU非织造材料,对其各项性能进行表征,并重点探究了接收距离、牵伸风压、热风温度对产品性能的影响,得到如下主要结论。
1)通过原料性能研究,选择数均分子质量为34 606 g/mol,分子质量分布为2.237,玻璃化转变温度为108.0 ℃,熔点为159.4 ℃,热分解温度为260 ℃的TPU为原料进行实验,根据流变性能确定熔喷纺丝温度为230 ℃。
2)随着接收距离的减小,TPU纤维直径减小,力学性能增强,纤维网更为致密,平均孔径减小,熔喷非织造材料的透气性能下降;随着牵伸风压的减小,纤维直径增大,力学性能增强,平均孔径增大,熔喷非织造材料的透气性能增强;随着热风温度的升高,纤维直径减小,力学性能降低,孔径减小,熔喷非织造材料的透气性能降低。
3)当热风温度为260 ℃、牵伸风压为0.001 MPa、接收距离为25 cm时,所制得的TPU熔喷非织造材料的性能最好,纤维平均直径为10.27 μm、平均孔径为145 μm,其纵、横向断裂强度分别为52、49 N/(5 cm),纵、横向断裂伸长率分别为424%、459%,50%伸长回复率为97%,透气量为580 L/(m2·s),水接触角为110.3°,为疏水性材料。
猜你喜欢
保鲜与加工(2022年8期)2022-09-01
煤炭与化工(2022年5期)2022-06-17
科学与财富(2021年33期)2021-05-10
科学之谜(2018年9期)2018-12-17
北京航空航天大学学报(2017年10期)2017-04-20
中国农业文摘-农业工程(2016年5期)2016-04-12
唐山文学(2016年11期)2016-03-20
消费者报道(2016年3期)2016-02-28
电线电缆(2016年5期)2016-02-27
中国煤层气(2015年3期)2015-08-22
