基于改进多元多尺度加权排列熵的齿轮箱故障诊断
2022-12-21 08:37赵家浩廖晓娟唐锡雷
组合机床与自动化加工技术 2022年12期
赵家浩,廖晓娟,唐锡雷
(1.山东大学微电子学院,济南 250101;2.山东旅游职业学院工商管理系,济南 250200;3.重庆科创职业学院人工智能学院,重庆 402160)
0 引言
作为旋转机械,齿轮箱工作在重负载、高速大扭矩的环境下,易发生疲劳失效,导致齿轮箱故障。由于结构特殊,齿轮箱故障易导致较大的经济和安全损失,因此研究针对齿轮箱的故障诊断技术具有工程意义[1]。
齿轮箱故障后,表征故障的有效信息将通过轴传递至结构的各个方向,因此各通道的振动信号都包含了齿轮箱的状态信息[2]。目前,针对齿轮箱多通道振动信号的故障诊断已开展了研究。LV等[3]将多元经验模态分解(MEMD)用于分析滚动轴承多通道振动信号,并提取出轴承的故障特征频率。SONG等[4]将多元变分模态分解(MVMD)用于滚动轴承的故障特征频率分析,结果表明MVMD不仅能有效从多个通道信号中提取出准确的故障信息,而且优于MEMD。虽然MEMD和MVMD都能够实现多通道振动信号的分析,但这两种需要大量的经验知识,缺乏自适应性[5]。
非线性理论的发展使得熵被广泛应用于机械设备的故障诊断领域,其中能够分析多通道振动信号的方法有多元样本熵[6]、多元排列熵和多元多尺度排列熵[7]等。通过集成多个通道振动信号,能充分考虑机械设备各路径的振动信息,为反映故障的特性提供更多信息。郑近德等[8]将多变量多尺度模糊熵(MMFE)应用于齿轮箱多通道振动信号的故障特征提取,结果表明多变量分析显著优于单变量分析。韩龙等[9]将多元多尺度样本熵(MMSE)用于滚动轴承的故障诊断,结果证明了其相对于多尺度熵的有效性。ZHENG等[10]将精细复合多元多尺度模糊熵(RCMMFE)用于分析滚动轴承振动信号,结果证明了多通道分析的优越性。韩美东等[11]提出了一种基于自适应迭代滤波分解和多元多尺度排列熵(MMPE)的滚动轴承故障特征提取方法,取得了不错的效果。
然而,MMPE未考虑信号的振幅信息,分析不全面[12]。此外,MMPE的粗粒化处理在分析短时间序列时存在大的误差。为此,本文对MMPE进行改进以增强其在分析多通道振动信号中的性能,进而提出了改进多元多尺度加权排列熵(IMMWPE)。首先,采用了加权排列熵代替排列熵作为复杂性评估指标,以充分考虑信号的幅值信息。其次,利用滑动粗粒化处理代替传统的粗粒化处理,在实现多尺度分析的同时能够从短多通道信号中捕获更多有效信息。随后,IMMWPE被用于提出齿轮箱多通道振动信号的故障特征。
但是,不是所有IMMWPE故障特征都对故障识别有贡献,部分特征被视作冗余,需要对其进行优化[13]。成对特征接近度(PWFP),作为一种新的特征选择方法,其性能优于拉普拉斯分数和最大相关性和最小冗余性[14-15],因此本文采用PWFP对IMMWPE故障特征进行降维和优化,以构建低维故障特征。随后,将低维特征输入至基于粒子群优化的支持向量机(PSO-SVM)进行故障识别。在齿轮箱实验平台上采集了齿轮箱多通道振动信号,并对所提故障诊断方法进行了实验。结果表明,该方法能够有效利用多通道振动信号中的故障信息,实现齿轮箱的不同工况和故障类型的诊断。
1 改进多元多尺度加权排列熵
1.1 多元多尺度加权排列熵
多元加权排列熵(MvWPE)仅实现信号的单尺度分析[16],特征提取的不够充分,为此提出了能够实现信号多尺度分析的多元多尺度加权排列熵(MMWPE),原理如下:
(1)对于q个通道的长度为N的多通道时间序列X={xk,b}b=1,…,N,执行式(1)所示的粗粒化处理,过程如图1所示。
(1)

图1 τ=2时原始粗粒化过程
(2)计算各粗粒化序列在相同参数条件下的MvWPE,即完成了MMWPE计算,如下:
(2)
式中,m为嵌入维数;d为时间延迟;τ为尺度因子。
MMWPE是在MvWPE的基础上进行多尺度拓展而提出的,能够捕捉多通道时间序列在多个尺度上的特征信息。
1.2 改进多元多尺度加权排列熵
改进多元多尺度加权排列熵的原理如下:


(3)
(2)时间序列X的IMMWPE计算如下:
(4)
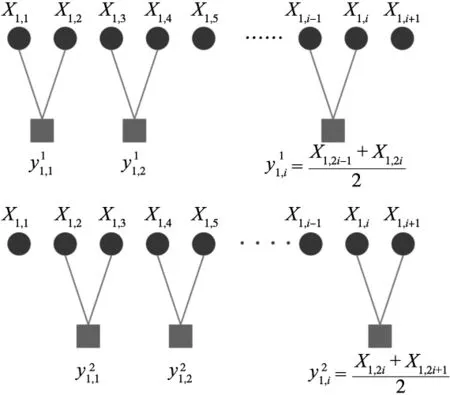
图2 τ=2时改进粗粒化过程
在尺度为τ时,改进的粗粒化将多通道序列滑动的平均分割为τ个粗粒化时间序列,计算各粗粒化时间序列的MvWPE值,并将平均熵值进行输出作为最终结果。通过采用滑动的平均化理以及均值输出,保证了原始时间序列中所有元素的充分利用,避免了原始粗粒化处理遗漏元素信息的缺陷,分析更加准确和可靠。
1.3 参数设置与性能分析
在本文中,参考文献[17]的结论,将嵌入维数m和时间延迟d分别设置为m=5,d=1。长度N对性能的影响较大,一般数据长度需要满足N≥100τ,本文中尺度因子τ设置为τ=20,因此长度设置为N=2000。为说明长度对算法性能的影响,利用长度为500,1000,1500,2000,2500,3000,3500,4000,4500的三通道高斯白噪声(WGN)进行分析,图3为8种数据长度下WGN的IMMWPE值。当数据长度为2000时,熵值曲线已变得非常平滑,这表明性能已趋向稳定,证明该数据长度能够满足基本的性能要求。

图3 不同长度两通道WGN的IMMWPE值
随后,为了验证IMMWPE方法的优越性,将其与MMWPE、MMPE、MMFE和MMSE进行对比。IMMWPE、MMWPE和MMPE的参数相同,MMFE和MMSE的参数为:嵌入维数m=2,阈值r=0.15,参数n=2,时间延迟d=1。
利用WGN和1/f噪声分别生成了20组三通道WGN、三通道1/f噪声、二通道WGN&一通道1/f噪声、一通道WGN&二通道1/f噪声。随后,利用IMMWPE和4种对比方法计算了这4种多通道信号的熵值,如图4所示。可以发现,IMMWPE能够有效地区分4种多通道信号,证明了其能够准确测量多通道信号的复杂度。显然的,IMMWPE方法的曲线非常平滑,证明了该方法在分析不同信号时都能够取得显著的稳定性。此外,IMMWPE的标准差也是最小的,这证明了改进粗粒化的优越性,即通过采用滑动平均化处理,每次分析都能够从有限长度的时间序列中提取丰富的特征信息,减小分析误差。因此,与另外4种方法相比,IMMWPE具有优异的特征表达性能,适合分析多通道信号。

图4 多元方法对4种多通道合成信号的分析结果
2 基于IMMWPE、成对特征接近度的齿轮箱故障诊断方法
本文提出了结合IMMWPE、成对邻近特征和基于粒子群优化的支持向量机[18]的齿轮箱故障诊断方法,其中PWFP的原理参考文献[15],本文不在此赘述。具体步骤归纳如下:
(1)通过布置在齿轮箱不同部位的传感器收集齿轮箱在不同工况下的振动信号。
(2)利用IMMWPE方法提取齿轮箱多通道振动信号的故障信息,并组成故障特征向量。
(3)采用PWFP方法对原始故障特征进行维数约简和优化,得到低维敏感故障特征向量,分为训练样本和测试样本。
(4)将训练样本输入至PSO-SVM进行训练,随后将测试样本输入至训练完毕的分类器进行测试。
(5)基于SVM的输出标签来判断齿轮箱的故障类型和工况。
3 齿轮箱故障诊断实验
3.1 多通道信号采集
试验数据来自于QPZZ-Ⅱ型旋转机械故障模拟平台,如图5所示。电动机负载包含0负载和0.05 A负载。实验中,在不同负载下采集了齿轮箱不同健康类型的多通道振动信号,包括正常、齿轮点蚀,齿轮磨损、齿轮断齿和齿轮磨损&点蚀,因此原始数据包含10种状态。通过布置在输入轴电机侧(简称通道1)和输入轴负载侧(简称通道2)以5.12 kHz的频率来采集齿轮箱多通道振动信号,本文对由这两个通道振动信号所组成的多通道信号进行分析。每种工况都采集了52组长度为2000的两通道振动信号,其中22组作为训练样本,30组作为测试样本,训练样本和测试样本的选取是随机的,以减少人为因素干扰。不同样本的标签和转速等详细信息如表1所示。不同工况下齿轮箱振动信号的时域波形如图6所示,其中黑色表示通道1,灰色表示通道2的振动信号。

图5 QPZZ-Ⅱ旋转机械故障模拟试验台

图6 齿轮箱两通道振动信号的波形

表1 齿轮箱振动数据的信息
3.2 故障特征提取
首先利用IMMWPE方法提取齿轮箱两通道振动信号的故障信息以构造故障特征矩阵,结果如图7所示。可以发现,IMMWPE故障特征具有比较好的区分度,在不同尺度上都能够较好的区分不同的健康状态,这证明了IMMWPE方法在多通道信号特征提取中的有效性。然而,从图中也可以发现部分尺度的故障特征存在冗余的特性,如尺度为1~3时,各状态的熵值曲线发生了明显的混叠,这证明该处的特征不具有较好的质量,即对分类识别的贡献较低。
为了减小特征的冗余,提高特征质量,采用PWFP方法对原始特征进行排序,根据排序的结果选择靠前的特征用于后续的分类识别。原始特征经过PWFP处理后的新特征如图8所示。从图8可以发现,原始特征经过排序后,排序靠前的特征具有较高的区分度,而排序靠后的特征发生了较为明显的重叠,这与之前的分析一致,即特征排序是根据特征的区分度来给定的。由于靠后的特征对分类识别的贡献较小,因此选择前12个特征作为敏感故障特征进行故障状态的识别。
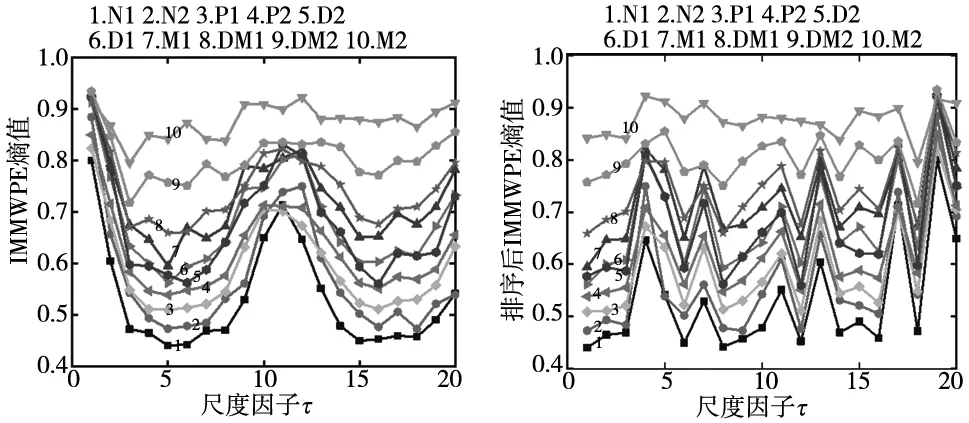
图7 齿轮箱的IMM-WPE熵值曲线 图8 原始特征的PWFP特征排序结果
3.3 结果与讨论
在完成了特征的优化后,将新特征分为训练样本和测试样本,并将训练样本输入至PSO-SVM中进行故障识别。所提方法的测试样本的故障识别结果如图9所示。可以发现,所提方法的识别准确率为100%,证明了所提方法的有效性,即该方法不仅可以判断齿轮箱的故障类型也可以判断齿轮箱的不同负载。
为了验证所提方法的有效性,利用4种方法进行对比,将由MMWPE、MMPE、MMFE和MMSE提取的故障特征输入至PSO-SVM进行分类。5种方法的准确率和单样本的特征提取时间如表2所示。可以发现,IMMWPE方法的准确率为100%,另外4种方法的分类准确率均低于IMMWPE方法,这证明这4种方法提取的故障特征具有较低的质量。然而,IMMWPE方法提取单个样本的时间为26.45 s,远高于其它4种方法,这主要是由于改进粗粒化方法增加了滑动平均的处理,因此计算步骤更加复杂。但由于IMMWPE方法的故障识别准确率显著高于其它4种方法,虽然效率较低,但由于能够获得可靠的故障识别结果,IMMWPE方法仍然是有效的。

表2 5种方法的识别结果
单次实验无法避免偶然性的干扰,即最大准确率和最小准确率之间可能具有较大的差距,这无法准确评估模型的性能。为此,将5种方法都分类20次以获得多次实验的平均分类结果,如图10和表3所示。可以发现,IMMWPE具有最佳的分类效果,最大识别准确率、最小识别准确率和平均识别准确率分别达到了100%,96.67%和98.13%,远远高于其它4种方法,这证明了所提方法的稳定性和优越性。

图9 所提故障诊断方法的混淆矩阵 图10 5种方法的20次试验准确率

表3 不同方法的20次分类准确率 (%)
随后,将不同数量的特征输入至PSO-SVM中进行故障识别,结果如图11所示。从图中可以发现,所提出的IMMWPE方法在特征数量为2时,准确率就高于其它方法,证明了所提方法仅需要较少的特征就可以较好的反映齿轮箱的故障状态,质量优于其它4种方法。此外,也可以发现,随着特征数量的增加,准确率呈现上升的趋势,但随后呈现波动的趋势,这表明当特征的数量增加到一定程度后,后续的特征对分类做出的贡献很少,成为了冗余特征,这也证明了本文采用PWFP对特征进行选择的必要性。
随后,为了说明对多通道信号进行分析的必要性,将通道1,通道2的振动信号分别进行故障特征提取,以评估单通道信号对故障识别的影响。将提取的故障特征输入至PSO-SVM进行故障识别,同样的,重复实验10次取平均结果,如图12所示。可以发现,双通道的准确率高于单一通道,这证明了采用多通道分析的必要性。这是因为双通道信号包含了更多有效信息,而多通道分析能够从多通道信号中将这些信息提取出来,从而获得更高质量的特征。此外,IMMWPE采用其它通道信号获得的准确率依然高于另外4种方法,证明了IMMWPE方法的优越性。

图11 不同特征数量下的准确率 图12 不同通道组合的准确率
最后,为了证明IMMWPE适合于分析短时间序列,利用长度为500,1000和1500的多通道振动信号进行实验,将提取的故障特征进行识别,此外,为了避免结果的偶然性,重复20次取平均准确率,结果如表4所示。可以发现,随着数据长度的增加,每种方法的分类准确率都得到了提升,这表明数据长度对性能的影响比较大。而所提的IMMWPE在任何长度下的准确率都高于其它4种方法,这证明该方法更适合于处理短时间序列,泛化性更强。

表4 不同数据长度的准确率
4 结论
针对基于多通道振动信号的齿轮箱故障识别问题,提出了一种基于改进多元多尺度加权排列熵、PWFP和粒子群优化的支持向量机的齿轮箱故障诊断方法,基于齿轮箱故障数据集进行了实验,经过分析和对比验证了该方法的实用性和可靠性。主要结论为:
(1)IMMWPE由于采用滑动粗粒化处理,并且考虑了信号的幅值信息,因此在分析多通道时间序列的复杂度时优于MMWPE、MMPE、MMFE和MMSE。
(2)PWFP能够从原始故障特征中选择出最优的特征组合,从而减小特征维数,以最少的特征而增加故障识别的准确率和效率。
(3)所提出的基于IMMWPE-PWFP-PSO&SVM齿轮箱故障诊断方法在识别的准确性和稳定性方面均优于本文其它对比方法,同时在数据长度为500,1000,1500时,准确率依然能够达到90%以上,验证了其实用性,具备应用于实际场景的潜力。
猜你喜欢
农机科技推广(2022年7期)2022-08-16
山东冶金(2022年3期)2022-07-19
中国现代中药(2021年7期)2021-09-06
内蒙古民族大学学报(社会科学版)(2020年2期)2020-11-06
河南农业科学(2020年7期)2020-07-22
广西农学报(2019年4期)2019-11-26
制造技术与机床(2017年4期)2017-06-22
太空探索(2016年5期)2016-07-12
风能(2016年12期)2016-02-25
时代英语·高三(2014年5期)2014-08-26