50CrVA弹簧钢的连续冷却转变行为研究
2022-12-09 07:09孙艳姣
四川冶金 2022年5期
赵 阳,江 飞,孙艳姣
(1.东北大学材料科学与工程学院,辽宁 沈阳 110819;2.中天钢铁集团(南通)有限公司,江苏 南通 226100;3.辽宁省重要技术创新与研发基地建设工程中心,辽宁 沈阳 110168)
在汽车行业节能减排、提高汽车燃油经济性的背景下,汽车轻量化成为汽车行业发展的必然趋势[1-3]。汽车零部件结构的优化和采用高强度材料均可减轻汽车车身重量,实现汽车的轻量化。目前,汽车零部件结构的优化已达到相当成熟的设计水平,进一步降低车身重量的空间不大。因此,采用高强度材料应用于汽车车身制造是汽车行业的研究和发展热点。
板簧,又称钢板弹簧,是汽车悬架系统的重要组成部分,其主要作用是传递力和力矩、吸收车辆行驶过程中的冲击载荷,保证车辆行驶中的平顺性和舒适性[4]。板簧占汽车总重量的9%左右,减轻板簧重量是实现汽车轻量化的有效途径之一。相关研究指出,板簧的重量与设计应力的平方成反比,设计应力越高,板簧的重量就越小[5-6]。而提高制造板簧的弹簧扁钢的抗拉强度是提高设计应力的主要方法。目前,除了开发新型的高强度弹簧扁钢,还可以在不改变已有弹簧钢成分的基础上,优化其生产工艺以提高其抗拉强度。
50CrVA钢是国内广泛采用的弹簧钢,其具有较高的疲劳强度和冲击韧性、高淬透性、不易脱碳等优点,主要用于生产汽车钢板弹簧[7-10]。进一步提高50CrVA钢的强度对减轻车身重量、促进汽车轻量化意义重大。目前,对50CrVA弹簧钢的研究主要集中在热处理工艺的优化及其对组织性能的影响[8, 11-13]。例如,王超等[8]研究了回火温度对50CrVA弹簧钢组织性能的影响,发现随着回火温度的升高,50CrVA钢中的回火索氏体含量逐渐增加,强度和硬度下降,而伸长率和-20 ℃冲击功逐渐增加。当回火温度为550 ℃时,50CrVA钢获得最佳的综合性能。周蒙蛟[11]等研究了淬火+中温回火、退火两种热处理状态下50CrVA钢超高周疲劳破坏行为及裂纹萌生机理,发现淬火+中温回火的50CrVA钢其疲劳裂纹起源于内部的夹杂物,而退火的50CrVA钢其疲劳裂纹起源于材料的表面或者次表面。刘勇[12]采用正交试验的方法研究了淬火温度、淬火保温时间、回火温度、回火保温时间对50CrVA钢力学性能的影响,发现影响该钢力学性能的主要因素为回火温度。刘勇进一步指出,当淬火温度为860 ℃,淬火保温时间为75 min,回火温度为460 ℃,回火保温时间为120 min时,50CrVA钢的力学性能最佳。上述研究结果为优化50CrVA钢的力学性能奠定了基础。而关于50CrVA钢连续冷却转变(Continuous cooling transformation, 简称CCT)行为的研究并不多见[14-15]。考虑到弹簧钢的连续冷却转变行为对制定热轧后的冷却工艺、热处理工艺具有重要的理论意义和指导价值,为进一步挖掘50CrVA弹簧钢的力学性能潜力、合理制定的生产工艺,有必要研究其连续冷却转变行为。
1 实验材料及方法
实验所用材料为国内某钢厂生产的截面尺寸为20 mm×90 mm的50CrVA弹簧扁钢,其化学成分如表1所示。在上述弹簧扁钢上切取φ3 mm×10 mm的静态CCT试样,并在试样的一端加工φ2 mm×2 mm的盲孔,以便焊接热电偶测量试样的实际温度。静态CCT实验是在Formastor-FII型相变仪上进行的。首先测定50CrVA弹簧钢的Ac1和Ac3相变点温度,将相变仪试样以0.05 ℃/s的速率缓慢升温,直至奥氏体转变完成。缓慢升温过程中的膨胀量-温度曲线如图1所示,利用切线法确定Ac1和Ac3分别为715 ℃和770 ℃。

表1 50CrVA弹簧钢的化学成分 单位:%
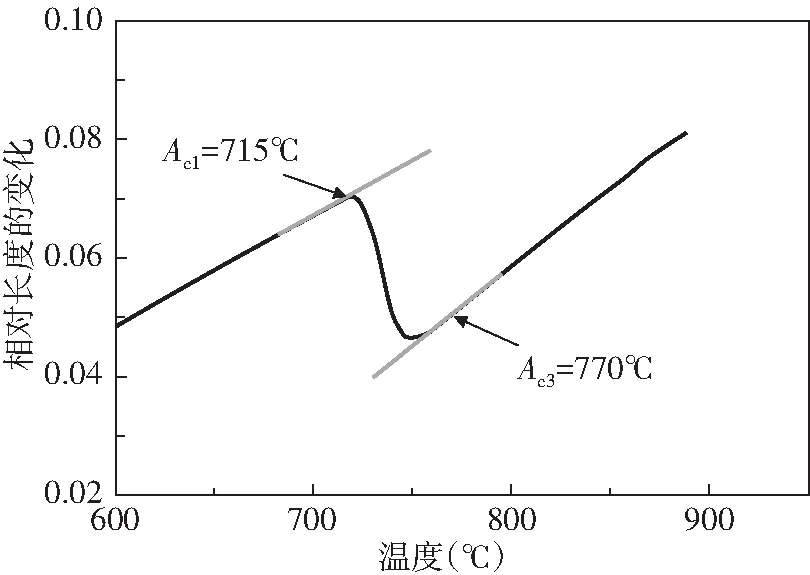
图1 利用切线法确定50CrVA弹簧钢的相变点
考虑到50CrVA钢热处理时的淬火温度为860 ℃,由此设定CCT实验时的奥氏体化温度为860 ℃。CCT实验具体的实验方案如下:首先将试样以10 ℃/s加热至860 ℃,保温10 min后以0.05 ℃/s、0.1 ℃/s、0.2 ℃/s、0.5 ℃/s、1 ℃/s、2 ℃/s、5 ℃/s、10 ℃/s和20 ℃/s的速率冷却至室温,并记录冷却过程中的膨胀量-温度曲线,具体的实验方案示意图见图2。
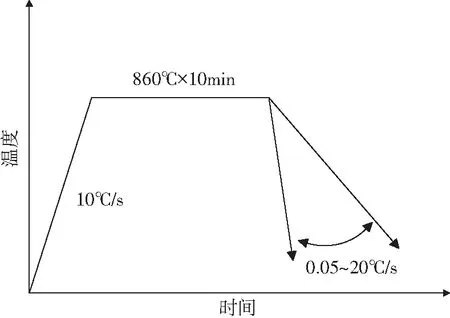
图2 50CrVA弹簧钢静态CCT实验方案示意图
将实验后的CCT试样沿轴向切开,经研磨、抛光、腐刻(腐刻液为4%硝酸酒精溶液)后,用光学显微镜进行微观组织观察。利用宏观维氏硬度计测量不同冷却速率下试样的硬度,最终测量值为5个测量值的平均值。
2 实验结果及分析
2.1 微观组织
图3为不同冷却速率下50CrVA弹簧钢的显微组织照片。由图3可知,当冷却速率为0.05~1.00 ℃/s时,50CrVA弹簧钢的相变组织为珠光体和铁素体,且随着冷却速率的增加铁素体晶粒尺寸和珠光体球团尺寸减小,铁素体含量降低、珠光体含量增加。当冷却速率为2~10 ℃/s时,转变组织为贝氏体和马氏体。在2~10 ℃/s冷却速率范围内,随着冷却速率的增加,马氏体含量增加而贝氏体含量降低。当冷却速率为20 ℃/s时,50CrVA弹簧钢的转变组织为马氏体。
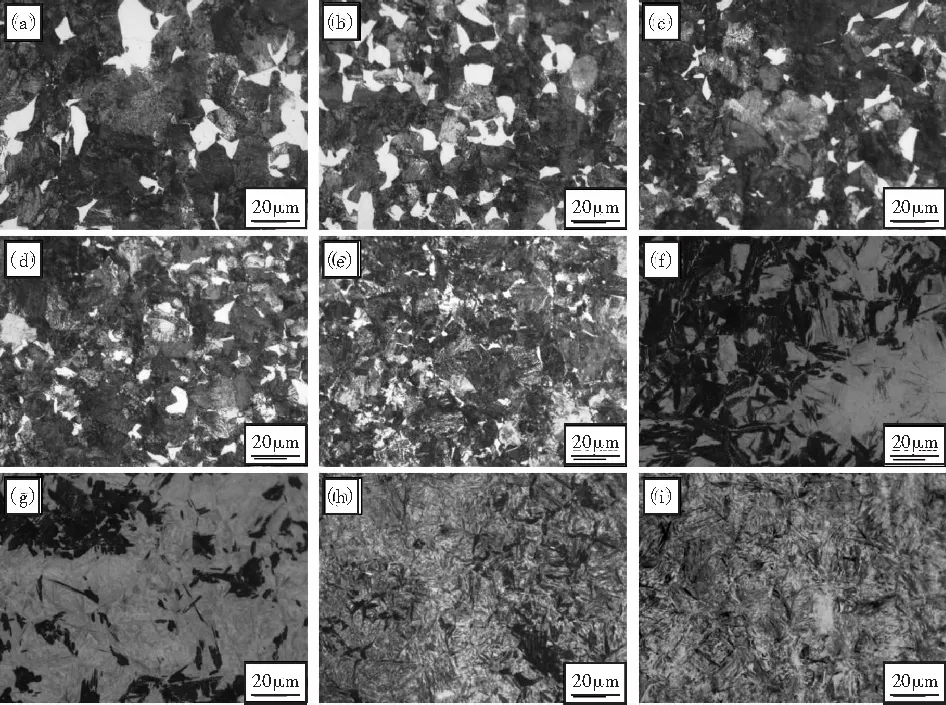
(a)0.05 ℃/s;(b)0.1 ℃/s;(c)0.2 ℃/s;(d)0.5 ℃/s;(e)1 ℃/s;(f)2 ℃/s;(g)5 ℃/s;(h)10 ℃/s;(i)20 ℃/s
2.2 宏观维氏硬度
图4为50CrVA弹簧钢的宏观维氏硬度随冷却速率的变化曲线。可见随冷却速率的增加,50CrVA弹簧钢的硬度逐渐增加。当冷却速率为0.05~1.00 ℃/s时,50CrVA弹簧钢的转变组织为铁素体和珠光体,宏观维氏硬度随冷却速率增加而增加幅度并不大。当冷却速率达到2 ℃/s以上时,50CrVA弹簧钢的相变组织为贝氏体+马氏体或者马氏体,此时随着冷却速率的增加,50CrVA钢的硬度显著增加。当冷却速率为20 ℃/s时,50CrVA钢的相变组织为马氏体,此时硬度达到最大值,为782 HV。
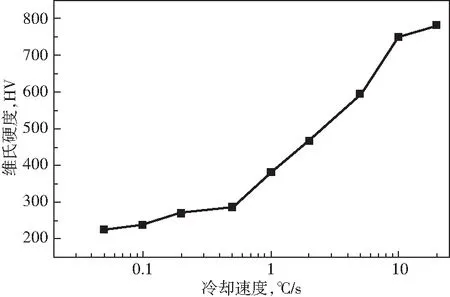
图4 50CrVA弹簧钢的硬度-冷却速率曲线
2.3 静态CCT曲线
依据各冷却速率下50CrVA弹簧钢的膨胀量-温度曲线,利用切线法可以确定50CrVA钢的相变开始点和相变结束点,再结合图3中的显微组织可以确定不同冷却速率下的相变类型,将具有相同相变类型的开始点和结束点分别连线,由此可以绘制50CrVA弹簧钢的静态CCT曲线。
图5为50CrVA弹簧钢的静态CCT曲线,可见在0.05~1.00 ℃/s冷却速率范围内,50CrVA钢的相变组织为珠光体和铁素体,且相变开始温度和相变结束温度随着冷却速率的增加而降低。还可以看出,当50CrVA弹簧钢从奥氏体区以不同冷却速率冷却时,存在奥氏体向铁素体和珠光体的转变、奥氏体向贝氏体的转变和奥氏体向马氏体的转变,且铁素体和珠光体转变区、贝氏体转变区、马氏体转变区是相分离的,这一点与杨栋杰[14]、刘乐乐等[15]的研究结果是一致的。在2~10 ℃/s冷却速率范围内,随着冷却速率的增加,马氏体转变温度逐渐升高。造成上述现象的原因是,在该冷却速率范围内,发生了贝氏体和马氏体转变,在贝氏体转变过程中,碳从贝氏体扩散至奥氏体,使得奥氏体中的碳含量增加,因此降低了马氏体的相变开始温度。贝氏体含量越高,在随后的马氏体转变过程中马氏体相变开始温度就越低。由于在2~10 ℃/s冷却速率范围内,贝氏体含量随冷却速率的增加而降低,因此导致了此冷却速率范围内马氏体相变开始温度随着冷却速率的增加而升高。当冷却速率为20 ℃/s时,相变组织全部为马氏体,说明了50CrVA钢获得全马氏体组织的临界冷却速率为20 ℃/s。
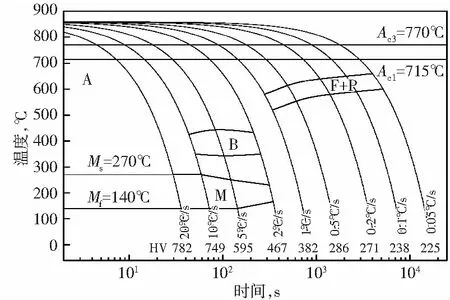
图5 50CrVA弹簧钢的连续冷却转变曲线
静态CCT曲线对于制定50CrVA弹簧钢的轧后冷却工艺和热处理工艺至关重要。例如,为保证50CrVA弹簧钢淬火后获得全部马氏体组织,应保证淬火时的加热温度高于Ac3,即770 ℃。为保证板簧生产厂家下料方便,GB/T 1222-2006《弹簧钢》要求交货态的50CrVA弹簧钢其硬度不能超过321 HBW(换算为328 HV),对照CCT曲线可知50CrVA弹簧钢的轧后冷却速率应小于等于0.5 ℃/s。50CrVA弹簧钢典型的热处理工艺为淬火+中温回火,为保证淬火后的组织为马氏体,由CCT曲线可知油冷淬火时的冷却速率应大于等于20 ℃/s。此外,为了保证淬火过程中马氏体不发生回火,淬火油的油温应低于Mf温度,即淬火油的油温应低于140 ℃。
3 结 论
(1)当冷却速率为0.05~1.00 ℃/s时,50CrVA弹簧钢的转变组织为珠光体和铁素体,且随着冷却速率的增加,铁素体晶粒尺寸和珠光体球团尺寸减小,铁素体含量降低、珠光体含量增加。冷却速率为2~10 ℃/s时,相变组织为贝氏体和马氏体,且随着冷却速率的增加,贝氏体含量降低、马氏体含量增加。当冷却速率为20 ℃/s时,转变组织全部为马氏体。
(2)随着冷却速率的增加,50CrVA弹簧钢的宏观维氏硬度增加。50CrVA弹簧钢获得全马氏体组织的临界冷却速率为20 ℃/s。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
航空制造技术(2022年5期)2022-07-15
金属热处理(2022年11期)2022-03-03
上海金属(2020年4期)2020-08-25
山东冶金(2019年5期)2019-11-16
武汉科技大学学报(2019年4期)2019-07-04
西南交通大学学报(2018年6期)2018-12-18
中国资源综合利用(2017年12期)2018-01-21
中国锰业(2017年4期)2017-01-18