
激光表面淬火对铬钼铸铁组织和硬度的影响
2022-11-29 03:04张永辉张双杰马世博闫华军
金属热处理 2022年11期
张永辉, 张双杰,2, 王 伟, 马世博,3, 闫华军,4
(1. 河北科技大学 材料科学与工程学院 河北省材料近净成形技术重点实验室, 河北 石家庄 050018;2. 河北省汽车冲压模具技术创新中心, 河北 泊头 062150;3. 汽车冲压模具工程研究中心, 河北 泊头 062150;4. 河北省汽车冲压模具产业技术研究院, 河北 泊头 062150)
汽车覆盖件模具服役环境复杂,模具承受摩擦、挤压等不同形式的载荷,对模具的质量和寿命产生一定程度的影响,而模具的表面状态直接影响着使用寿命和产品质量[1]。模具行业已经进入高质量发展阶段,对模具的要求日益提高,经过表面强化技术处理的模具的表面性能(如耐磨性、耐蚀性及表面粗糙度)能够得到很大的改善[2-3]。冲压模具最主要的失效形式为磨损失效[4],而磨损失效大多发生在模具表面或者是从模具的表面开始。铁争鸣[5]利用响应面法并通过DEFORM软件对冲压成形效果进行了仿真模拟,得出模具硬度是对凹模磨损极为重要的影响因素,影响大小仅次于模具预热温度。因此,提升模具工作表面的性能愈发重要。而激光表面淬火工艺相较于其他表面强化工艺在汽车覆盖件模具的生产中具有更大的优势。
激光表面淬火又称为激光相变硬化,适用于钢铁和铸铁等材料,由于激光束具有非常高的能量密度,能使材料表面被激光照射的部位快速被加热到相变温度以上,升温速度可达104~106℃/s[6],同时又由于材料的其他部位仍为室温,在不需要借助油或水等冷却介质的条件下通过自身传热急剧冷却,产生极大的过冷度,使材料的基体组织转变为晶粒细小的马氏体,并且在材料表面形成压应力,提高材料的表面硬度、抗疲劳强度、耐磨性等性能[7]。同时又由于激光淬火技术的可控性好,产生的热变形小等优点,使得其在汽车、模具制造等工业领域得到了广泛的应用[8]。崔陆军等[9]对50CrV钢螺丝刀刃口进行激光淬火试验,并与传统淬火工艺进行对比,发现采用激光淬火工艺,相变硬化层更深,强化效果更好。杨振等[10]研究了激光功率对40CrNiMoA钢的影响,得出通过激光淬火处理后的试样表面耐磨性得到较大的提升,黏着现象得到有效抑制的结论。何畏等[11]对42CrMo钢牙轮钻头球面固定套轴承进行了激光淬火模拟研究,结果表明表层组织转变为马氏体的体积分数达到90%,表层硬度达到基体的3倍左右。
Telasang 等[12-13]研究了AISI H13工具钢激光淬火后的组织与性能,并将其淬火后组织分为熔化区与热影响区,熔化区组织为残留奥氏体、马氏体、枝晶和碳化物,热影响区以马氏体、弥散碳化物和粗碳化物为主。Chen等[14]对激光淬火后的40Cr钢进行了磨损分析,采用25 mm×6 mm的矩形光斑、1150 W的激光功率、480 mm/min的横向扫描速度淬火后得到40Cr钢的表面硬度为700 HV,硬化层厚度为0.9 mm,且耐磨性得到提高。Anusha等[15]在氩气环境中对100Cr6钢进行了激光相变硬化,得出马氏体细化会显著影响表面残余应力。Hu等[16]研究了激光淬火时工艺参数与晶粒尺寸的关系,发现增加激光功率、降低扫描速度使得材料表面宏观晶粒尺寸增大。这是由于在更高的激光能量密度下,发生相变的区域增加,导致产生更多的等轴奥氏体晶粒。
以上研究均表明,激光淬火是提高模具表面性能,进而提高模具整体寿命的有效手段。但是,目前对于铬钼铸铁的激光淬火工艺的研究仍然较少。因此,本文通过分析不同激光功率和扫描速度对铬钼铸铁的显微组织、表面硬度及硬化层深度的影响,以获得最优的激光表面淬火工艺参数。
1 试验材料与方法
试验材料为汽车覆盖件模具用CrMo铸铁,其化学成分见表1。在VEGA3扫描电镜下观察到原始微观组织为珠光体+铁素体+球状石墨,如图1所示。球化级别为3级,大部分石墨呈球状,部分石墨呈团絮状。初始硬度为276.1 HV0.3。采用TH-3DC3000型激光加工系统对CrMo铸铁进行激光表面淬火处理,激光光斑尺寸为5 mm×20 mm,根据工程经验确定激光淬火的工艺参数,见表2。经激光表面淬火后,利用线切割沿垂直于扫描方向切取试样,试样尺寸为10 mm×10 mm×10 mm。对试样横截面进行打磨抛光后,利用TMVS-1型显微硬度计测定显微维氏硬度,测试点间隔取0.1 mm,加载载荷砝码为0.3 kg,保荷时间为10 s。经体积分数为4%硝酸酒精溶液腐蚀后,利用VEGA3扫描电镜观察显微组织。

表1 CrMo铸铁的主要化学成分(质量分数,%)
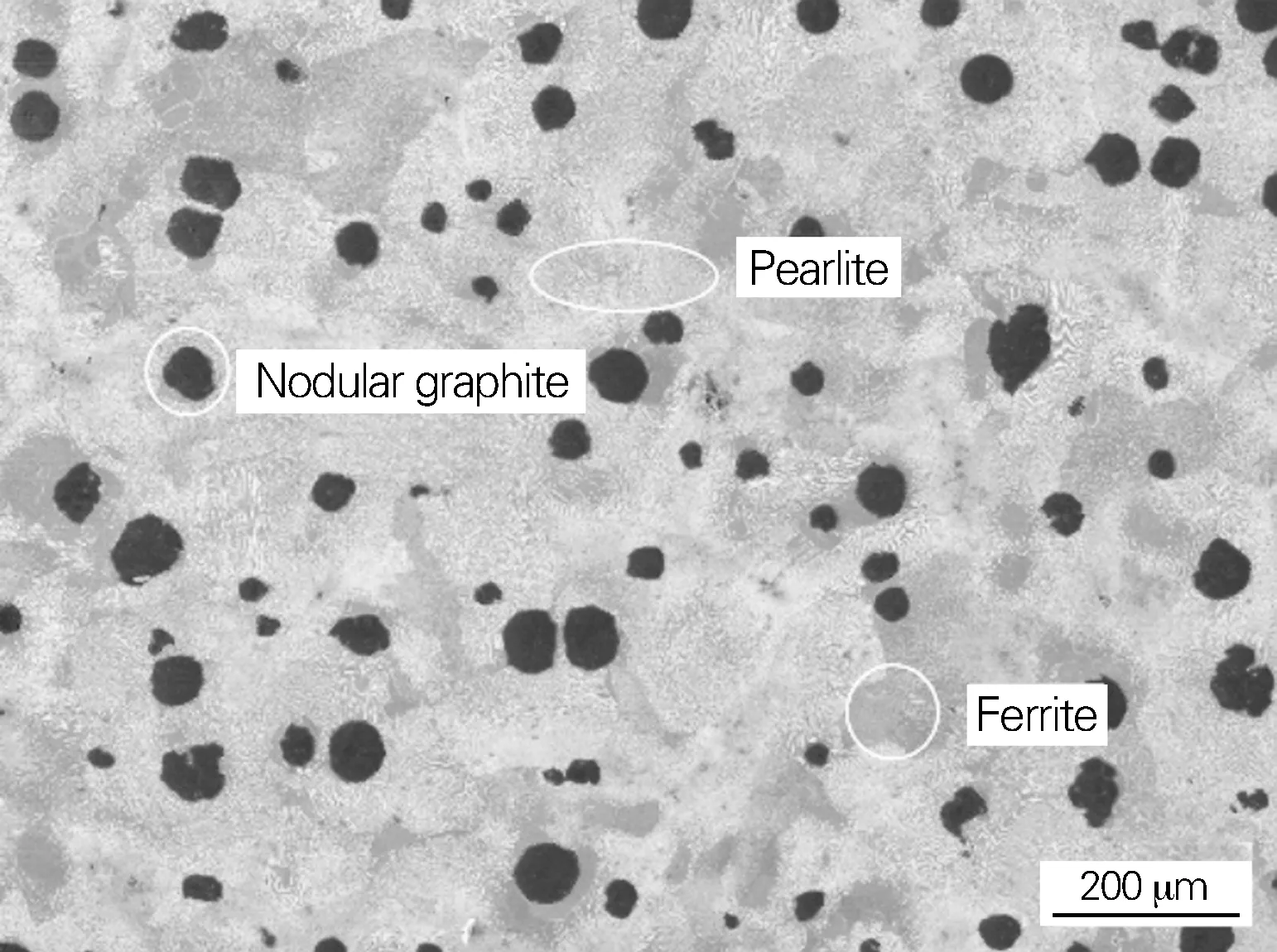
图1 CrMo铸铁显微组织Fig.1 Microstructure of the CrMo cast iron
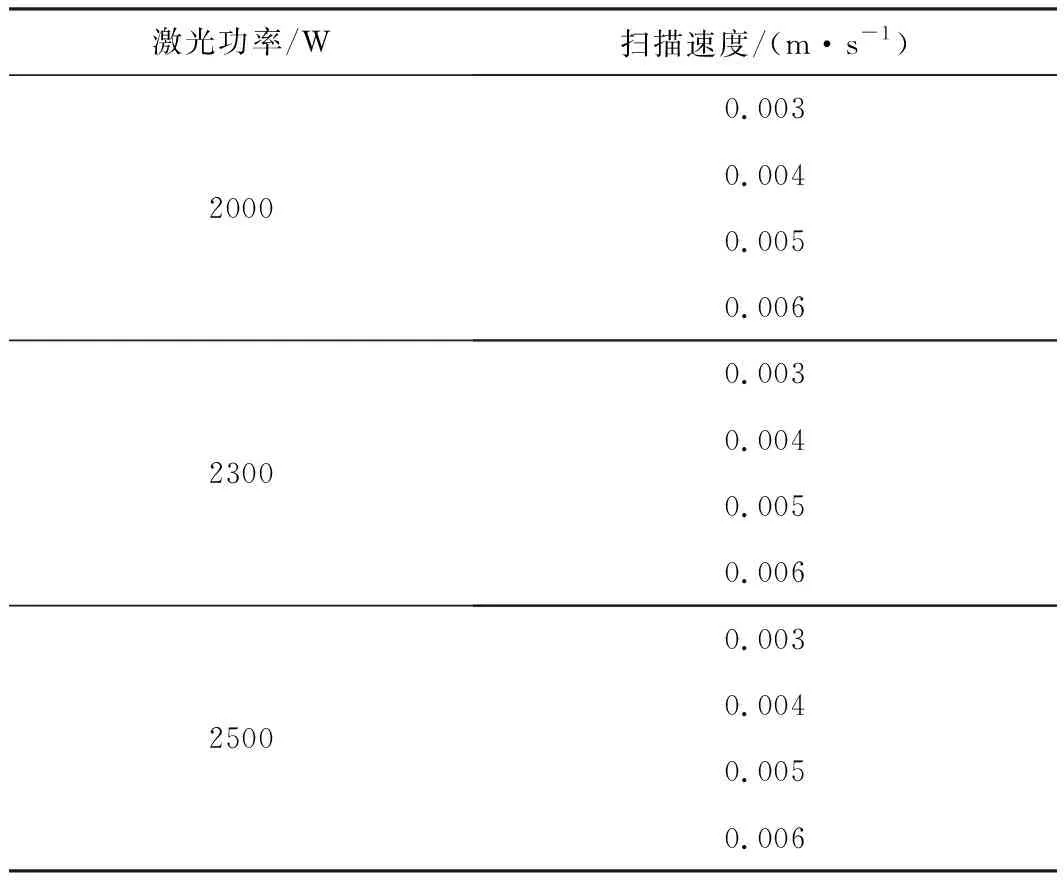
表2 激光表面淬火工艺参数
2 试验结果与分析
2.1 硬度分析
图2为激光功率分别为2000、2300和2500 W时不同扫描速度下CrMo铸铁沿深度方向的显微硬度分布。图3为不同激光淬火参数下硬化层的深度。由图2 可知,除2000 W、0.005 m/s和2000 W、0.006 m/s,其余激光淬火工艺参数下得到的硬化层的硬度均在400 HV0.3 以上,当激光功率为2500 W、扫描速度为0.004 m/s时,表面硬度达到最大值804.3 HV0.3。对比基体的硬度可知,经过激光表面淬火处理后,CrMo铸铁的表面硬度可以达到基体硬度的2.5~3倍。从硬化层表面开始,试样沿深度方向的显微硬度大致呈先在一定范围内波动然后下降的趋势。当深度到达过渡区时,硬度曲线会出现陡降,且过渡区的范围较窄。对比不同激光功率下试样的表面硬度值发现,表面硬化效果的规律为2500 W>2300 W>2000 W。这是因为采用较大激光功率时,试样表面吸收的能量更多,温度迅速升高,表面能够充分奥氏体化,相变驱动力更强,利于马氏体转变。从图3可以看出,在一定范围内,硬化层深度随激光功率的增加而增加,因为在相同的激光作用时间下,即扫描速度相同时,激光功率越大,试样表面吸收的能量越多,加热温度更高,导致向下传热的深度越大,所以淬火后硬化层的深度更深。
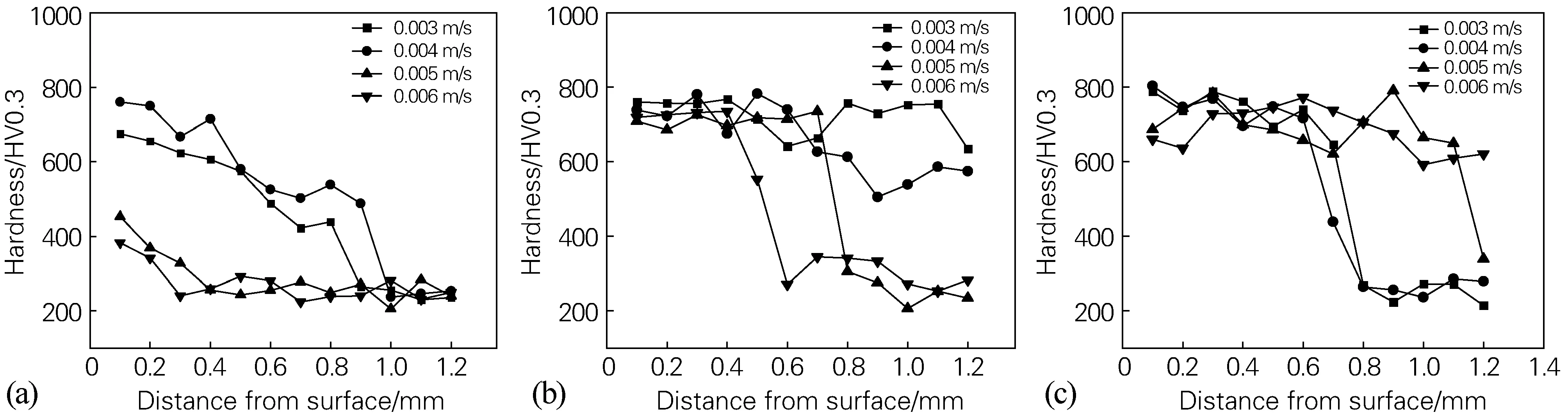
图2 不同激光功率下CrMo铸铁沿深度方向的硬度分布Fig.2 Hardness distribution along depth direction of the CrMo cast iron under different laser powers(a) 2000 W; (b) 2300 W; (c) 2500 W
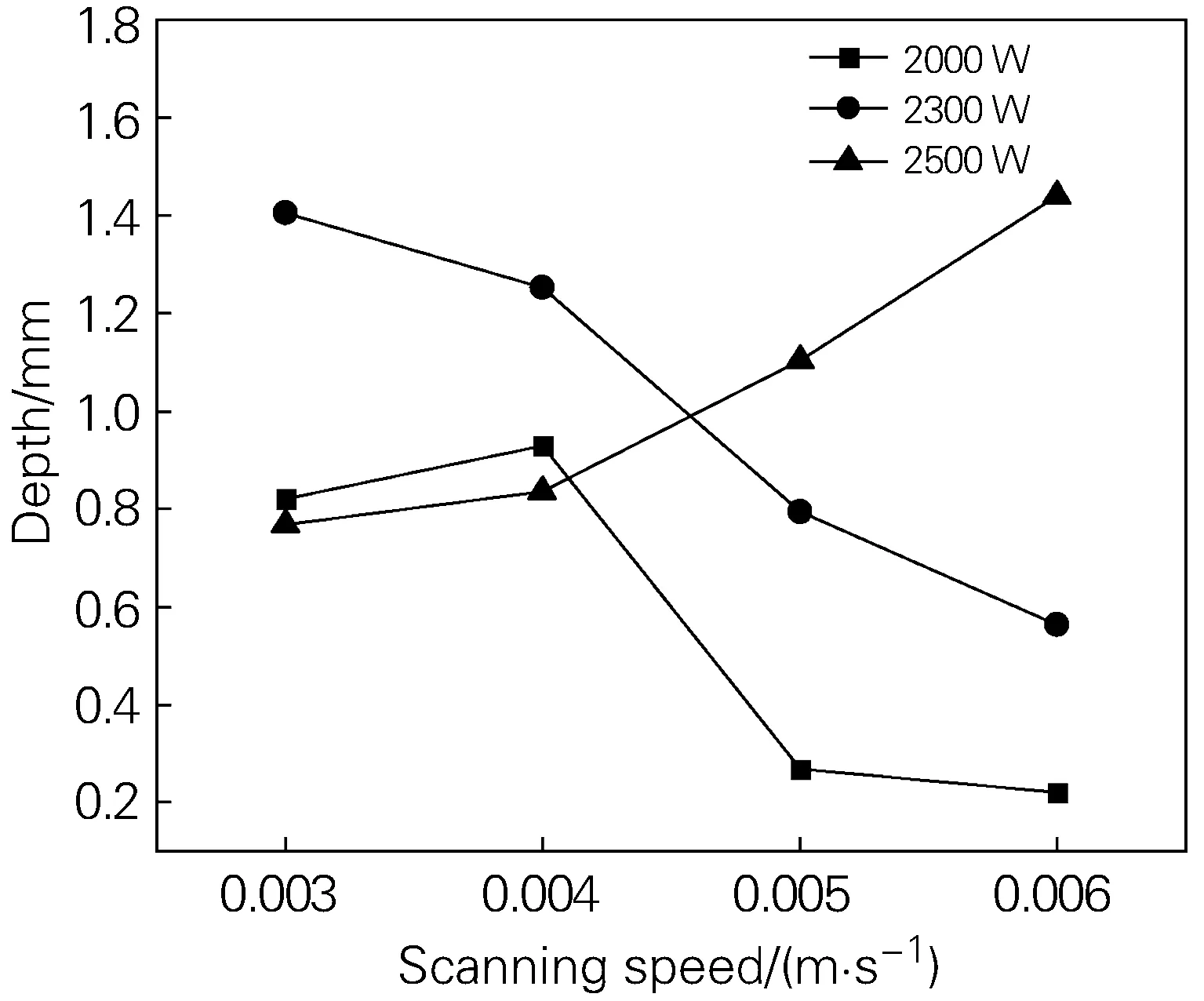
图3 不同激光淬火工艺参数下CrMo铸铁硬化层深度Fig.3 Depth of hardened layer of the CrMo cast iron under different laser quenching process parameters
分析扫描速度对CrMo铸铁表面硬度和硬化层深度的影响发现,扫描速度越快,表面硬度相对较低且硬化层深度较浅。这是因为扫描速度快,试样表面加热时间少,吸收的能量不充足,组织不能完全奥氏体化。但是需要指出的是,当激光功率为2500 W时,扫描速度越慢,表面硬化层的深度反而越浅,这是由于当激光功率过高时,扫描速度过慢会导致过热、微熔现象发生,从而使硬化层深度减小。
在2300 W、0.003 m/s,2300 W、0.004 m/s,2500 W、0.005 m/s和2500 W、0.006 m/s参数下硬化层深度较深,均达到1 mm以上,且表面硬度较高,均在660 HV0.3 以上。其中,在2300 W、0.003 m/s参数下试样的硬度变化较为平缓,有利于提高模具的使用寿命,故激光功率2300 W、扫描速度0.003 m/s为较优的工艺参数组合。
2.2 显微组织分析
图4为在2300 W、0.003 m/s工艺参数下,CrMo铸铁沿深度方向的SEM照片。可以看出试样截面可以分为硬化区、过渡区和基体3部分,并且发生相变的区域与基体之间有明显的分界线。

图4 激光功率2300 W、扫描速度0.003 m/s下激光淬火后CrMo铸铁的SEM照片Fig.4 SEM image of the CrMo cast iron laser quenched under laser power of 2300 W and scanning speed of 0.003 m/s
图5为在2300 W、0.003 m/s参数下CrMo铸铁硬化区和过渡区的SEM照片。由图5(a~c)可以看出,硬化区微观组织由隐晶马氏体、球状石墨和残留奥氏体组成。图5(c)为图5(a,b)中标识的马氏体组织在高倍扫描电镜下的观察结果。试样表面经过激光的辐射后,温度迅速升高到奥氏体转变温度以上,CrMo铸铁基体的原始组织珠光体和铁素体快速转变为奥氏体组织,由于温度迅速升高,金属具有极大的过热度,试样表面的奥氏体形核数目急剧增加,此时,奥氏体的形核与生长和石墨中碳原子的溶解同时进行,由于球状石墨中几乎全是碳原子,使得在冷却阶段奥氏体生成的马氏体组织中碳含量很高。并且因为在激光扫掠后冷却速度极大,生成的隐晶马氏体较为细小均匀,使得硬化区硬度很高。
由图5(d~f)可以看出,过渡区组织由隐晶马氏体、球状石墨和珠光体组成。图5(f)为图5(d,e)中标识的珠光体组织在高倍扫描电镜下的观察结果。由于随着淬火层深度的增加,试样表面吸收的热量传递到过渡区时已经减少很多,过渡区所能达到的最大瞬间温度也降低,并且由于冷却速度很快,奥氏体形核后没有充分的时间长大,使得转变生成的马氏体组织较为细小,呈环状分布在球状石墨周围。同时,还能在过渡区看到存留少量的珠光体组织。

图5 激光功率2300 W、扫描速度0.003 m/s下激光淬火后CrMo铸铁不同区域的SEM照片(a~c)硬化区; (d~f)过渡区Fig.5 SEM images of different zones of the CrMo cast iron laser quenched under laser power of 2300 W and scanning speed of 0.003 m/s(a-c) hardened zone; (d-f) transition zone
总体来看,在经过激光表面淬火后,试样硬化层的主要显微组织由珠光体和铁素体转变为隐晶马氏体,由于马氏体具有高强度和高硬度,所以试样的表层硬度得到显著提高。随着激光功率增加,扫描速度减小,且试样表面未产生过热时,材料表层达到奥氏体转变温度以上的区域增大,碳原子的扩散加速,奥氏体化更为充分,所以由高激光功率、低扫描速度淬火得到的试件表层硬度值更高。试样过渡区的主要显微组织为隐晶马氏体和珠光体。过渡区的温度低于硬化区,并且热量作用时间较短,铸铁奥氏体化不充分,残留了部分珠光体,形成的马氏体的数量也要远低于硬化区,所以过渡区的硬度相较于硬化区有下降的趋势。
3 结论
1) 当激光功率为2300 W,扫描速度为0.003 m/s时,CrMo铸铁表面硬度较高,达到760 HV0.3,硬化层分布比较均匀,平均硬度值为724 HV0.3,并且硬化层深度较深,可达到1.4 mm以上,激光表面淬火效果最好。
2) CrMo铸铁经2300 W、0.003 m/s参数的激光表面淬火后,硬化区组织为隐晶马氏体、球状石墨和少量残留奥氏体,马氏体组织分布比较均匀。过渡区由隐晶马氏体、球状石墨和部分尚未转变的珠光体组成。
猜你喜欢
山东冶金(2022年1期)2022-04-19
政工学刊(2021年12期)2021-12-22
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年1期)2020-12-25
热处理技术与装备(2019年4期)2019-09-13
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
传媒评论(2017年10期)2017-03-01
焊接(2016年7期)2016-02-27
现代制造技术与装备(2015年4期)2015-12-23
