超声波检测海洋石油平台环板焊缝母材缺陷
2022-11-27 10:37蒋桂通王兴国
机电工程技术 2022年10期
常 宇,蒋桂通,王兴国
(海洋石油工程股份有限公司,天津 300450)
0 引言
环板是海洋石油平台的主要结构之一,环板与立柱相交形成的T型焊缝接头质量非常关键,由于环板与立柱交接的T型接头及空间结构的限制和局限性,对此种焊缝进行探伤无法使用射线检测,而通常采用超声波检测方法来检测焊缝的焊接质量。超声波检测可以有效地检测出焊缝中的未熔合、气孔、夹渣、未焊透和裂纹等常规缺陷[1],而本文叙述的是当超声波遇到一种特殊缺陷时的研究[2]、分析、判断方法与过程。
与常规焊缝缺陷不同的是,此缺陷超声波反射信号显示不在焊缝内,也不在热影响区,而在靠近热影响区的母材内。与钢板常规缺陷不同的是,此缺陷超声波反射信号不具备钢板夹层特征,也不具备母材撕裂特征,其宽度较窄、具有一定的自身高度和一定的长度[3]。
本文采用直射波与斜射波正反两面多角度超声波检测,经过1∶1作图,并对纵波和横波、各方向和角度获得的超声波信号进行综合分析,判定其为钢板母材穿孔,此种缺陷非常少见但危害非常严重,经过预热、气刨、打磨、磁粉检验确认缺陷彻底清除后、再严格按照返修程序进行堆焊、打磨、采用同样的超声波检验技术发现原来的缺陷信号消失,确认修复完好。此缺陷的发现和问题的解决保障了工程项目的关键结构质量,同时为焊缝超声波检测技术的发展提供了较为宝贵的借鉴。
1 案例基础
在海洋石油平台某项目的建造过程中,设计的环板母材壁厚38 mm,环板与组块立柱相交形成的焊缝节点型式为T型,坡口型式为K型,在用70°横波斜探头对焊缝进行探伤时,读取仪器读数,当用钢板尺测量缺陷波信号水平位置时,发现缺陷并不在焊缝内部,并且经过1∶1作图得出,此缺陷距离焊缝边缘仍有10~12 mm,波幅比较高。用纵波直探头对此位置进行钢板母材检测时未发现有影响横波入射的夹层类缺陷,但确实存在一个位于始波与底波之间的反射波,此缺陷反射波不同于夹层信号反射波,其信号波幅很低,底波降低不明显,说明其宽度较窄。按照ASTM A578/A578M特殊用途普通钢板和复合钢板直射声束超声检测规范[4],这个区域的波幅显示是合格的,因其波幅高度并未超标,显示面积范围也不超标。但是斜探头扫查明显有较为严重的缺陷,危害大于焊缝内部的未熔合[5]。为了判定此缺陷,制定一套可行的试验方案,通过理论研究和一系列的试验分析得出此缺陷的的精确位置、性质、以及大小。
2 制定方案
文章研究的内容是海洋石油平台组块的环板T接立柱,K型坡口焊缝,环板壁厚38 mm,材质为DH36碳钢,使用的设备是USM35超声波探伤仪,使用的探头为汕头超声的5Z10*10A45、5Z10*10A60、5Z10*10A70的横波斜探头和5Z20N的纵波直探头。首先要对设备和各个探头进行精确的校准和DAC曲线制作[6],再到现场进行精确探伤。制定试验方案如下:(1)从上表面分别用45°、60°、70°探头对此位置沿焊缝的长度方向进行纵向探伤[7],测量缺陷的深度和长度;(2)从下表面分别用45°、60°、70°探头对此位置沿焊缝的长度方向进行纵向探伤,测量缺陷的深度和长度;(3)从上表面分别用45°、60°、70°探头对此位置沿焊缝的长度方向进行横向探伤,测量缺陷的深度和宽度;(4)从下表面分别用45°、60°、70°探头对此位置沿焊缝的长度方向进行横向探伤,测量缺陷的深度和宽度;(5)从上表面用0°探头对此位置进行探伤[8],测量缺陷的深度、宽度和长度;(6)从下表面用0°探头对此位置进行探伤,测量缺陷的深度、宽度和长度;(7)综合以上波形的特点,进行分析对比后进行判定;(8)进行验证,气刨或打磨到指定深度位置进行目视检验;(9)缺陷去除干净后,对气刨打磨的凹坑区域进行磁粉检验,在确认缺陷被气刨打磨彻底后,再进行严格的返修[9]。
3 实施方案
在上表面进行斜探头纵向探伤时,发现缺陷反射信号波幅超过100% DAC曲线,按照仪器上的读数,用钢板尺测量水平位置时,发现缺陷信号不在焊缝内,而在母材内,水平距离焊缝边缘10~12 mm,深度显示在6~8 mm,有一定的长度,测量其长度在150 mm,说明此处有一个深度在6~8 mm,长度在150 mm的缺陷。波形图如图1所示。
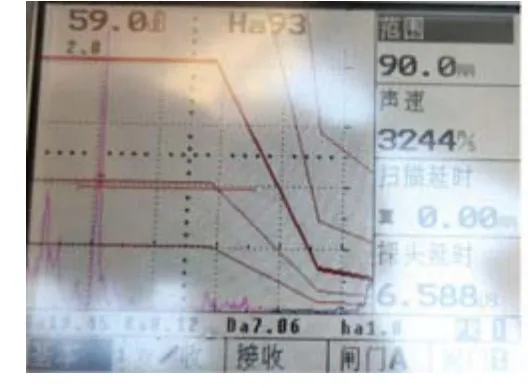
图1 上探表伤面波斜幅探和头读纵数向

图2 下表面斜探头纵向探伤波幅和读数
在下表面进行斜探头纵向探伤时,同样发现缺陷反射信号波幅超过100%DAC曲线,按照仪器上的读数,用钢板尺测量水平位置时,发现缺陷信号不在焊缝内,也在母材内,水平距离焊缝边缘10~12 mm,深度显示在30~32 mm,与在正面探伤正好对应,有一定的长度,测量其长度在150 mm,说明此处有一个深度在30~32 mm,从正面测量就是6~8 mm,长度在150 mm的缺陷。波形图如图2所示。
在上表面进行斜探头横向探伤时,发现波幅很底的波,距离焊缝边缘10~12 mm,深度显示在6~8 mm,横向方向几乎没有宽度,一扫而过,大致在3~4 mm,沿150 mm焊缝方向都有这个显示,说明此处有一个宽度为3~4 mm,长度为150 mm的缺陷。波形图如图3所示。

图3 上探表伤面波斜幅探和头读横数向

图4 下表面斜探头横向探伤波幅和读数
在下表面进行斜探头横向探伤时,发现波幅很底的波,距离焊缝边缘10~12 mm,深度显示在30~32 mm,横向方向几乎没有宽度,一扫而过,大致在3~4 mm,沿150 mm焊缝方向都有这个显示,说明此处有一个宽度为3~4 mm,长度为150 mm的缺陷。波形图如图4所示。
用0°探头对此位置进行探伤,采用的是5Z20N的纵波探头,探头直径20 mm,半径10 mm,满足刚才的缺陷信号距离焊缝边缘10 mm以上,刚好能对此位置进行探伤,在正面测获得深度为8 mm的缺陷信号,在背面测获得深度为23 mm的缺陷信号,缺陷信号波幅很低,底波信号依然很高。沿焊缝长度方向150 mm都有此信号,而且很稳定。说明此处有一个窄而长的缺陷,缺陷自身有一定的高度,高度为板厚减去缺陷距离上表面的深度再减去缺陷距离下表面的深度,即38 mm-8 mm-23 mm=7 mm。波形图如图5所示。
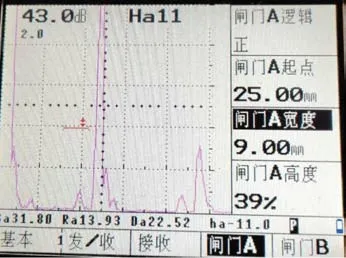
图5 下表面直探头探伤波幅和读数
综上所述,由图1~2中的数据可知,板厚38 mm的环板,从正面测得的深度6~8 mm与背面测得的深度30~32 mm是吻合的。由图3~4中的数据可知,板厚38 mm的环板,从正面测得的深度6~8 mm与背面测得的深度30~32 mm也是是吻合的。也就是说缺陷的深度是确定的。由图1~4的信号可知缺陷的走向是沿焊缝方向的,缺陷的长度也是确定的150 mm,缺陷的宽度是3~4 mm。由图5得知,缺陷的自身高度为7 mm。超声波检测数据如表1所示。

表1 超声波检测数据
综合从纵波和横波、正面和反面、各个角度和方向得出的信号数据,判定为此信号为缺陷[10],此缺陷不在焊缝内,而在母材内。此缺陷不是撕裂,因为撕裂直探头在正面和背面探伤不到,在立柱内部才能探测到。此缺陷不是夹层,因为夹层通常有一定的宽度,直探头探伤夹层的信号波幅较高。因此,判定此缺陷为的穿孔,一条沿焊缝方向的长度为150 mm,宽度3~4 mm,距离上表面8 mm,自身高度7 mm的钢板母材穿孔,一条长长的空腔。
用火把对焊缝和母材区域进行预热后再进行气刨,当气刨到6 mm的时候,隐约看到一个空孔,气刨到距离上表面深度8 mm的时候,穿孔完全暴露,继续气刨到距离上表面深度15 mm时,穿洞消失,此时,这条长长的气孔被清除干净,可以再进行磁粉检测进行最终验证。气刨出来的穿孔如图6所示,继续气刨穿孔会完全暴露直至消失。

图6 气刨出来的穿孔
4 结果与分析
通过实验数据分析,解开了最初的疑问,此信号为靠近焊缝热影响区的母材内部的缺陷,不是常规的钢板夹层,常规的撕裂和夹层,此缺陷为环板母材内部的穿孔,即一条长长的空腔,沿焊缝方向的长度为150 mm,宽度3~4 mm,距离上表面8 mm,自身高度7 mm的钢板母材穿孔,比较少见的一种缺陷。按夹层判定的话就是一条很窄而长的夹层,就有点轻判了,它比夹层自身高度要高的多,它里面没有任何金属或非金属夹杂,而是空的。缺陷去除干净后,对气刨打磨的凹坑区域进行磁粉检验,在确认缺陷被彻底清除后,再严格按照返修程序进行堆焊返修,以保障环板焊缝强度。
5 结束语
当进行环板T型焊缝超声波检测时,不光要检测焊缝内部和热影响区的缺陷,母材内部的缺陷也要引起重视[11]。像这种穿孔虽然很少见,但危害极其严重。采用换探头、换方向、换检测面,多维度综合分析,定能对其进行准确的判定和精确的量化。在进行反面探伤时,实际上也可以也可以用斜探头的二次波在正面进行探测验证[12],效果是一样的。只是实验的实施采用一次波得到的数据更加直观和准确。如果空间允许,还可增加一个纵波直探头在立柱内壁对环板T型焊缝进行纵波直探伤,如此可以多一个关键的参考数据。总之,超声波检测环板T型焊缝的技术是可靠的,不管是常见缺陷还是罕见缺陷,利用直射波与多角度的斜射波正反两面进行探伤,焊缝和母材中的缺陷均可以有效检出和准确判定。
猜你喜欢
中国典型病例大全(2022年7期)2022-04-22
理论与创新(2020年11期)2020-07-26
小天使·六年级语数英综合(2018年10期)2018-10-15
电子制作(2018年17期)2018-09-28
价值工程(2018年25期)2018-09-26
中国现代医生(2017年24期)2017-10-17
军事文摘·科学少年(2016年7期)2016-09-20
科技视界(2016年6期)2016-07-12
股市动态分析(2014年48期)2014-12-18