一种不锈钢锅胆的机器人磨抛生产线
2022-11-27 10:36方旺
机电工程技术 2022年10期
方 旺
(广东博科数控机械有限公司,广东珠海 519175)
0 引言
不锈钢锅是一种家庭消费品,花样繁多,不仅市场需求量很大,而且也是我国出口的大宗商品。在不锈钢锅胆的加工过程中,其表面质量必须达到镜面要求,无抛光波浪纹和过热烧伤等缺陷,所有锅胆打磨抛光表面的质量均应达到电镀前的质量要求。目前的加工方法都是采用人工打磨抛光方式,采用多工位流水线的作业模式,造成产品表面质量一致性差,工人劳动强度大,始终处在粉尘污染环境中,对人体造成严重伤害。
因此,本文提出采用机器人磨抛生产线,正是为解决该行业痛点。生产线是在人工多工位流水线的工艺基础上研发的,通过配置机器人系统、打磨抛光机构、传感技术、打磨抛光系统软件等,实现了复杂形状工件打磨抛光的自动化,特别适合于恶劣环境下、多品种、大批量的柔性生产,能够提高产品质量,提高生产效率。机器人抛光打磨直接的作用就是可以将人从工作环境中替换出来,对改善劳动条件和产品的快速更新换代起着十分重要的作用。
对于广大制造业中小企业而言,市场的外部环境要求其要遵循订单批次的生产模式。相比抛光打磨的一些专机而言,机器人打磨的应用更具柔性。机器人应用只需要相应工装夹具做调整,其设备本体不需要特别改动,编辑并调用相应的程序命令就可做到更新切换,可以明显地缩短产品更新换代周期,减少相应的设备投入,因此机器人磨抛生产线受到中小企业的欢迎。同时助力企业实现智能化、柔性化、绿色化发展基础上,提供有力的技术支撑[1-3]。
1 机器人磨抛生产线组成
机器人磨抛生产线设计方案的主要关键技术:表面处理加工工艺流程分配与相应的应用程序编程;生产线设备必须适应多品种、多规格不锈钢锅加工要求,能实现抛光轮磨损的自动补偿;其磨抛工具磨损轴向和径向补偿功能保持表面接触压力恒定;在连续柔性打磨抛光过程中,保证磨抛工件表面均匀、光亮和一致性好;电控系统各自独立,且具有与输送带或者送料台通讯接口,可实现生产线的自动同步连续生产[4-9]。
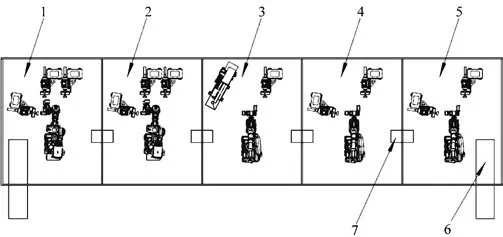
图1 机器人抛光生产线布局
加工方式由机器人一次抓取两件不锈钢锅胆,在打磨抛光设备上进行打磨、抛光,机器人抓取送料台上的不锈钢锅胆,利用工作站内部配套的不同设备,进行不同部位的打磨抛光。当前一道工序的工作站完成了不锈钢锅胆某部位的打磨、抛光后,机器人把不锈钢锅胆摆放至输送带或者中转台上,由输送带或者中转台完成工作站间的半成品传输。
1.1 工作站构成
(1)1号工作站
1号工作站的机器人和A型锅胆磨抛机,配套三角形千叶轮,打磨锅胆内底;机器人和B型锅胆磨抛机,配套千叶轮打磨锅内壁;机器人和B型锅胆磨抛机,配套尼龙轮,打磨锅内翻边。其中,机器人末端执行器与一体化真空夹具连接,一体化真空夹具包含有两个相同的內磨抛夹具;磨抛夹具经真空发生器与压缩空气连接,可同时加工两个工件相同的部位。
(2)2号工作站
2号工作站的机器人和A型锅胆磨抛机,配套三角形麻轮,抛光锅胆内底;机器人和B型锅胆磨抛机,配套多片麻轮,抛光锅内壁;机器人和B型锅胆磨抛机,配套单片油麻轮,抛光锅内翻边。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的內磨抛夹具;磨抛夹具经真空发生器与压缩空气连接,可同时加工两个工件相同的部位。
(3)3号工作站
3号工作站的机器人和砂带机,配套砂带,打磨锅外壁;机器人和B型锅胆磨抛机,配套千叶轮,打磨锅外翻边。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的外磨抛夹具;可同时加工两个工件相同的部位。
(4)4号工作站
LI Guozheng. Green mining: connotation definition, model exploration and implementation path[J]. Conservation and utilization of mineral resources, 2018(6):1-8.
4号工作站的机器人和B型锅胆磨抛机,配套单片油麻轮,抛光锅外翻边;机器人和B型锅胆磨抛机,配套多片油麻轮,抛光锅外壁、锅外底。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的外磨抛夹具,可同时加工两个工件相同的部位。
(5)5号工作站
5号工作站的机器人和B型锅胆磨抛机,配套多片油麻轮,抛光锅外壁、锅外底;机器人和B型锅胆磨抛机,配套布轮,清光锅外部。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的外磨抛夹具,可同时加工两个工件相同的部位。
(6)A型锅胆磨抛机
A型锅胆磨抛机,采用上下两个工位的叠层式布局,每个工位包括底座、磨抛光电机、打磨抛光轮及其快速更换组件、吸尘斗,还有用于保证轴向恒压力打磨抛光的气缸。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的內磨抛夹具;磨抛夹具经真空发生器与压缩空气连接,可同时加工两个工件相同的部位。
(7)B型锅胆磨抛机
B型锅胆磨抛机,采用上下两个工位的叠层式布局,每个工位包括底座、磨抛光电机、打磨抛光轮及其快速更换组件、吸尘斗,还有用于保证径向恒压力打磨抛光的气缸。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的內(外)磨抛夹具;磨抛夹具经真空发生器与压缩空气连接,可同时加工两个工件相同的部位。
(8)磨抛夹具
磨抛夹具经真空发生器与压缩空气连接,可同时加工两个工件相同的部位。一体化真空双工位夹具主体包括有:主体安装底座、与机器人连接法兰、驱动电机、减速机、轴承座与连接轴、两个大小伞齿轮组件和两个中空气缸组成。其中,夹具主体与机器人末端执行器连接,两个相同的內(外)磨抛夹具分别装入两个中空气缸并气夹紧,驱动电机经连接轴-大小伞齿轮组件带动两个相同的不锈钢锅胆旋转。
(9)电气控制系统
电气控制系统结构包括1号工作站、2号工作站、3号工作站、4号工作站和5号工作站的设备各自独立的电控系统,且具有与输送带或者送料台通讯接口,可实现生产线的自动同步连续生产。此外,还有输送带或者送料台、外罩防护和吸尘系统的电控单元。
1.2 生产线工艺流程
不锈钢锅胆打磨抛光部位,如图2所示。

图2 不锈钢锅胆打磨抛光部位
机器人磨抛生产线工作过程中由12道工艺组成,如图3所示。1号工作站中,通过在机器人的末端执行器上,连接一体化真空夹具,装夹内磨抛夹具,然后通过所述第一轴向A型锅胆磨抛机、三角形千叶轮和机器人配合,实现了锅胆内底的打磨工序,继而通过千叶轮、第一径向B型锅胆磨抛机和机器人配合,实现了锅内壁的打磨工序,最后通过尼龙轮、第二径向B型锅胆磨抛机和机器人配合,实现了锅内翻边的打磨工序[10-12]。
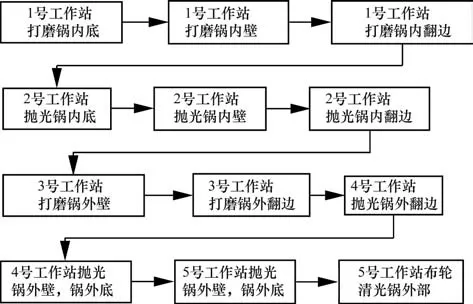
图3 不锈钢锅胆的磨抛工艺流程
2号工作站中,通过在机器人的末端执行器上,连接一体化真空夹具,装夹内磨抛夹具,然后通过所述三角形麻轮、第二轴向A型锅胆磨抛机和机器人配合,实现了抛光锅胆内底的工序,继而通过多片麻轮、第三径向B型锅胆磨抛机和机器人配合,实现了抛光锅内壁的工序,最后通过单片油麻轮、第四径向B型锅胆磨抛机和机器人配合,实现了抛光锅内翻边的工序。
3号工作站中,通过在机器人的末端执行器上,连接一体化真空夹具,装夹外磨抛夹具,继而通过所述砂带机和机器人配合,实现了打磨锅外壁及锅外底的工序,然后通过千叶轮、第五径向B型锅胆磨抛机和机器人配合,实现了打磨锅外翻边的工序。
4号工作站中,通过在机器人的末端执行器上,连接一体化真空夹具,装夹外磨抛夹具,然后通过所述单片油麻轮、第六径向B型锅胆磨抛机和机器人配合,实现了抛光锅外翻边的工序,继而通过多片油麻轮、第三轴向A型锅胆磨抛机和机器人配合,实现了抛光锅外壁、锅外底的工序。
5号工作站中,通过在机器人的末端执行器上,连接一体化真空夹具,装夹外磨抛夹具,进而通过多片油麻轮、第七径向B型锅胆磨抛机和机器人配合,实现了抛光锅外壁、锅外底的工序,继而通过布轮、第八径向B型锅胆磨抛机和机器人配合,实现了清光锅外部的工序。
2 测试与结果分析
通过生产线的测试,验证了工艺流程的正确性和机器人自动化磨抛的可行性,生产线加工节拍每60 s完成2件产品,减少工人12人,所有不锈钢锅胆表面的质量均达到电镀前的质量要求,满足了客户的要求,也达到了设计目标。结果也表明,打磨抛光过程必须具有力的反馈控制机构和抛光轮的自动补偿,确保不锈钢锅胆抛光质量的稳定;机器人对压力的控制,既能够防止意外发生,也能够保护机器人本身和工件;锅磨机轴向和径向补偿功能,能够保持表面接触压力恒定,避免不锈钢锅胆表面受热损伤。
测试过程中,采用了千叶轮,它是集砂带磨削和柔性研磨于一体的工具,能够实现高效率的磨抛加工,实现不锈钢锅胆拉伸条纹和氧化皮的去除。在切换不同规格的不锈钢锅胆进行磨抛,只需要更换夹具,编辑并调用相应的程序即可完成,明显缩短更换周期。
3 结束语
通过上述的分析,机器人磨抛生产线一定程度上提高了不锈钢锅胆磨抛行业的效率,对实际生产具有十分重要的指导意义。随着科技和信息技术的飞速发展,自动化的打磨抛光技术将得到大规模的应用,利用机器人的灵活性和柔性,解决自动化上下料、视觉识别、视觉检测并降低人员需求;配合信息技术,实行加工数据收集、整理、分析以及进一步发展成为工业互联网,可以极大提高磨抛的自动化、智能化程度;通过工业互联网技术,实现远程控制及下载优化工艺软件,最终提高生产效率,增强企业的核心竞争力,实现产业体系向智能化、柔性化、绿色化发展。
猜你喜欢
内燃机与配件(2022年19期)2022-12-02
液压与气动(2022年10期)2022-11-27
汽车实用技术(2022年15期)2022-08-19
汽车工艺师(2021年7期)2021-07-30
意林(2020年10期)2020-06-01
作文·初中版(2019年8期)2019-09-09
汽车维修技师(2019年2期)2019-08-23
中国社区医师(2016年8期)2016-12-20
杭州(2015年9期)2015-12-21
全国新书目(2009年9期)2009-06-10