激光熔覆制备GH4169材料的工艺及性能研究*
2022-11-27 10:35王常浩郭志威刘淑杰
机电工程技术 2022年10期
张 晟,王常浩,吕 帅,郭志威,张 淼,刘淑杰※
(1.大连理工大学重大装备设计研究所,辽宁大连 116024;2.中兴通讯股份有限公司天津分公司,天津 300100)
0 引言
激光熔覆又称激光增材制造技术,在零件再制造、绿色制造领域具有广泛的应用。镍基高温合金GH4169材料具有优秀的物理性能和机械性能,且加工性能良好,各种形状以及多种加工难度较高的零部件都可以用该镍基合金来进行加工,在航空航天及石油化工等领域,该材料都有着十分普遍的应用。针对该材料的激光型材修复工艺研究具有重要研究价值。
蔡军等[1]进行常用于航空领域材料FGH95的激光熔覆工艺条件探究,获得了加工工艺参数变化对于已修复试样金相组织和力学性能的影响规律,并且提出了在激光熔覆过程中用来避免缺陷的措施;王辉明等[2]开展关于航空发动机涡轮盘篦齿的激光熔覆实验,推出一种可实际应用的的修复方法。窦磊等[3]对于某型号航空发动机涡轮支承轴座内孔磨损故障问题,使用激光熔覆修复技术,证明激光熔覆修复后性能达到应用标准;卞宏友等[4-5]对航空领域普遍应用的材料镍基高温合金GH4169激光熔覆技术开展广泛研究,获得了激光熔覆过程中工艺参数变化对于激光熔覆后材料组织及力学性能的影响规律。上述研究均取得了一定的研究成果。
激光熔覆后GH4169合金质量要达到或接近锻件水平,而激光熔覆技术加工工艺参数的变化对制造过程中的熔池尺寸、凝固速度和温度梯度等均会产生影响,进而对熔覆层的金相组织和力学性能产生影响。所以合理选用激光熔覆工艺参数,对于取得良好的零部件修复后性能非常重要。本文主要进行激光熔覆技术制备GH4169材料薄壁试样性能分析,通过静载力学实验,分析不同工艺参数对其物理机械性能的影响。
1 GH4169激光熔覆制造工艺参数选择
1.1 研究材料与实验设备
本文以镍基高温合金GH4169作为研究对象。GH4169合金是以体心四方的γ"和面心立方的γ′相沉淀强化的镍基高温合金,国外牌号为Inconel718。它在-253~700℃的温度范围内拥有非常良好的综合性能,650℃以下的屈服强度在变形高温合金之中排首位,并且拥有良好的抗疲劳、抗辐射、抗氧化、耐腐蚀性能,还有着良好的加工性能、焊接性能和长期组织稳定性,可以用于制造各种各样形状复杂的零部件,在航空、核能、石油化工等行业中,在上述温度范围内有着非常广泛的应用。
激光熔覆实验使用的粉末材料是GH4169球形粉末,粉末粒度范围为53~150 μm,粉末化学成分比例如表1所示。为了避免粉末中所含水分造成粉末粘结,影响熔覆层质量,对其进行烘干处理,烘干工艺为:120℃烘干2 h。实验中使用GH4169合金锻件为基体材料,尺寸为120 mm×60 mm×10 mm。在金相组织检测前,使用王水溶液对试样表面进行腐蚀[6]。
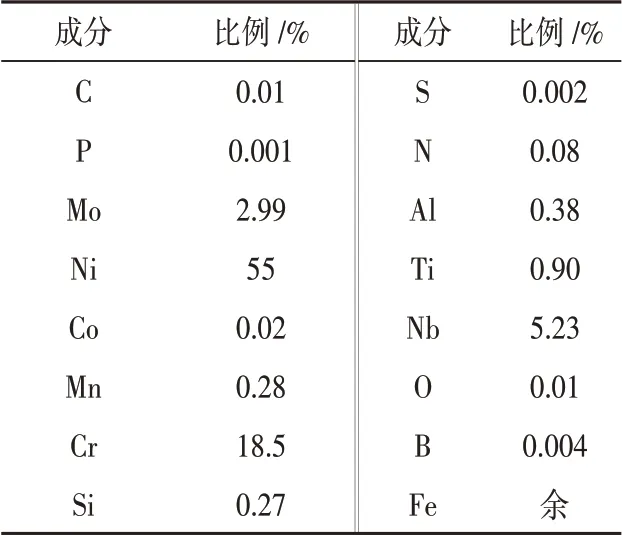
表1 GH4169合金粉末成分
使用大连理工大学机械工程学院可持续设计与制造研究所搭建的激光熔覆制造系统上完成本激光熔覆试验,如图1所示。该系统由以下5个设备组成。
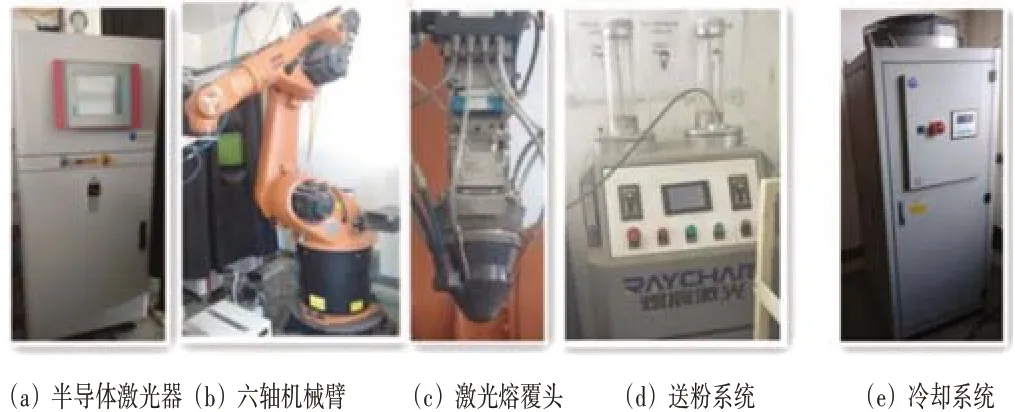
图1 激光增材制造系统
(1)使用的半导体激光器是来自于Laserline公司,型号为LDF4000-100,它可以发射的最大激光功率为4 400 W,拥有高达45%的光电转换效率,能够发射波长范围在900~1 070 nm的激光。
(2)使用来自于KUKA公司六轴工业机械手KE30HA完成同轴激光熔覆头多自由度移动,进而进行多角度激光熔覆。
(3)同轴激光熔覆头型号是Precitec YC52,该熔覆头具有坚固且紧凑的结构,适用于较高的激光功率,能够实现比较好的过程重复性。
(4)采用来自于煜宸科技有限公司的RC-PF-01B-2型负压式气载送粉系统,送粉质量相对误差可以控制在单位时间1%以内。
(5)所使用的精密冷水机采用来自于同飞制冷设备有限公司生产的MCWL-150T-01AK1S4,用来冷却激光熔覆头和半导体激光器,并且控制其温度范围15~50℃。
除了以上设备组成的激光熔覆系统之外,还需要使用金相变频磨抛机和尼康光学显微镜(MA 100)对试件进行打磨、抛光和金相微观组织观测。
1.2 工艺参数确定
本实验要根据良好的单道单层激光熔覆工艺参数来制备镍基高温合金GH4169薄壁试样,单道单层激光熔覆层质量对单道多层激光熔覆层质量有着非常重要的影响,选择良好的单道单层工艺条件可以避免薄壁试件产生裂痕、孔洞等缺陷,因此首先需要选择良好的单道单层激光熔覆制造工艺条件。在激光熔覆过程中激光功率、扫描速度和送粉量等3个工艺参数对熔覆层质量影响是最大的。一般而言,激光功率增加会使温度增加,进而增加粉末融化量;扫描速度增加会减少单位时间内粉末受照射温度,粉末融化量减少致使空洞增加。因此需要选用不同激光功率、扫描速度和送粉量这3个工艺参数配比制造单道单层激光熔覆试样,分析试样金相微观组织,根据试样的微观金相组织选择组织均匀致密、成型效果好试样的工艺参数,用来制备薄壁试样。
根据相关参考文献对于镍基高温合金GH4169激光成形工艺参数的研究[7-8],结合本实验使用的激光熔覆制造系统,选择进行实验的激光功率范围P=800~2 000 W,扫描速度范围vS=4~8 mm/s,固定送粉速度为vf=9 g/min。根据正交试验法对实验参数进行分配,对比实验的工艺参数组合如表2所示。
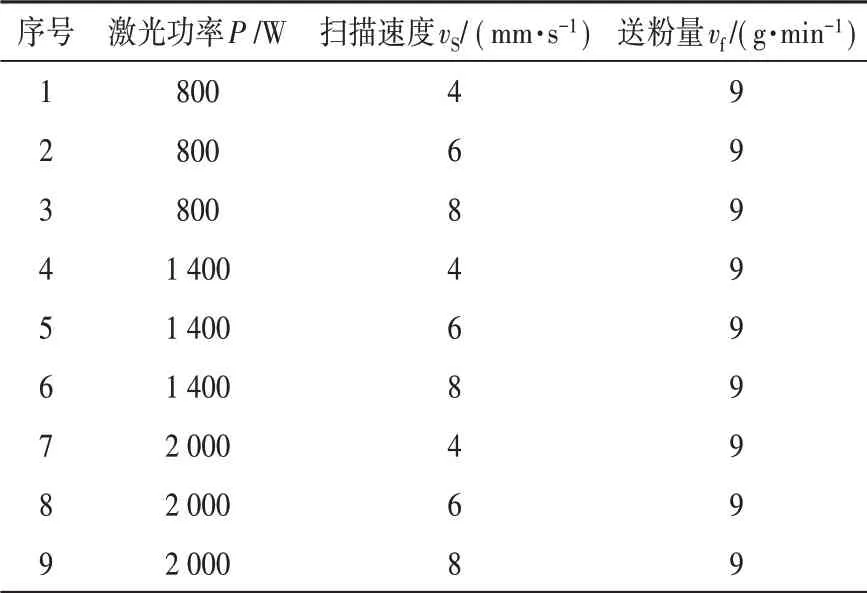
表2 对比实验工艺参数组合
使用表2中所示工艺参数进行激光熔覆,获得9个单道单层熔覆试样,如图2所示。用序号1~9表示通过不同工艺参数制备的激光熔覆试样。

图2 单道激光熔覆层形貌
首先对激光熔覆后板材进行线切割切取试样,使用亚克力树脂进行镶件,然后使用金相变频磨抛机对试样进行打磨和抛光,最后使用王水溶液进行化学腐蚀制作成金相样品,如图3所示。
图3金相样品
图4所示为通过9种工艺参数组合制备的激光熔覆试样微观金相组织。通过对试样熔覆层微观组织进行分析发现,在试样5的工艺参数下:激光功率1 400 W、扫描速度6 mm/s、送粉量9 g/min,熔覆层枝晶细密并且分布均匀,所以使用这个工艺参数组来加工GH4169合金单道多层薄壁试样。
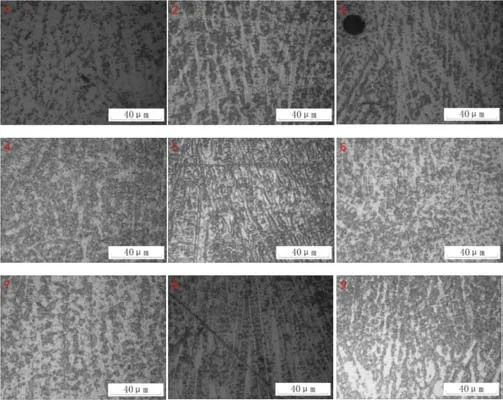
图4 9种工艺参数激光熔覆试样微观组织
2 激光熔覆GH4169合金性能表征实验
想要激光熔覆修复材料性能要求达到甚至超过新品,那么材料的拉伸性能对其使用性能产生了决定性作用。因此为了测试修复后材料性能是否可以达到预期的需求,需要检测其拉伸性能。
选择第1.2节确定的制造工艺参数:激光功率1 400 W,扫描速度6 mm/s,送粉率9 g/min。在上述工艺参数下,选择往复式扫描方式制备薄壁试件,激光头每次抬升量0.2 mm,利用激光熔覆技术制造镍基高温合金合金GH4169薄壁试样,如图5所示。对图中薄壁试样进行线切割和抛光,获得拉伸试验标准试样,拉伸实验标准件尺寸及加工后所获得的拉伸试样如图6所示,拉伸试样尺寸参照《GB/T228.1-2010金属材料室温拉伸实验方法》[10]设计,对激光熔覆拉伸试样进行双时效热处理来消除制造过程中所产生的残余应力。对热处理后的试样进行室温拉伸实验,因此可以获得试样的抗拉强度、屈服强度、断后延伸率等物理力学性能。

图5 激光增材制造GH4169合金薄壁试样

图6 拉伸试样
目前镍基高温合金GH4169具有3种使用广泛的热处理方式[9]:时效处理、固溶处理、直接时效处理。根据使用场合的不同来使用不同的热处理方式,热处理可以提高镍基高温合金GH4169的抗拉强度、抗冲击性能,并且消除合金缺口敏感性和加工制造时产生的残余应力。本文采用直接时效热处理:首先在720±10℃温度下时效处理8 h,然后以50℃/h的速度炉冷至620±10℃,并且在这个温度下时效处理8 h,最后空冷至室温。按照这个热处理制度对材料进行处理后,材料中的δ相较少,可以增强材料的强度和冲击性能。
3 拉伸实验及结果分析
室温拉伸实验标准同样参照参考文献[10],测试激光熔覆制造试样的拉伸性能。对拉伸试样进行直接时效热处理。使用国产WDSl00型电子万能材料试验机进行室内拉伸试验,试验中所加载拉伸速率为2 mm/min,使用引申计记录试件标距位移的变化。
通过获得的拉伸曲线,计算出激光熔覆GH4169合金拉伸试样力学性能。首先使用拉伸实验获得的实验数据计算出应力应变值,然后通过计算拟合出试样真应力-应变曲线,接下来通过曲线得到激光熔覆后材料的屈服强度、抗拉强度等参数。通过测量拉伸断裂后试件标距长度计算材料断后延伸率。激光熔覆GH4169合金拉伸试样热处理后室温拉伸应力-应变曲线,如图7所示。由图可看出,在对激光熔覆GH4169合金拉伸试样进行热处理后其屈服强度为1 052 MPa,抗拉强度为1 314 MPa,断后延伸率为12.5%。根据中国航空材料工业手册得知GH4169直接时效热处理后抗拉强度为1 240 MPa,激光熔覆制造后材料抗拉强度为原始材料的105.9%,性能良好。
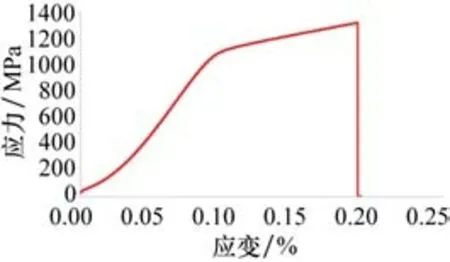
图7 真实应力应变曲线
4 结束语
本文主要研究了镍基高温合金GH4169激光熔覆工艺参数变化对激光熔覆成型层微观组织的影响,选择良好的激光熔覆工艺参数制备薄壁试样,并测量激光熔覆试样力学性能。使用对比实验来研究9种不同的激光功率、扫描速度和送粉量等加工工艺参数配合对激光熔覆成型层微观组织的影响。通过分析获知在激光功率1 400 W、扫描速度6 mm/s、送粉量9 g/min时,激光熔覆成形层微观组织分布均匀细密,质量较好。由此选择该组工艺参数,制备GH4169合金拉伸试样,并对其进行热处理。通过拉伸实验获知,热处理后抗拉强度为1 314 MPa,根据中国航空材料工业手册得知GH4169直接时效热处理后抗拉强度为1 240 MPa,激光熔覆制造后材料抗拉强度为原始材料的105.9%,性能良好。
猜你喜欢
铝加工(2022年3期)2022-11-24
材料与冶金学报(2022年2期)2022-08-10
军民两用技术与产品(2021年8期)2021-11-24
粉末冶金技术(2021年3期)2021-07-28
汽车工程(2021年12期)2021-03-08
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
消费导刊(2018年10期)2018-08-20
汽车零部件(2017年3期)2017-07-12