
基于激光三维扫描的裂纹可视化表征方法
2022-11-22 09:03樊俊铃秦纪仇
无损检测 2022年10期
焦 婷,宁 宁,樊俊铃,秦纪仇
(1.中国飞机强度研究所 六室 , 西安 710065;2.上海恩眠机电科技有限公司 技术中心,上海 200240)
疲劳裂纹是飞机结构中的典型损伤[1],会造成飞机结构强度降低,承载能力下降,对飞机结构完整性产生严重威胁。如果不能及时准确地发现裂纹并检测其扩展情况,飞行安全会受到严重威胁[2-3]。对机体主要承载结构和重要部件进行裂纹检测是增加飞机安全性和可靠性,降低飞机维修成本和运行成本的一种重要手段[4]。
随着计算机技术的发展,许多学者尝试使用新技术检测和表征裂纹。TAO等[5]采用卷积神经网络自动识别金属表面裂纹;卢鹏[6]采用高分辨率CT成像获得了三维裂纹在弯曲载荷作用下的扩展行为及其形态。
近年来激光三维扫描技术发展迅速,该技术利用激光测距原理,通过高速激光扫描测量方法,可以在高分辨率下大面积获取被测对象表面的高精度三维坐标数据以及大量空间点位信息,快速建立物体的高精度、高分辨率三维模型[7-9]。其具有快速、高精度、数字化、自动化、实时性强等特点,在目标识别、分类和高精度三维成像及测量方面有着独特的技术优势[10-11]。将激光三维扫描技术用于裂纹表征,不仅可以获得裂纹特征信息,而且可以在三维模型中表征裂纹特征和裂纹形貌,提高后续的分析效率。
因为裂纹是缝状损伤,宽度约为几十微米,存在局部裂纹与结构尺寸之间的跨尺度效应,所以研究三维激光成像技术表征裂纹特征的精度非常必要。
笔者将激光三维扫描技术应用于裂纹表征,通过对4种代表不同目视可检难易程度的典型裂纹特征进行参数化表征,并对典型裂纹特征试样进行激光三维扫描,建立了激光三维扫描识别能力与飞机典型疲劳裂纹特征的对应关系。
1 激光三维扫描仪
试验设备为工业级手持式激光三维扫描仪。扫描仪主要由光学成像部分、机械传输部分和电力部分组成,扫描仪的核心器件是完成光电转换功能的电荷耦合器件(CCD),又称感光接收头。扫描仪通过自身携带的光源照射被扫描对象,产生反射光或透射光,光学系统接收这些光线将其聚焦到CCD上,由CCD将光信号转换,生成电信号,然后进行模/数转换成数字图像信号,再通过一系列处理生成目标模型,具体过程如下。
(1) 扫描仪的两组相机可以分别获得投影到被扫描对象上的激光,该激光随对象形状变化发生变形,由于这两组相机事先经过准确标定,故可以通过计算获得激光所投影的线状三维信息。
(2) 扫描仪根据固定在被测物体表面的视觉标记点来确定扫描仪在扫描过程中的空间位置,这些空间位置被用于空间位置转换。
(3) 利用第一步获得的线状三维信息和第二步所确定的扫描仪空间相对位置,移动扫描仪,不断获取激光所经过位置的三维信息,从而形成连续的三维数据。
扫描仪每米的扫描精度最高可达0.02 mm,扫描速率可到1 350 000次·s-1,最大扫描面幅为1440 mm×860 mm(长×宽),景深为925 mm,工作温度为-10~40 ℃。摄像头分辨率是扫描仪精度的主要影响因素,另外软件算法、硬件稳定性和操作环境(人员水平、温度、震动等)也会对精度产生影响。
2 含裂纹试样及其裂纹特征表征
2.1 典型裂纹特征试样
铆钉/螺栓连接是飞机结构中最常见的连接形式,由于孔边应力集中,铆钉/螺栓孔边是最容易出现疲劳裂纹的部位,也是飞机结构的危险部位。因此,选用板材中心孔边裂纹试样作为激光三维扫描识别对象。
按照目视可检程度由容易到困难,制备4种典型中心孔边裂纹特征试样,1#试样裂纹为人工裂纹,2#试样裂纹为易于目视可见裂纹,3#试样裂纹为目视可见裂纹,4#试样裂纹为目视勉强可见裂纹。4种典型中心孔边裂纹试样照片如图1所示,裂纹特征由方框圈出。
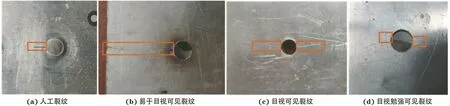
图1 4种典型中心孔边裂纹特征试样照片
2.2 典型裂纹特征表征
裂纹目视可检难易程度与裂纹尺寸、光照条件和可接近条件等有关[12]。三维激光扫描是通过激光对物体进行精确测量,不受光照条件影响,且4种试样均为板件,无遮挡,可视为条件一致。因此,笔者开展基于激光三维扫描技术的表面裂纹特征识别,提取裂纹长度、裂纹宽度和裂纹两侧高度差作为重构参数来表征裂纹可视化识别特征。
裂纹长度是指从裂纹萌生点到裂纹尖端的距离。使用游标卡尺测量裂纹长度,精度为0.01 mm。裂纹宽度是指裂纹局部张开的尺寸。在裂纹闭合情况下,基于可视化表征,以裂纹颜色明显变化界限之间的距离作为裂纹宽度。裂纹宽度的光学显微镜测量结果如图2所示。裂纹颜色改变主要是由于裂纹发生塑性变形,而塑性变形尺寸受裂纹尖端塑性区尺寸影响。自然裂纹的裂纹长度增加,裂纹尖端应力强度因子增大,塑性区尺寸增大,裂纹宽度增大。
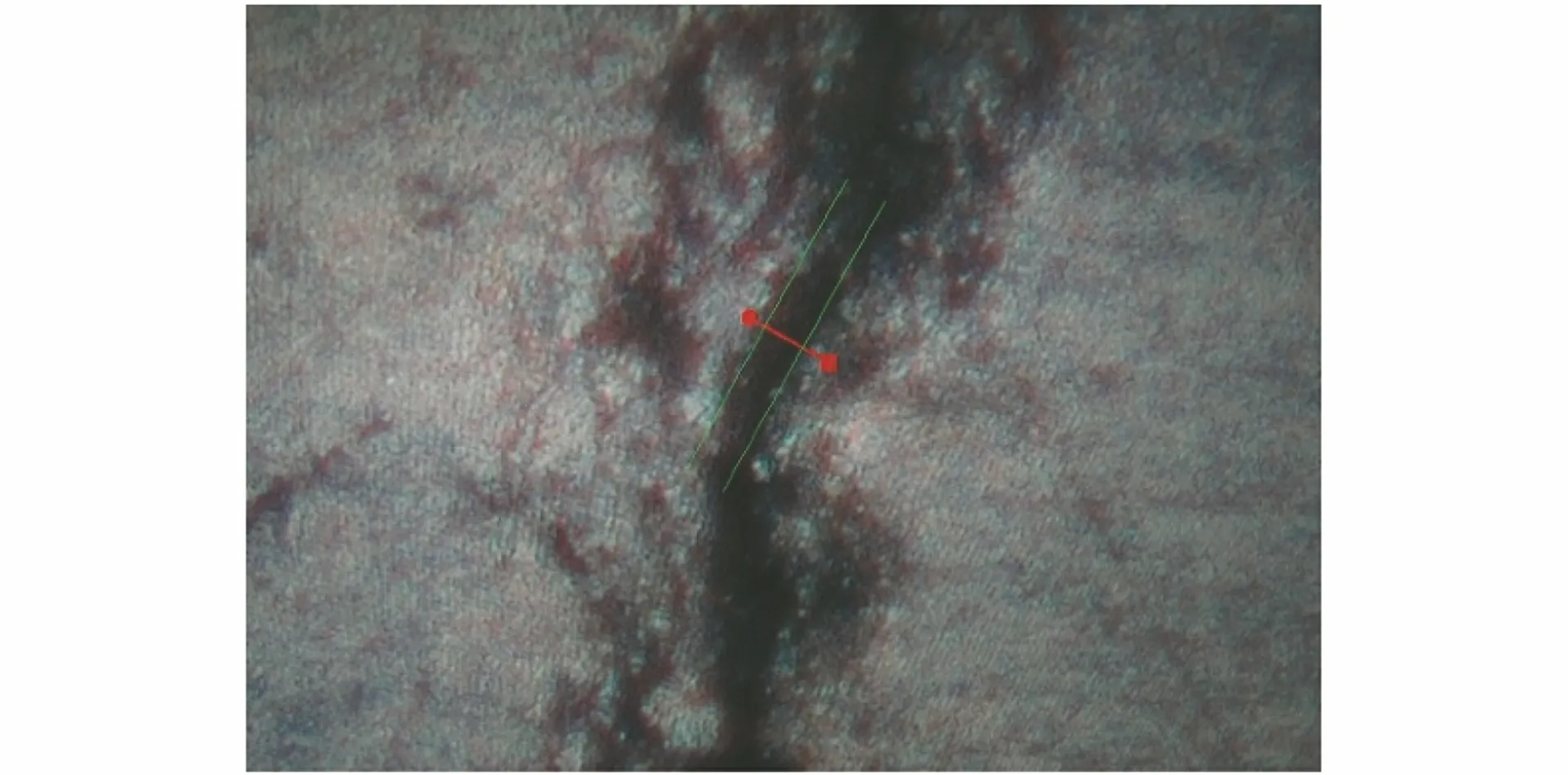
图2 裂纹宽度的光学显微镜测量结果
因为2#试样裂纹长度较长,所以,测量了2#试样靠近中心孔和靠近试样边缘两个位置的裂纹宽度。裂纹作为分界线将试样局部表面分为两部分,试样承载形式和裂纹扩展过程中能量释放会造成裂纹发生错位,使裂纹两侧产生高度差。2#试样在裂纹长度方向上不同位置处的裂纹两侧高度差明显不同,因此,使用光学显微镜对2#试样测量了靠近中心孔和靠近试样边缘两个位置的裂纹两侧高度差进行测量。其结果如图3所示。在由光学显微镜生成的景深图上,在裂纹两侧分别选择5个均匀对称分布的测量点,测量垂直于裂纹表面方向的高度值,对两侧高度值取平均值,再对平均值作差,即为裂纹两侧高度差。光学显微镜采用光栅刻度尺校准测量,裂纹宽度和裂纹两侧高度差的测量精度为0.001 mm。

图3 裂纹两侧高度差的光学显微镜测量结果
裂纹长度和裂纹宽度代表结构表面平面内两个垂直方向的裂纹特征重构参数,裂纹两侧高度差代表垂直于裂纹表面方向的裂纹特征重构参数,三个重构参数共同组成了裂纹特征在结构表面三维方向的特征尺寸。
4种典型中心孔边裂纹特征试样的裂纹长度测量结果如图4所示。4种典型中心孔边裂纹特征试样的裂纹宽度和裂纹两侧高度差测量结果如图5所示。
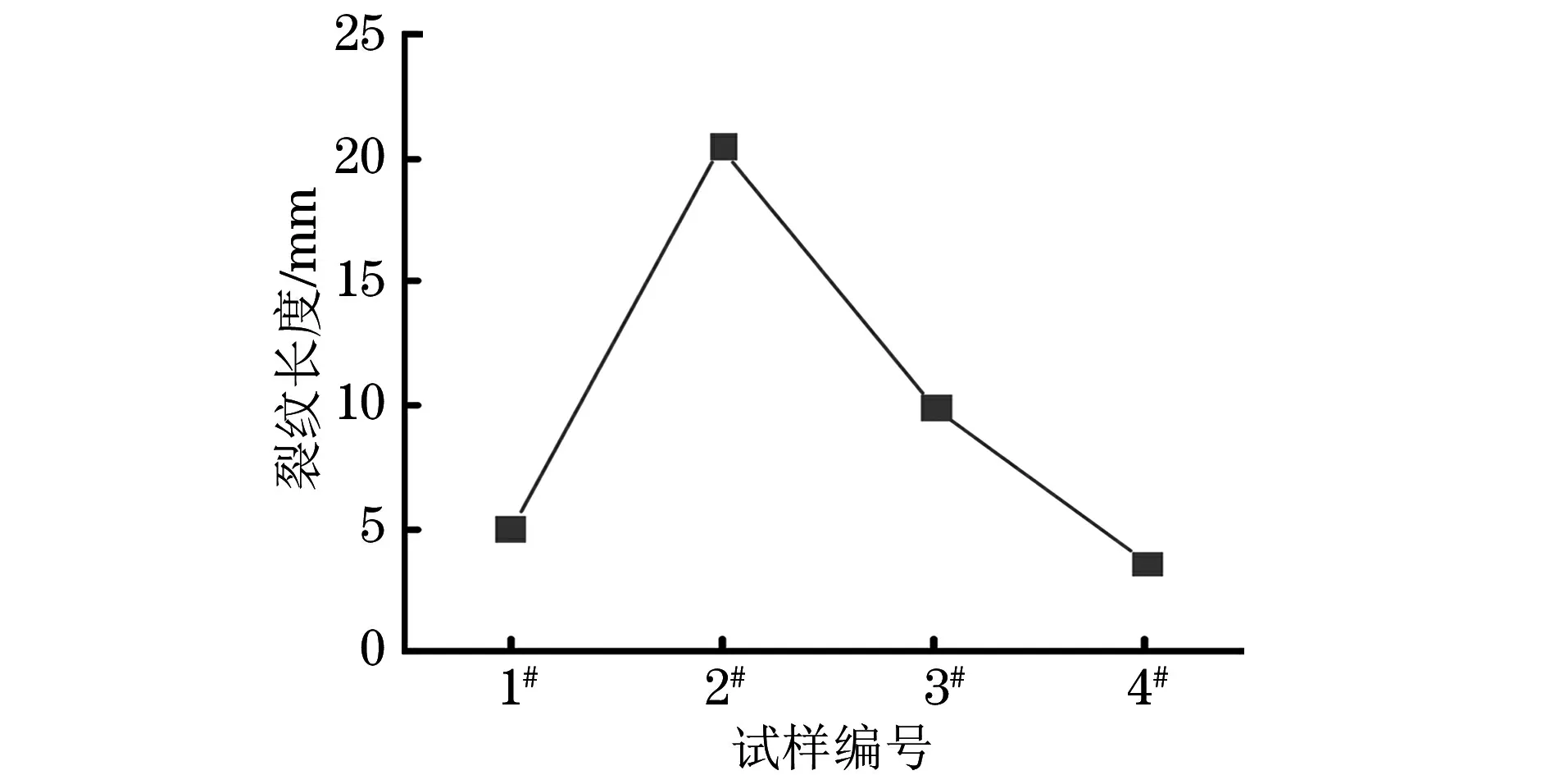
图4 1#4#试样裂纹长度测量结果
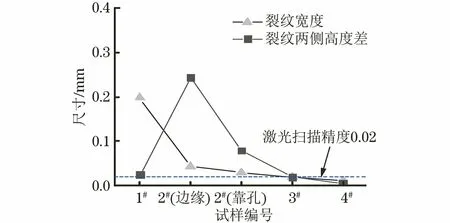
图5 1#4#试样裂纹宽度和裂纹两侧高度差测量结果
4种裂纹特征的裂纹宽度随着目视可检困难程度增加而减小,宽度为0.198 mm的人工裂纹(1#试样)容易目视识别。自然裂纹的裂纹两侧高度差随着目视可检困难程度增加而减小,易于目视可见裂纹(2#试样)在靠近边缘位置的裂纹两侧高度差为0.244 mm,容易目视识别。目视勉强可见裂纹(4#试样)的裂纹宽度和裂纹两侧高度差最小,分别为0.011 mm和0.005 mm,并且裂纹长度也最小,为3.56 mm,目视可检难度最大。裂纹长度、裂纹宽度和裂纹两侧高度差这三个重构参数尺寸与裂纹目视可检难易程度的对应关系证明了选用参数的合理性。
3 基于激光三维扫描的裂纹特征识别
由于含裂纹试样扫描范围为50 mm×50 mm(长×宽),选用手持式激光三维扫描仪即能满足扫描面幅和扫描效率的要求。首先利用标定板对手持式激光三维扫描仪进行标定;然后,在试样上黏贴标记点,标记点不规则分布;最后采用7束平行蓝色激光以精细扫描模式对4个试样的裂纹特征进行激光三维扫描建模,每件试样的激光三维扫描和建模时间约为10 min。
1#试样人工裂纹特征激光三维扫描模型如图6所示,人工裂纹的宽度比精度尺寸低一个量级,激光三维扫描能够识别人工裂纹,但在铆钉边缘拼接处存在遗漏点云数据的情况。2#试样易于目视可见裂纹特征激光三维扫描模型如图7所示,易于目视可见裂纹的裂纹宽度与精度尺寸基本相当,而裂纹两侧高度差特征尺寸是精度尺寸的好几倍,激光三维扫描能够识别易于目视裂纹。3#试样目视可见裂纹特征激光三维扫描模型如图8所示,目视可见的裂纹宽度、裂纹两侧高度差特征尺寸与精度尺寸相当,激光三维扫描能够识别目视可见裂纹形貌特征,并能根据裂纹形貌特征与划痕区分开来。4#试样目视勉强可见裂纹特征激光三维扫描模型如图9所示,目视勉强可见裂纹的宽度和裂纹两侧高度差两个特征参数尺寸都小于精度尺寸,无法识别。

图6 1#试样人工裂纹特征激光三维扫描模型
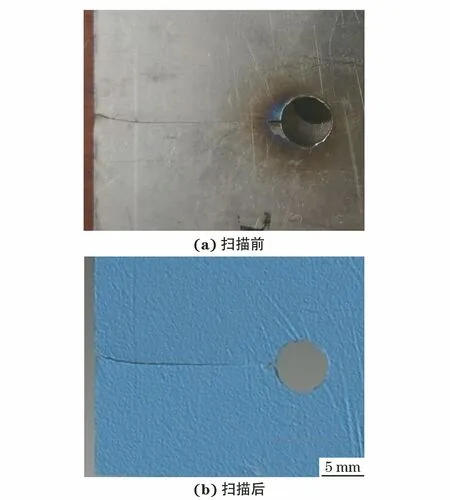
图7 2#试样裂纹特征激光三维扫描模型

图8 3#试样裂纹特征激光三维扫描模型

图9 4#试样裂纹特征激光三维扫描模型
由此得出激光三维扫描技术对典型中心孔裂纹特征的识别能力排序(由易到难)为:人工裂纹≈易于目视裂纹>目视可见裂纹>目视勉强可见裂纹,与目视可检难易程度排序一致。激光三维扫描识别技术对裂纹宽度和裂纹两侧高度差这两个参数比较敏感,如果其中一个参数尺寸比扫描精度大几倍,即使另一个参数尺寸与扫描精度相近,激光三维扫描也可精确识别裂纹特征并进行建模。
为了验证激光三维扫描技术对裂纹特征的测量精度,在易于目视可见裂纹(2#试样)激光三维扫描模型中,测量了靠近孔边和靠近边缘两个位置的裂纹两侧高度差,并与光学显微镜测量结果进行对比,其结果如表1所示。由表1可以看出,激光三维扫描模型测量结果与光学显微镜测量结果的误差在15%以内,进一步证明了激光三维扫描模型能够精确识别裂纹特征。测量结果存在一定偏差的主要原因是两种方法的测量位置无法保证完全一致。
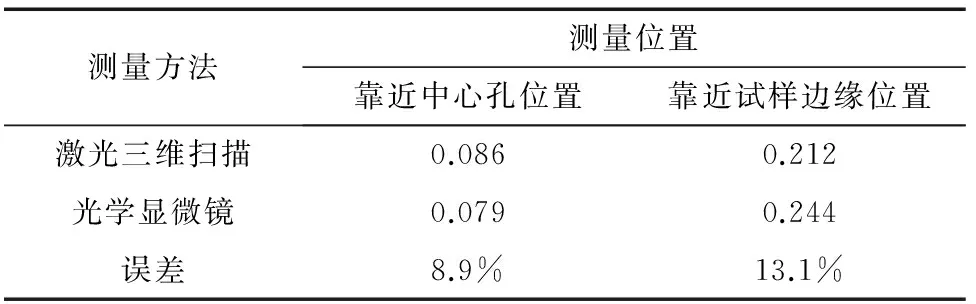
表1 2#试样裂纹两侧高度差测量结果对比 mm
4 结论
(1) 采用激光三维扫描技术对4种不同目视可见难易程度裂纹进行识别,证明裂纹长度、裂纹宽度和裂纹两侧高度差可作为表征局部裂纹特征的重构参数,定量表征目视可见程度。从裂纹细观尺寸方面给出了目视勉强可见裂纹的识别条件,当目视裂纹宽度和裂纹两侧高度差均大于0.02 mm时,目视可观察到裂纹。
(2) 激光三维扫描技术可提取不小于精度尺寸的裂纹特征尺寸,能够识别人工裂纹、易于目视可见裂纹和目视可见裂纹,具有高精度裂纹损伤识别和可视化检测能力。
(3) 激光三维扫描技术可用于检测飞机结构裂纹扩展情况,能够测量裂纹扩展长度,还能够识别裂纹形貌和裂纹走向,并对裂纹进行精确定位。该方法为飞机结构裂纹可视化表征提供了一种新的技术手段。
猜你喜欢
现代职业安全(2022年7期)2022-12-17
现代仪器与医疗(2022年2期)2022-08-11
江河文学(2021年3期)2021-07-14
少林与太极(2021年1期)2021-06-20
模具制造(2019年3期)2019-06-06
健身气功(2019年2期)2019-04-18
医学研究杂志(2015年5期)2015-06-10
现代营销·经营版(2015年3期)2015-04-20
人生十六七(2015年5期)2015-02-28
现代营销·经营版(2013年5期)2013-05-14
