炼油原油罐切水高COD废水处理实验研究
2022-11-15 03:00:40来晓芳
全面腐蚀控制 2022年10期
来晓芳
(乌鲁木齐石化研究院,新疆 乌鲁木齐 831400)
0 引言
随着炼化原料劣质化、加工工艺复杂化以及环保管理严格化,重度污染点源废水成为制约炼化污水达标的关键点,并已成为众多燃料-化工型炼化企业的环保治理难点。目前原油带水较多,有些原油罐底脱水,虽水色澄清、肉眼可见固体颗粒少、含油量不高、可生化性差,集中体现在COD较高,处理难度大,重度污染点源废水直排到供排水厂,会造成高污染物负荷冲击,进而导致后面的一系列污水处理单元难以维持正常运行[1]。如何能快速有效处理高COD原油罐切水,从而达到污水处理系统可以接受的程度,成为原油炼制过程中一个亟待解决的问题。
针对原油切水高COD的处理方法,主要使用化学混凝法、高级氧化法、吸附法、膜处理法、生化法和电化学法[2-5]等。本研究以某炼油厂原油罐切水为研究对象,采用絮凝法、芬顿氧化法、活性炭吸附法对原油罐的切水进行预处理实验,考察了不同的工艺条件下,去除COD效果。
1 试验部分
1.1 试剂、仪器及分析方法
试剂:H2O2(30%,分析纯),FeSO4.7H2O(分析纯),H2SO4(分析纯),NaOH(分析纯)。
材料:聚合氯化铝(PAC);活性炭(江苏竹海活性炭有限公司)
仪器:ZR4-6混凝实验搅拌器;HACH DRB 200-快速COD消解仪;HACH2400分光光度仪;PB2002-N电子分析天平;
分析方法:采用HJ/T 399-2007水质 化学需氧量的测定 快速消解分光光度法。
实验用水:高COD废水取自某炼油厂油品车间原油罐切水(如表1所示)。
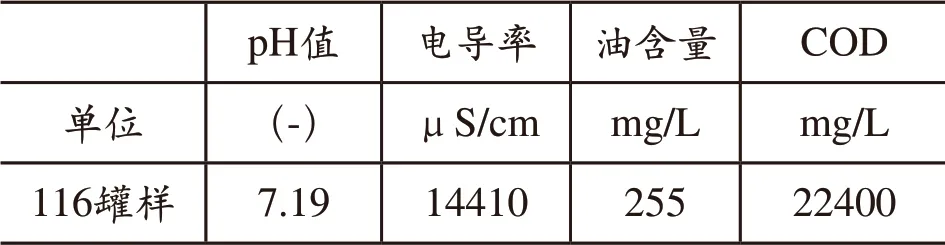
表1 某车间原油罐切水水质分析表
1.2 试验过程和结果
1.2.1 絮凝剂对COD的去除效果
取0.5L的废水置于混凝搅拌器的2L烧杯中,用混凝搅拌器以250r/min的转速搅拌,60s之后一滴一滴加入絮凝剂,按照30mg/L、60mg/L、90mg/L、120mg/L、150mg/L、180mg/L、210mg/L、240mg/L、270mg/L、300mg/L、330mg/L、360mg/LPAC的浓度进行试验。然后以160r/min的转速搅拌30min,然后静置2h,取上层液体进行COD和氨氮的测定,其检测数据如图1所示。
随着絮凝剂的加入,使水体中的胶体和细小颗粒物聚集,破坏了胶体稳定性,成为具有可分离特性的絮凝体,再加以分离除去。由图1所示:每1L废水投加210mg/L的PAC可将COD从9850mg/L降至8540mg/L,去除率最高为13.30%;由此可知采用絮凝法对于COD去除效果不理想。
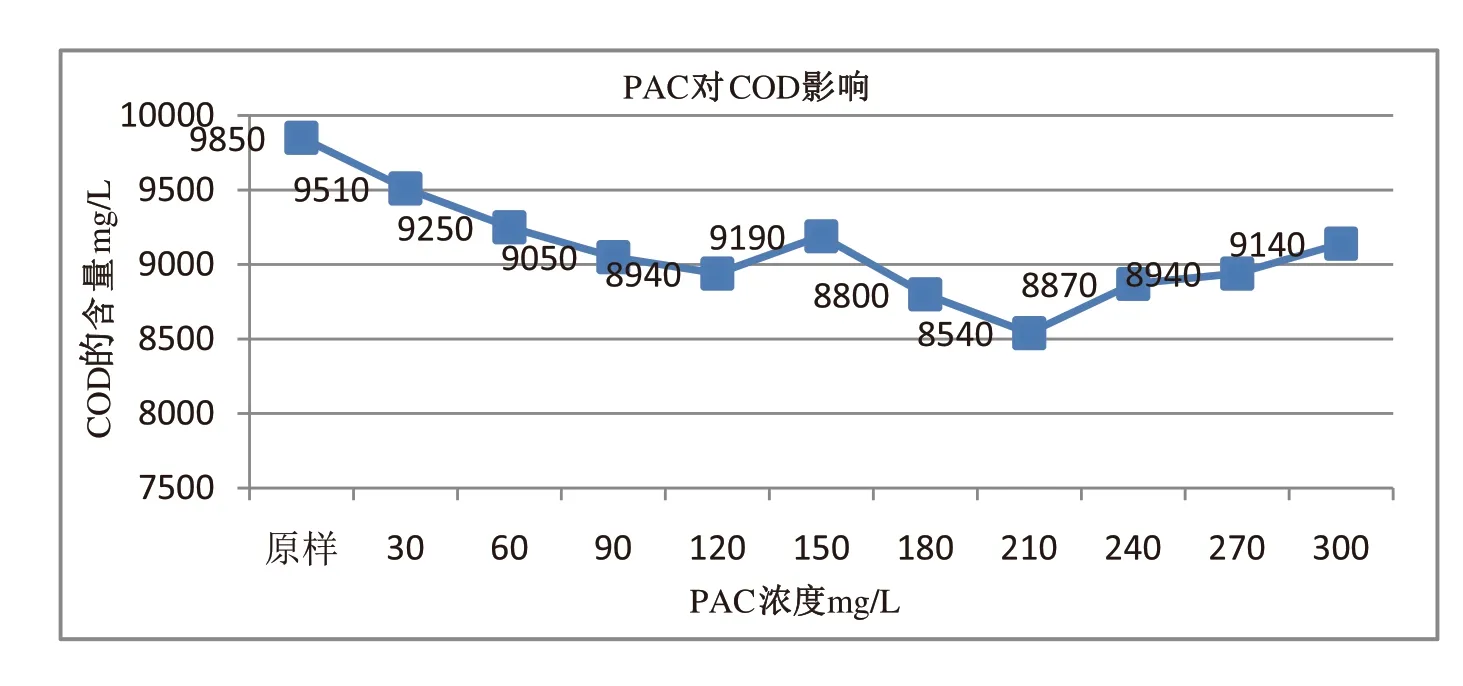
图1 絮凝剂PAC对COD的浓度的影响
1.2.2 芬顿法对COD的去除效果
取0.5 L原油切水样装入1L的烧杯中,用H2SO4调节pH值至3.5,用电磁搅拌器进行搅拌,然后在搅拌状态下定量加入H2O2和FeSO4.7H2O,氧化反应30min后,用NaOH将溶液pH值调节至6.5,停止搅拌后静止2h,取上层清液测定其COD(如图2、图3所示)。
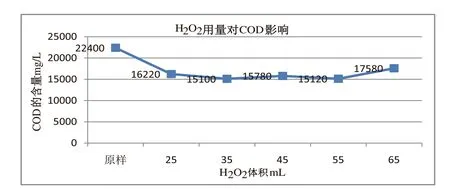
图2 H2O2对COD浓度的影响
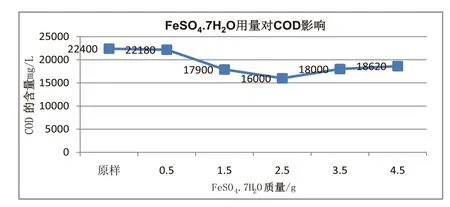
图3 FeSO4.7H2O对COD浓度的影响
如图2、图3所示:采用芬顿法,随着H2O2投加量的增加,对COD的去除率也逐渐增加,当达到35mL时,可将22400mg/L的COD降低至15100mg/L,去除率最佳为32.59%,在H2O2的最佳投加量35mL时,FeSO4.7H2O的最佳加入量为2.5g,可以将22400mg/L的COD降低至16000mg/L,去除率为28.57%,可以达到最优的COD去除效果。在以上试验条件范围,芬顿氧化法的去除效果也不理想。
1.2.3 活性炭吸附法对COD的去除效果
(1)不同种类的活性炭的除COD效果
将200mL原油切水置于6个250mL锥形瓶中,分别加入不同规格和种类的活性炭10g,搅拌均匀后置于超声波振荡30min后,静置2h,取上层清液测定COD的含量,其检测数据如表2所示;
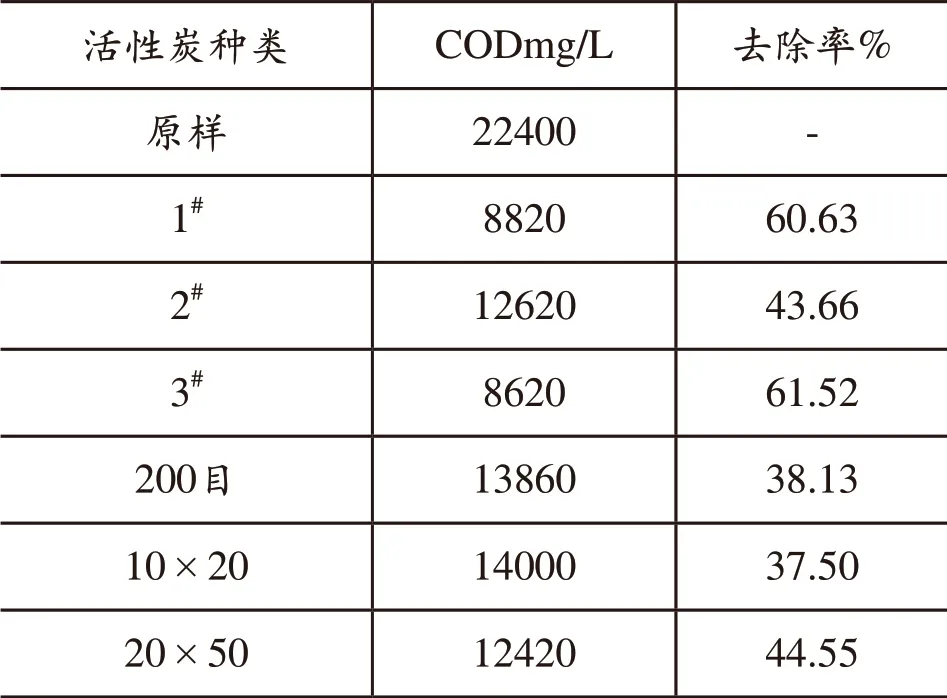
表2 不同活性炭种类对COD的去除率
由表2可知:通过以上几种活性炭的对比,3#活性炭首次处理使用的效果最好,可以将22400mg/L的原样降至8620mg/L,去除率可达61.52%。
(2) 对3#活性炭的吸附饱和的测试
采用50g的3#活性炭对原油罐废水进行过滤,每次的过滤量是200mL废水,每次过滤完取滤液进行COD的测定,测定结果如下(如表3所示);
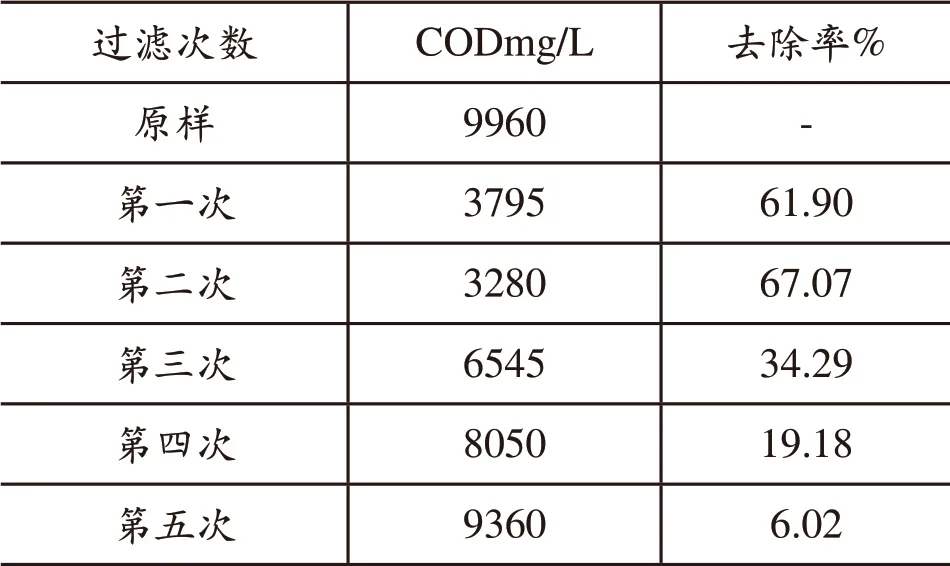
表3 3#活性炭吸附饱和量
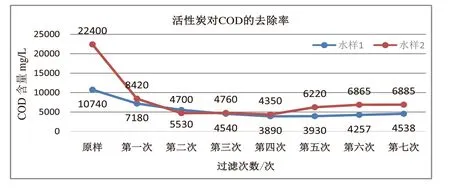
图5 活性炭过滤次数对COD去除率的影响
由表3可知:将废水样200mL用50g的3#活性炭过滤,连续用新的废水样进行过滤,结果表明:400mL第2次过滤效果最好,可以将9960mg/L的原样降至3280mg/L,去除率可达67.07%。当过滤至第5次时,滤液的COD与原液的COD接近,已达到饱和,因此每50g活性炭在静置条件下,其饱和量为1000mL;
(3)用不同量3#活性炭的吸附实验
将250mL原油切水置于350mL锥形瓶中,加入不同质量的3#活性炭,搅拌均匀后置于微波振荡30min后,静置2h,取上层清液测定COD的含量,其检测数据如下(如图4所示):
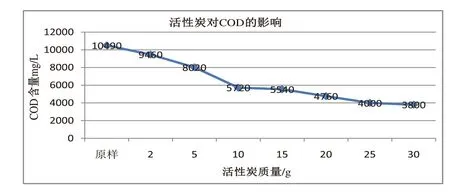
图4 活性炭对COD浓度的影响
由图4可知:随着活性炭质量的增加,COD的去除率也随之上升,但当活性炭上升至25g以上,COD的去除率趋于平缓,为节约成本,采取每250mL的原油切水最佳的加入量采用25g进行小试实验;
(4)对3#活性炭进行全面考察
分别将两组不同的原油罐切水500mL用50g活性炭进行过滤,过滤后将所得滤液再一次进行过滤,将每一次过滤的滤液做COD分析,实验结果如下:
由图5可知:将不同的废水样500mL反复用50g活性炭过滤,均在第二次过滤效果最好,可以将22400mg/L的原样降至4700mg/L,去除率可达79.02%;将10740mg/L的原样降至5530mg/L,去除率可达48.51%。
2 试验总结
对于某炼油厂原油罐切水,采用絮凝法、芬顿法和活性炭吸附法实验研究,在上述试验条件下,活性炭吸附法除COD效果优于其它方法;采用3#活性炭在静态小试中为每50g活性炭的饱和量为1000mL,活性炭最佳的加入量为10%,在第二次过滤效果最好,最高可将22400mg/L原样降至4700mg/L,去除率可达79.02%。
活性炭吸附法可有效去除原油罐切水COD,但活性炭在污水处理中也存在一定弊端,再生费用高,且活性炭的无机部分掺和物是灰分,会造成二次污染;另一方面就是活性炭达到一定再生次数后,其吸附性能会下降。随着科学技术的进步和对特种废水处理的特殊要求,活性炭的研究也从本身的微孔结构和比表面积,逐步发展到以研究表面官能团对活性炭吸附性能的影响,如活性炭与膜联用、改性或作为催化剂的载体等,活性炭在废水处理中应用会更加广泛。
猜你喜欢
消费导刊(2019年31期)2019-03-13 05:16:22
钻井液与完井液(2018年5期)2018-02-13 01:07:26
中国资源综合利用(2017年2期)2018-01-22 02:44:58
中国资源综合利用(2017年2期)2018-01-22 02:44:58
学苑创造·B版(2017年12期)2018-01-17 19:09:34
华东纸业(2016年2期)2017-01-19 07:37:32
环境科技(2016年3期)2016-11-08 12:14:14
中国塑料(2016年10期)2016-06-27 06:35:36
中国资源综合利用(2016年11期)2016-01-22 02:01:28
中国水利(2015年17期)2015-01-26 23:27:10