航空发动机涡轮叶片涡流自动化检测试验研究
2022-11-10 01:41张翼东
失效分析与预防 2022年5期
杨 戈 , 王 婵 ,*, 张翼东 , 宋 凯
(1.中国航发西安航空发动机有限公司,西安 710021;
2.无损检测技术教育部重点实验室(南昌航空大学),南昌 330063)
0 引言
航空发动机是飞机的关键部件,其质量安全直接影响飞机的飞行性能[1]。涡轮叶片是航空发动机的重要组成部分,在高速旋转时会将高温高压的气流引入燃烧器,维持内部气流正常运转,以保证发动机引擎的正常工作。而在发动机高速运转时,涡轮叶片需要承受高温和较大的机械负荷,叶片表面易发生应力集中,从而出现疲劳裂纹等缺陷[2],影响发动机的性能,甚至威胁飞机的安全。因此,叶片的无损检测对保障飞行安全至关重要。
目前,针对航空发动机涡轮叶片缺陷的检测方法主要有射线、渗透、超声、涡流等[3-8]。射线检测一般用于检测铸造叶片的内部缺陷,检测时使用的射线对人体健康有害。渗透检测需要将试件浸润在渗透材料中,然后将显像剂涂抹在试件表面来观察裂纹图像,其检测速度慢,且使用化学试剂辅助检测并不适用于涡轮叶片检测。超声检测需要使用耦合剂,且对外形结构复杂的试件检测效果较差。涡流检测可以有效检测出导体表面及亚表面缺陷,其特点是响应速度快、灵敏度高、检测的可靠性和效率高[9],易于实现自动化检测[10]。
诸多学者开展了关于叶片涡流检测方法的相关研究。如:张国才等[11]采用仿形涡流技术检测叶片前缘不同类型缺陷。张海兵等[12]仿真分析了覆有涂层的涡流检测方法,并进行了缺陷检测概率分析。张丽攀等[13]研究了不同涡流工艺参数对叶片检测结果的影响,并进行了试验验证。为提高检测效率,宋凯等[14]仿真研究了阵列涡流检测叶片裂纹的信号特征,可指导叶片的工程实践检测。以上研究主要聚焦于仿真和手动扫查实验研究,对叶片的复杂曲面进行扫查时难度大,且易造成较大的检测误差。为此,本研究提出基于多轴机器人的自动化涡轮叶片扫查系统,根据叶片形貌规划探头扫查路径,保证每次检测探头位姿准确,确保检测结果的可重复性,提高叶片检测的准确性与检测精度。
1 涡轮叶片机器人涡流检测系统
1.1 检测原理
涡流检测是指当载有交变电流的检测线圈靠近导电试件时,由于激励线圈磁场的作用,试件中会产生涡流,而涡流的大小、相位以及流动形式受到试件导电性能的影响,同时产生的涡流也会形成一个磁场,这个磁场反过来又会使得线圈的阻抗发生变化,因此通过测定线圈阻抗值的变化,就可以判断出被测试件的性能以及有无缺陷。涡流检测信号受多个因素的影响。对于涡轮叶片类表面形貌复杂的构件,实施手动扫查较为困难,易受到边缘效应、提离效应等诸多因素影响而诱发干扰信号,不仅影响检测效率,而且缺陷信号常常淹没在干扰信号中。机器人的位置控制可以确保机器人能够无偏差地到达期望位置。机器人的关节通常使用电机进行驱动,可通过计算机控制电机来实现对机器人的控制,从而达到对工件的自动检测。对于机器人的位置控制,首先对系统的给定值输入需要通过人机交互部分来完成,其中包括指定位置和转动方向的信息内容,然后由数字信号处理器 (Digital Signal Processor,DSP)按照输入的指定扫查位置,计算出应加给电机的前馈控制量,并向电机输入脉冲宽度调制(Pulse Width Modulation,PWM)信号波和方向信号来驱动电路。同时,电码盘检测出当前的角度,反馈给DSP,之后 DSP 按照当前位置和指定位置的差值对其进行比例积分微分控制,调整输出PWM信号波和方向信号,从而实现机器人携带涡流传感器进行自动检测的功能。
1.2 系统方案
涡轮叶片涡流自动化检测系统的原理如图1a所示。由上位机控制安装有涡流探头的机器人对涡轮叶片进行自动检测。在检测过程中实时传输机器人工具的当前位置信息,机器人系统载有叶片的扫查路径和速度配置参数,上位机和涡流仪之间通过对当前机器人工具所在位置的判断来控制涡流仪的信号采集和机器人的检测,同时涡流探头拾取到的信号传输至涡流仪进行调理和显示,从而实现对涡轮叶片的自动化检测。
自动化检测系统实物如图1b所示。该系统主要由六自由度机器人、工作台、涡流探头及其夹持工装、涡轮叶片及其夹持工装、示教器和涡流仪组成。涡流探头安装在机器人末端的法兰盘上,由机器人带动进行扫查检测。由于涡轮叶片形状较为复杂,叶片之间的差异也较大,因此,针对不同规格的涡轮叶片分别设计出不同的夹持工装,安装在工作台上的确定位置以实现涡轮叶片的准确定位。
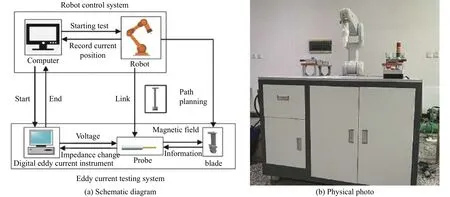
图1 自动化检测系统Fig.1 Automatic detection system
1.3 路径规划
涡轮叶片通常是复杂的三维结构(图2),涡轮叶片的叶背和叶盆上存在很多不规则的曲面。工作时,涡轮叶片高速旋转,叶背和叶盆区域的特殊形貌使其在高度方向具有一定扭矩特性,虽然可以提高涡轮效率,但恶劣的工作环境会使叶背和叶盆区域产生疲劳裂纹,所以试验选取涡轮叶片的叶身为主要的扫查区域。
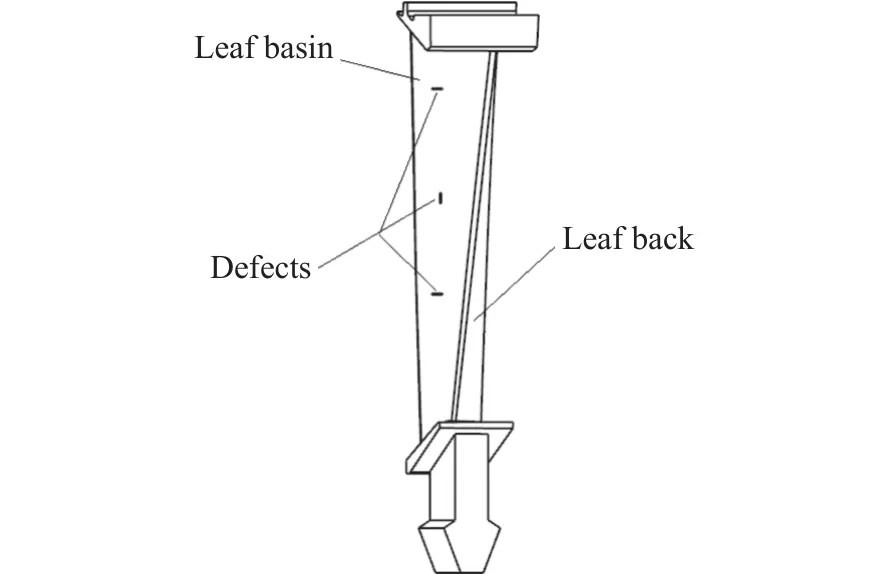
图2 涡轮叶片结构Fig.2 Turbine blade structure
对于涡流检测,在仿真试验中机器人路径规划尤为重要,属于非确定性复杂问题。在叶片自动化检测仿真试验中,需要确定扫查方向和间隔、扫查速度与加速度及机器人探头姿态协调修正。对于扫查方向和间隔,由于叶片型面的特殊形貌,采用横向路径进行扫查时,会导致机器人姿态频繁变换,影响检测探头的稳定性;采用纵向路径进行扫查,单条路径上的目标点基于曲面的法线方向基本一致,机器人行走过程中姿态一致,探头稳定性好,故采用纵向扫查路径。为使探头与扫查面贴合度高,检测探头前端采用小径管可使检测效果达到理想状态。设计采用管径为2.5 mm,探头有效检测范围为1 mm。对于叶片型面,横向曲线弧长约为22 mm。因涡流检测探头具有边缘效应,有效检测弧长为20 mm。因此,对于叶片型面规划有20条纵向扫查路径,相邻路径间隔为1 mm,如图3所示。
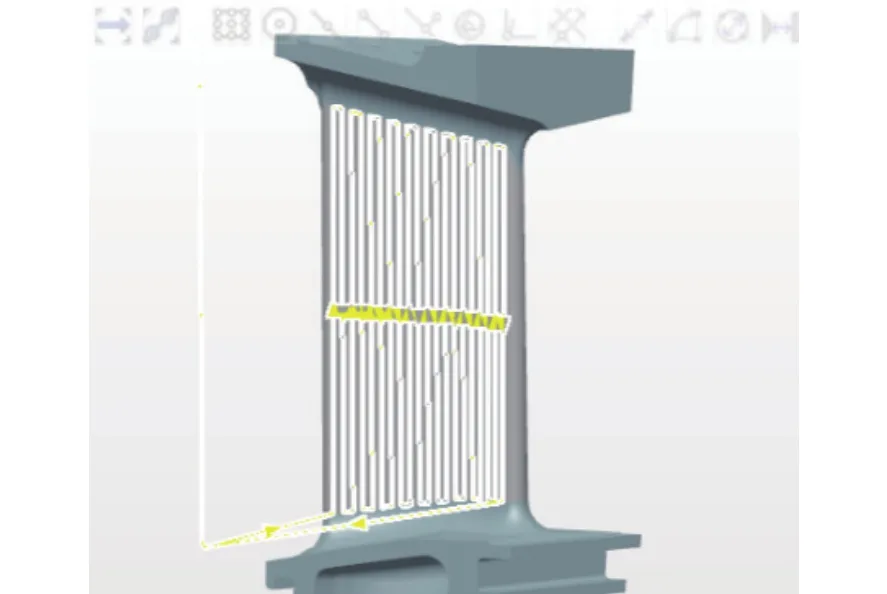
图3 叶片仿真试验路径规划Fig.3 Pathway planning for blade simulation tests
机器人移动速度、加速度分为非检测路径移动速度与检测路径移动速度。由于时间成本以及探头检测可靠性的影响,机器人位于非检测路径时移动速度和加速度设置尽可能大,目的是使机器人迅速接近路径起始点;机器人位于检测路径时移动速度和加速度设置尽可能小,以保证探头扫查过程中的稳定性以及安全可靠性。为使探头检测效果达到最佳,探头需与叶片型面法线重合,路径由多个目标点组成。各目标点的定义包含机器人运动到指定位置的位置和姿态,移动机器人到达各目标点,调整探头末端工具坐标,使得探头Z轴(即探头中心轴线)重合于检测面法线,确保涡流探头能够自适应不规则的叶身区域。在扫查过程中,涡流探头的Z向自适应机构会使探头一直贴合叶片表面,以保持提离稳定以适应叶片模型本身的形貌偏差,使得探头保持稳定的检测状态。
1.4 涡流探头设计
检测线圈信号检测电路为电桥电路,如图4所示。电桥电路的灵敏度与线圈阻抗变化率、桥臂系数、激励电源电压有关,实验中激励电源电压升高可以提高桥路的灵敏度,但不宜过高,因为过高会引起线圈发热产生干扰杂波调整困难。使用对称电桥即检测线圈参数一致,可以提高灵敏度,叶片涡流检测实验中使用2个参数相同的圆柱形线圈,位置呈上下摆放构成绝对式探头(图5)。
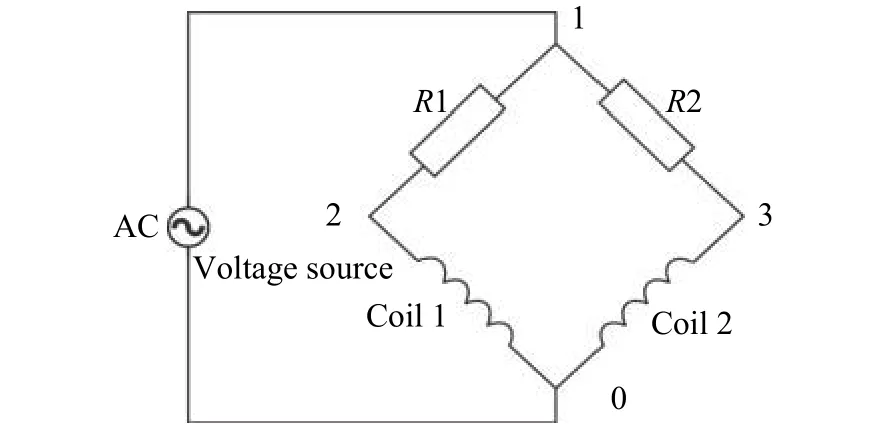
图4 信号检测电路Fig.4 Signal detection circuit
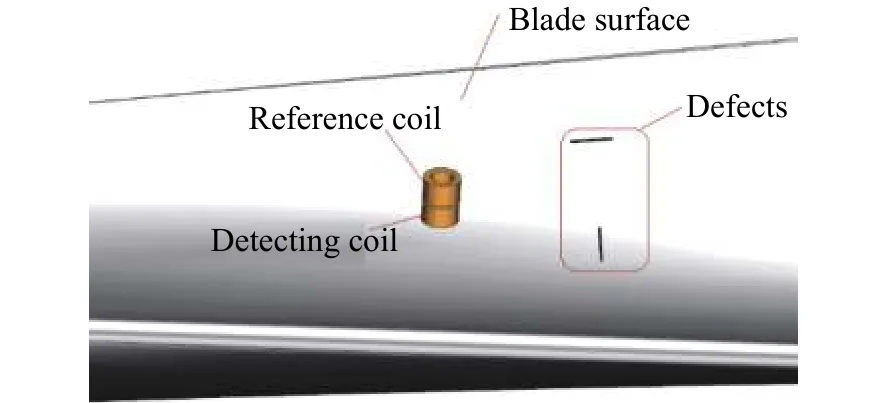
图5 线圈结构Fig.5 Coil structure
涡轮叶片探头设计如图6所示,主要由机器人连接端、探头检测端、弹压结构和限位端组成。探头整体呈L形,顶端安装在机器人的法兰盘上。涡流探头机械装置纵向长170 mm,横向长147 mm。探头检测端为外径2.5 mm的空心管。机器人在进行自动扫查时,机器人工具坐标代表涡流探头的位置,为契合检测特征,工具坐标的设定为X-Y平面与端面重合,机器人工具坐标的Z轴与钢管轴向方向重合。探头端面因曲率变化产生的相互作用力可传递给装置内部弹簧,可以减免钢管与叶片表面在自动化检测时产生的刚性滑移。
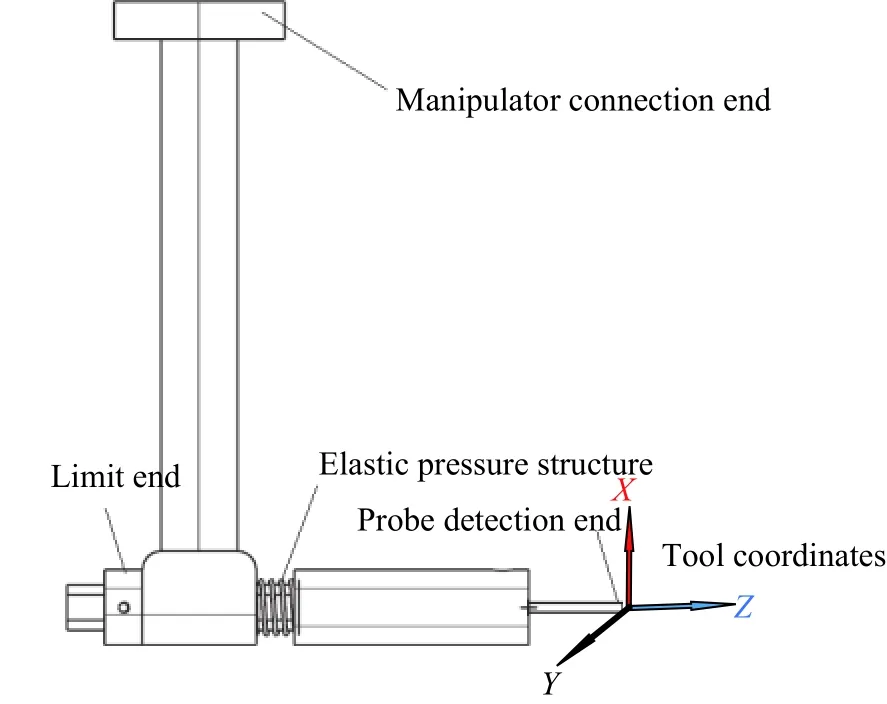
图6 可弹压式探头结构Fig.6 Elastic probe structure
2 机器人自动化检测试验研究
2.1 激励频率对检测试验的影响
激励信号的频率影响涡流的渗透深度,从而影响涡流探头的检测能力。使用机器人以频率范围为0.40~2.00 MHz,步进为100 kHz进行自动化扫查。试验中对涡轮叶片的不同位置和不同人工刻槽缺陷进行检测,得出频率与叶片各部分结构和缺陷检测能力的试验结果,从而确定最佳工作频率范围。
在涡轮叶片的叶盆和叶背区域有横向和纵向刻槽缺陷,其尺寸分别为2.00 mm×0.13 mm×0.50 mm(缺陷 1)、1.00 mm×0.13 mm×0.20 mm(缺陷 2)。分析阻抗平面图在各频率下的信号差异,结果如图7、图8所示。
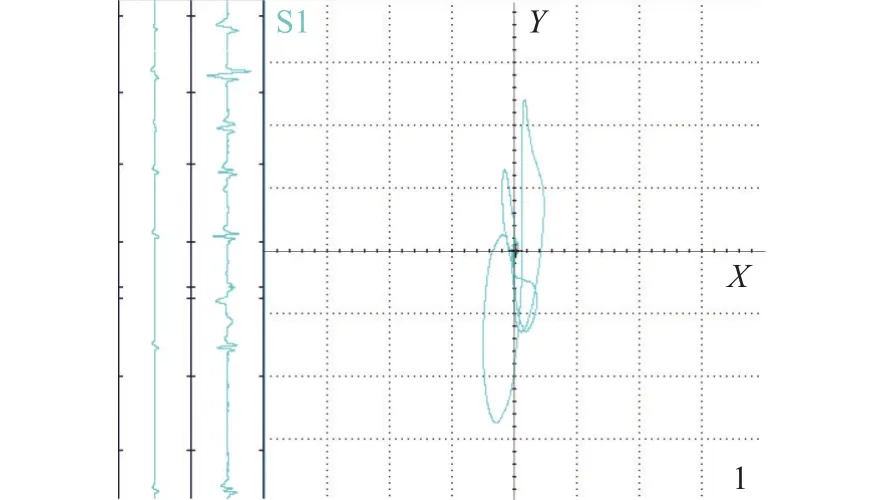
图7 缺陷信号阻抗图Fig.7 Impedance diagram of defect signal
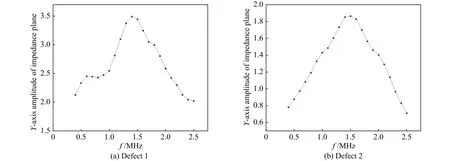
图8 不同频率下缺陷的信号幅值Fig.8 Signal amplitude of defects at different frequencies
图7为上述频率范围中的某一频率下测量得到的数据。图中左侧2列波形为阻抗图实虚部波形显示区,右侧8字形信号为经过各滤波器放大器处理后的阻抗信号,其中波形变化与信号变化相互对应,横向X轴为实部分量,纵向Y轴为虚部分量,此系统中以Y向幅值变化量区分缺陷。
由图8可知,探头的最佳激励频率为1250~1750 kHz。在该频率区间,各缺陷阻抗平面Y向幅值分别占最大幅值的75%、40%以上;在激励频率为1500 kHz时,缺陷1阻抗图Y向幅值占比约为87%,缺陷2阻抗图Y向幅值占比约为45%,此时探头灵敏度较高;激励频率为400~2000 kHz时,缺陷1的阻抗变化程度比缺陷2剧烈,探头对缺陷1的检测能力较佳,对缺陷2的检测能力良好。
2.2 扫查速度对检测试验的影响
保持探头的检测参数相同,进行不同扫查速度的自动化扫查试验,分析扫查速度对检测效果的影响,从而得到合适的扫查速度。试验设置路径间切换速度为5 mm/s,扫查速度范围为10~50 mm/s,步距为10 mm/s。结果如图9所示。
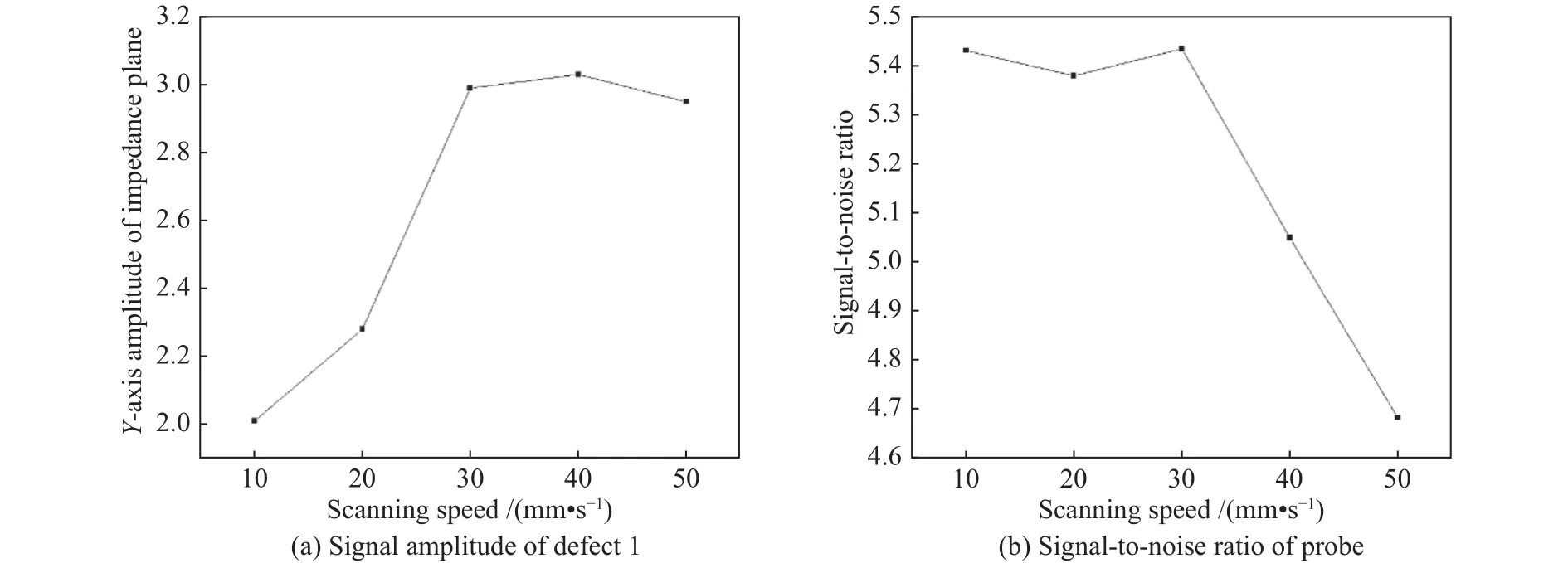
图9 不同扫查速度下缺陷的信号幅值及探头信噪比Fig.9 Signal amplitude of defect and signal-to-noise ratio of probe at different scanning speeds
由图9a可知,扫查速度对探头的检测能力有较大影响。当检测参数不变时,随着扫查速度的增加,阻抗图的Y向幅值先增加后保持稳定;当扫查速度为30~50 mm/s时,阻抗平面Y向幅值约占最大幅值的75%。由图9b可知,探头信噪比随扫查速度的增加而逐渐减小,因此,选取30 mm/s的扫查速度进行检测时,探头的信噪比约为5.4,检测灵敏度较高,阻抗平面Y向幅值较大,检测效果较好。
2.3 叶片缺陷检测结果
试验采用自制的弹压式涡流检测探头对缺陷1、缺陷2进行自动化扫查。设置激励频率为1.25~1.75 MHz,自动扫查速度为 30 mm/s,增益比为5:0.5,驱动为5 V。系统能够有效提取缺陷1、缺陷2的阻抗信息。图10为自动扫查系统获取的人工缺陷阻抗图,结果表明:缺陷1的阻抗平面Y向幅值占比为75%,缺陷2的阻抗平面Y向幅值占比为45%;随缺陷当量的增加,检测信号幅值随之增大。研制的涡流探头具有较高的灵敏度,能实现叶片试件上预制缺陷的准确检测。
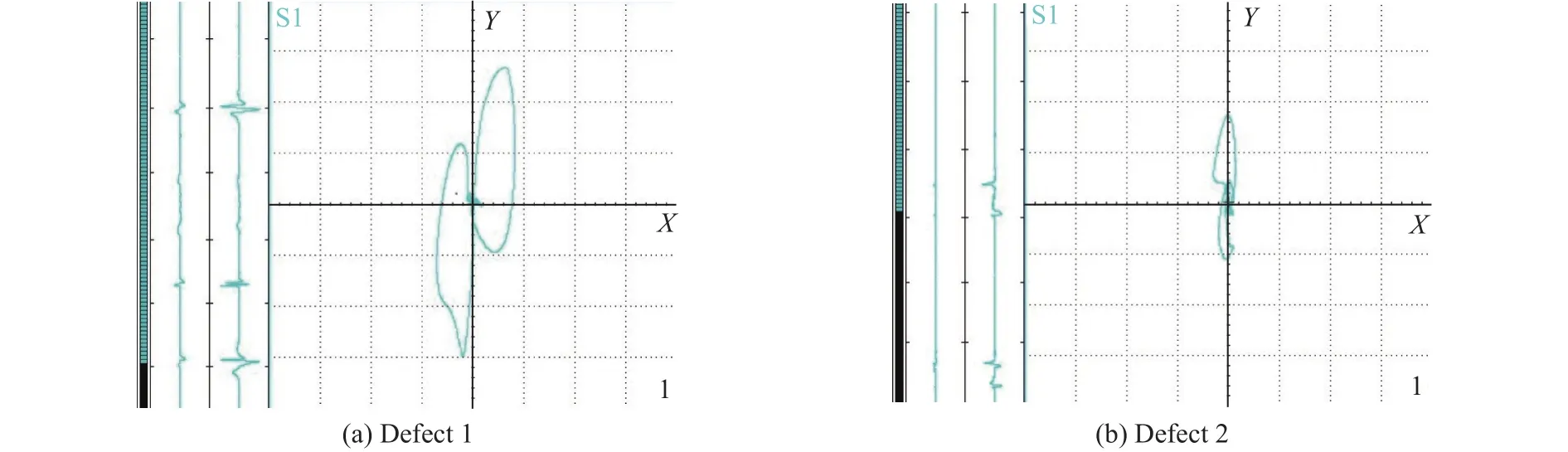
图10 自动化扫查各缺陷信号阻抗图Fig.10 Automatic scan of each defect signal impedance diagram
采用设计的涡流探头对涡轮叶片进行手动扫查,手动扫查速度约为10~15 mm/s,由于叶片形貌较复杂,扫查过程中不能确保探头Z轴始终垂直于扫查面,扫查难度大,扫查效果受到一定程度的影响。自动扫查速度约为手动扫查的2~3倍,检测效率得到显著提高;自动化扫查过程中,通过弹压式探头的提离补偿和自动规划路径的法向补偿确保探头Z轴与检测面法线方向重合,检测效果也得到提高。
3 结论
1) 设计开发的可弹压式涡流探头对叶片表面缺陷有较好的检测效果,可自适应涡轮叶片的复杂表面,提高了自动化检测的精度,同时弥补提离变化和安装误差。
2) 研制了涡轮叶片机器人涡流检测系统,可根据涡轮叶片上已规划的扫查路径进行自动检测。
3) 在激励频率为 1.25~1.75 MHz时,涡流探头灵敏度较高,检测信号幅值占比大;在扫查速度为30 mm/s时,涡流探头的检测能力较好;对比人工涡流检测方法,检测效率得到了提升。
猜你喜欢
设备管理与维修(2021年17期)2021-11-02
装备制造技术(2020年11期)2021-01-26
汽车维修与保养(2019年7期)2020-01-06
中国特种设备安全(2019年1期)2019-03-13
通信电源技术(2018年5期)2018-08-23
无损检测(2016年8期)2016-08-30
汽车维护与修理(2015年6期)2015-02-28
科技视界(2014年4期)2014-12-26
汽车科技(2014年6期)2014-03-11
组合机床与自动化加工技术(2014年10期)2014-03-01