
一种单组份加成型电磁屏蔽胶的制备与研究
2022-11-09 11:41陈永隆刘光华罗玉文叶路斌陈建军
广州化工 2022年19期
陈永隆,刘光华,罗玉文,叶路斌,陈建军
(广州市白云化工实业有限公司,广东 广州 510540)
近些年随着新能源、消费电子、通讯等行业的飞速发展,电子元器件的使用也越来越多,特别是在手机电脑及一些5G通讯基站之中[1-3],电子元器件的电磁信号非常容易受到外界的电磁辐射感的干扰,而电磁屏蔽胶则可以有效的对电磁信号进行保护,并且同时具有一定程度的粘接作用。虽然经过多年的发展国内相关企业在此领域有一定的技术积累和产品更新,但是目前国内的电磁屏蔽胶市场主要还是被一些国外厂商所垄断,从事相关行业的国内公司还比较少,产品种类与性能较国外产品存在较大差距[4-5]。电磁屏蔽胶的填料主要是一些金属粉末,包括银粉、铜粉、银包铜粉、银包铝粉以及镍包石墨粉等[6-7]。而镍包石墨粉由于屏蔽效果好,价格相对较低,潜在发展空间非常广阔[8-10]。目前市面上主要的镍碳基电磁屏蔽胶主要为缩合型室温硫化胶,有副产物对电子元器件基材有一定的影响。而加成型电磁屏蔽胶一般为双组份,施工性则不如单组份。
本文以乙烯基硅油、气相法白炭黑、含氢硅油、镍包石墨粉等原料制备了一种单组份电磁屏蔽胶。考察了单组份催化剂浓度对硬度的影响;并且研究了不同硅氢比对电磁屏蔽胶体物理性能的影响;同时讨论了不同粉体添加量对电磁屏蔽胶力学性能、导电性能的影响;以及研究了电磁屏蔽胶的耐老化性能。
1 实 验
1.1 原料及仪器
a,ω -乙烯基聚二甲基硅氧烷(乙烯基硅油黏度为20000 mPa·s),浙江润禾有机硅新材料有限公司;含氢硅油(活性氢量分数均为0.36%),浙江润禾有机硅新材料有限公司;单组份铂金催化剂,广州矽友新材料有限公司;镍包石墨粉,广东阳明向欣科技有限公司;气相法白炭黑LM150,卡博特;去离子水,自制;六甲基二硅氮烷(工业级),济南普莱华化工有限公司。
ZKJ-2行星搅拌机,江阴市双机械有限公司;LD-XLB型硫化机,江苏拓威机械有限公司;XL-250A万能拉力试验机,广州试验仪器厂;NHZ-100捏合机真空捏合机,如皋市通达机械设备有限公司;LX-A型邵氏硬度计,营口市新兴试验机械厂;HG1942A宽带电阻表,北京金洋万达科技有限公司;CS101-3E恒温鼓风干燥箱,重庆四达试验设备有限公司;
1.2 电磁屏蔽胶的制备
1.2.1 基胶的制备
将65份粘度为2万的乙烯基硅油、1.5份硅氮烷以及0.5份蒸馏水加入捏合机中搅拌15 min。再将35份气相白炭黑分批加入捏合机中搅拌1 h,温度升至150 ℃继续真空脱水3 h得基胶降温备用。
1.2.2 电磁屏蔽胶的配制
将制备好的基胶与镍包石墨粉、含氢硅油、单组份铂金催化剂、偶联剂根据一定的比例加入真空搅拌30 min,分装至300 mL胶管内备用。
1.3 性能测试
(1)硬度:根据GB/T531.1-2008进行测试,将电磁屏蔽胶至于2 mm磨具之中,用平板硫化仪150 ℃硫化30 min;
(2)拉伸强度及伸长率:根据GB/T528-2009进行测试(样片制备同上);
(3)撕裂强度:将硫化后的样品裁剪成直角型,根据GB/T 529-2008进行测试;
(4)剪切强度:按GB/T13936-1992进行测试,尺寸为125 mm×25 mm×6 mm,粘接面积为(25×12.5)mm2;
(5)电阻率:利用宽带电阻表按照SJ20673A-2016标准进行测试。
2 结果与讨论
2.1 催化剂浓度及固化时间对于硬度的影响
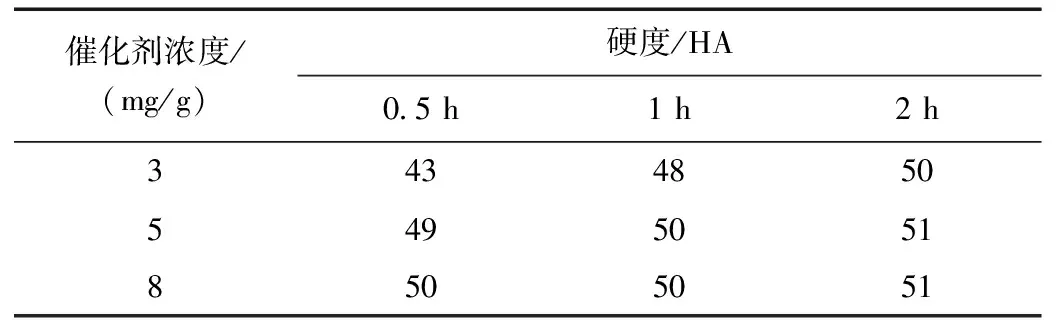
表1 催化剂浓度及固化时间对硬度的影响Table 1 Effect of catalyst concentration and curing time on Hardness
由表1可知,随着催化剂浓度的上升,胶的硬度逐渐提高,其中当催化剂浓度为3 mg/kg时候,胶的硬度偏低,即体系反应不完全,当催化剂浓度大于等于5 mg/kg时,150 ℃/0.5 h内胶硬度基本可以达到50 HA左右,并且随着反应时间的延长,胶体的硬度没有明显变化,说明当体系催化剂浓度为5 mg/kg时,可以比较反应完全。
2.2 偶联剂种类与用量对剪切强度的影响
从表2中可以看出当添加量低于1.5%时,偶联剂的加入可以提高电磁屏蔽胶的粘接强度,KH560和KH570随着添加量的提升剪切强度上升比较明显,但是当添加量超过1.5%的时候,剪切强度就没有明显提升,并且当两种偶联剂复合使用时的剪切强度要比单一使用的剪切强度高,这是由于KH570中含有乙烯基团,可以参与体系的加成反应,KH-560中引入环氧基团,极性基团的数量增加,与基材表面的化学基团相互作用越强,粘接强度会有一定提升。

表2 偶联剂种类及用量对剪切强度的影响Table 2 Effect of coupling agent type and amount on shear strength
2.3 硅氢比对于电磁屏蔽胶力学性能的影响
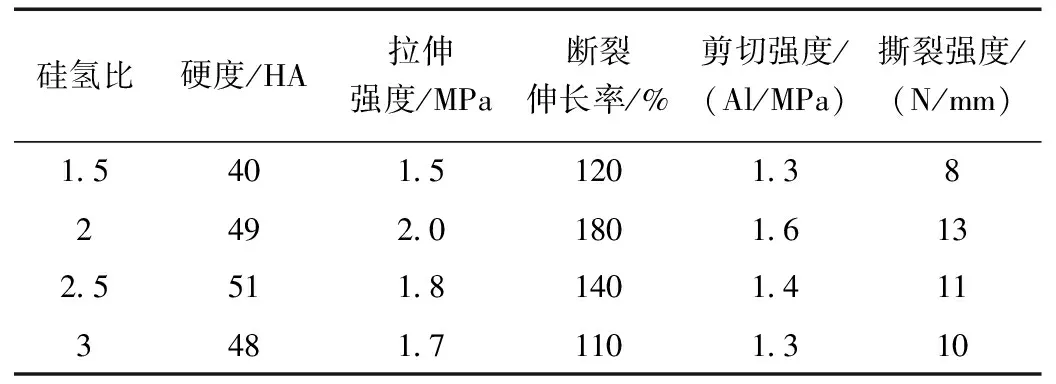
表3 不同硅氢比对力学性能的影响Table 3 Effect of different silicon hydrogen ratio on mechanical properties
分别考察了不同硅氢比对于电磁屏蔽胶部分性能的影响,从表3中可以看出,随着硅氢比的增加,不同胶的硬度会有所增加,这是由于含氢硅油增加从而使得体系的交联密度提升,各方面的性能如拉伸强度、伸长率、撕裂强度等都有一定程度的提升,但是当含氢硅油的用量增加到一定程度的时候,过多的含氢硅油充当稀释剂的作用,会降低体系的白炭黑含量,从而导致性能出现一定程度的下降。
2.4 镍包石墨粉用量对于镍碳基电磁屏蔽胶性能的影响
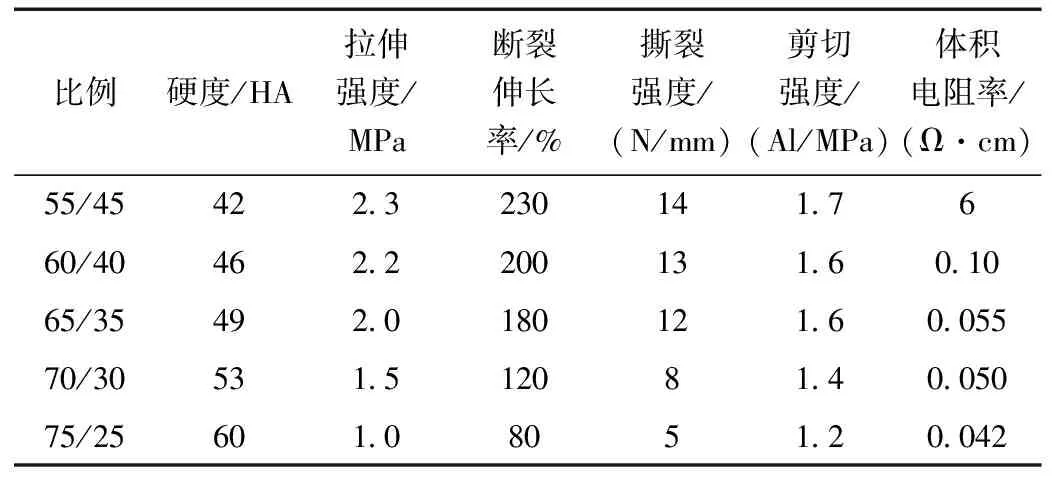
表4 镍包石墨粉用量对于力学性能及导电性能的影响Table 4 Effect of nickel coated graphite powder content on mechanical properties and electrical conductivity
从表4中可以看出,随着镍包石墨粉添加量的提高,胶的硬度随之增加,但是胶的拉伸强度、伸长率以及撕裂强度和剪切强度会有一定程度的下降,这是由于胶的力学性能主要靠基胶提供,当基胶含量减少,各方面的力学性能随之降低。此外胶体积电阻率则是随着镍包石墨粉用量的增加而提高,这是由于随之体系内的导电粒子数量的增加,体系内部可以形成导电通路,电阻率随之下降。并且当镍包石墨粉的添加量从55份增加至60份的时候,电阻率发生数量级的下降,这是由于在填充体系之中,当镍包石墨粉的用量达到某一个临界值的时候,电阻率会出现突降的现象,这一临界值称为渗流阈值[11-12]。一般而言肯定是电阻率越低越好,就意味着更多的导电填料的加入,成本也随之大大增加,因此对于导电粉体的添加量应该从性能与成本多方面综合考虑。
2.5 热老化性能研究
综合各方面性能考虑,选取镍包石墨粉添加量为65%为最终配方,在150 ℃进行耐老化测试。
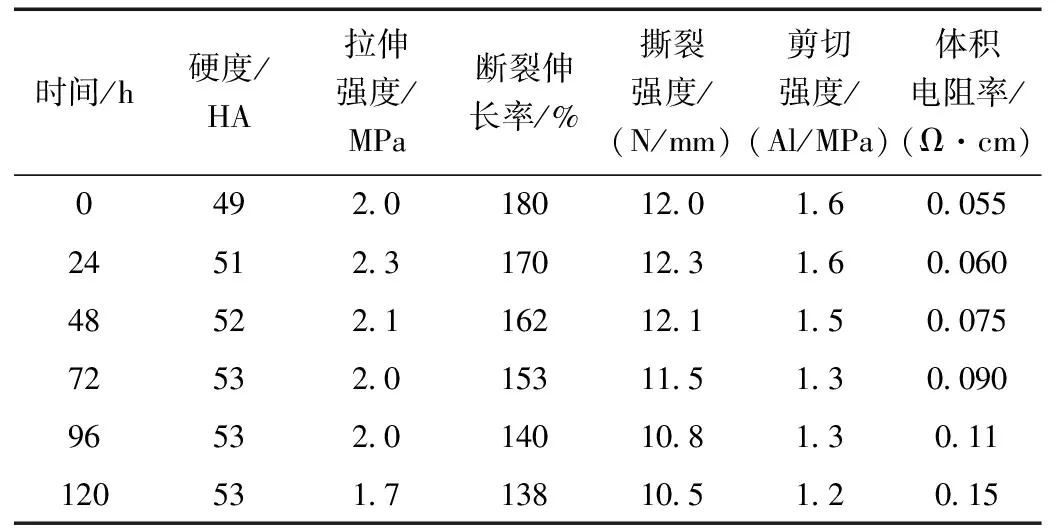
表5 电磁屏蔽胶的耐老化性能研究Table 5 Research on aging resistance of electromagnetic shielding adhesive
从表5中可以看出,胶的力学性能与电化学性能均出现一定程度的变化。其中胶的硬度会有一定程度的上升;拉伸强度也有一定程度的变化,呈现先上升再下降的趋势,是由于前期部分基团没有参与反应的基团继续反应,提高交联密度,拉伸强度上升,后期高温条件下部分化学键断裂老化,导致强度出现一定程度的下降[13]。断裂伸长率和剪切强度都出现了一定程度的下降,并且趋于稳定;而体积电阻率在120 h的老化时间内呈现上升的趋势,从0.055 Ω·cm增加至0.15 Ω·cm,出现体积电阻率下降的原因主要是在老化过程中,部分化学键断裂,胶硬度提升,内应力过大,导致内部部分裂痕和缺陷从而破坏导电通路,体积电阻率出现一定程度的上升[14]。
3 结 论
以2w粘度乙烯基硅油、气相法白炭黑、镍包石墨粉等原料制备了单组份加成型电磁屏蔽胶。考察了催化剂用量,硅氢比、镍包石墨粉添加量 对力学性能与电化学性能的影响,并且进行了热老化试验。结果显示,当催化剂为5 mg/kg,硅氢比为2,镍包石墨粉用量为65份时,电磁屏蔽胶的综合性能最佳,硬度49 HA,拉伸强度2.0 MPa,断裂伸长率180%,体积电阻率可达0.055 Ω·cm。并且在150 ℃热老化试验中,力学性能及导电性能虽然有一定程度的下降,但是在120 h内也都趋于稳定。
猜你喜欢
好日子(2022年3期)2022-06-01
物探与化探(2022年2期)2022-04-28
防爆电机(2021年3期)2021-07-21
新农村(浙江)(2021年7期)2021-07-07
煤气与热力(2021年3期)2021-06-09
科学技术创新(2021年14期)2021-05-28
临床眼科杂志(2020年4期)2020-12-13
科学导报(2020年30期)2020-05-21
意林·少年版(2020年23期)2020-01-15
中老年健康(2017年8期)2017-12-16
