
从法规标准及应用情况分析承压特种设备DR检测技术发展形势
2022-11-08 07:18陈乐*
化工装备技术 2022年5期
陈 乐*
(1.上海市特种设备监督检验技术研究院 2.天津市特种设备监督检验技术研究院 3.江苏申港锅炉有限公司)
0 引言
承压特种设备无损检测技术中,射线胶片照相优点是可得到直观影像,长度方向定量准确,检测结果能够长期保存等,一直以来都被作为重要且常用的手段使用。但由于射线胶片照相技术检测效率较低,且有化学污染的负面影响,其进一步应用和发展受到了限制。射线数字成像尤其是DR 检测技术具有凸出显的质量、效率、成本优势,给射线检测带来了革命性的发展机遇,且在承压特种设备制造企业被广泛应用。但由于法规限制、人员意识或客观局限因素等原因,在承压特种设备安装、修理、改造及定期检验过程中,DR 技术应用依然较为滞后。文章系统介绍了国内数字射线检测相关标准的制定及特种设备法规对数字射线检测技术的认可情况,分析了DR 检测的优越性、局限性与应用案例,可为行业用户选择DR检测技术提供一定借鉴意义。
1 数字射线检测相关标准
20 世纪90 年代以来,欧美部分国家制定了一系列有关数字射线检测技术的标准,大致可分为4 类:
(1)导则性标准,着重从物理方面介绍该项技术的各个方面,例如ASTM E2736—2017《数字探测器阵列射线成像指导标准》。
(2)系统性能评定标准,给出了系统性能的基本项目与测定方法,例如ASTM E2737—2010《数字探测器阵列性能评估和长期稳定性的标准实施规程》。
(3)检测技术标准,多数具体规定了技术控制要求,但不同标准的规定与要求存在差异,例如ASTM E2698-2018《用数字探测器阵列进行射线照相检验的标准实施规程》。
(4)其他辅助器材类标准,例如ASTM E2002-2015《测定X 射线检测和透视图像不清晰度和基本空间分辨率的标准实施规程》,双线型像质计等。
我国自20 世纪80 年代后期开始进行数字射线检测相关研究,20 世纪90 年代初实时成像技术(RTR)成功应用于工业产品无损检测并制定了相应的数字射线检测标准。目前,数字射线工业检测技术的理论、设备、工艺、标准等各方面已经基本成熟。2010 年以前,我国数字射线检测技术主要标准可见表1。
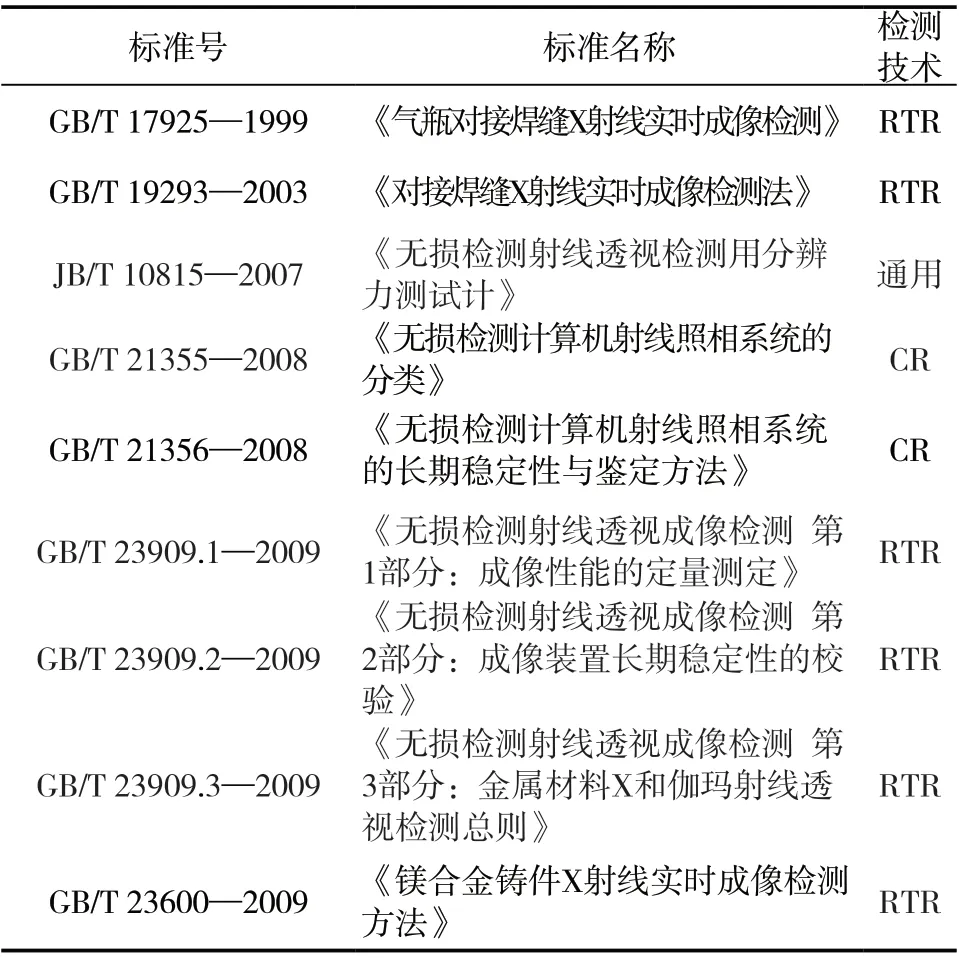
表1 2010年以前国内发布的数字射线检测技术相关标准
可以看出,2010 年前有关数字射线检测标准均集中在RTR 检测方面,几乎未涉及DR。随着射线探测器的多样化发展和实际应用不断深入,成像技术已经从单一的图像增强器技术(RTR)发展为平板探测器技术(DR)和荧光成像板技术(CR),基于平板探测器的DR 检测技术以其辐射接收范围广、动态范围宽、检测速度快、检测图像清晰等特点,在工业无损检测中具有良好的发展前景。2010 年后,我国陆续发布的一系列数字射线检测标准大多与DR 有关,详见表2。
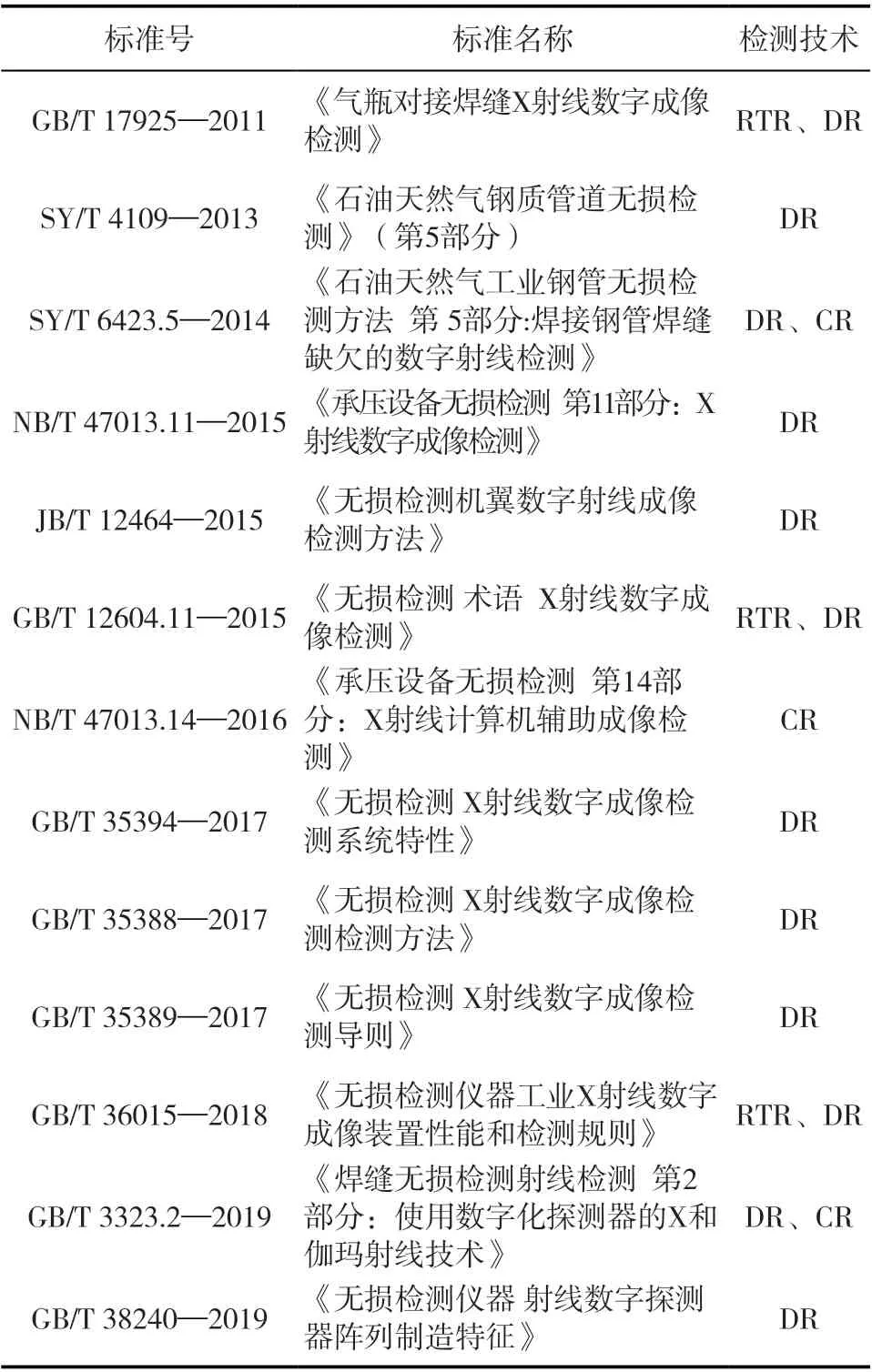
表2 2010年以后国内发布的数字射线检测技术相关标准
检测标准的制定发布情况说明了工业DR 检测技术具有一定的优越性并被逐渐普及。其中,NB/T 47013.11—2015 标准规定了承压设备焊接接头DR 检测技术和质量分级要求,包含相关术语定义、一般要求、检测工艺、图像质量及评定、质量分级、图像保存与存储、检测记录和报告。并在2018 年发布的NB/T 47013.11—2015 标准1 号修改单中,对坏像素要求、小径管双壁双影透照图像分辨率评价时透照厚度取管径、灵敏度补偿分辨率的限制条件、信噪比测量区域等细节进行了修订。
2 DR检测技术应用历程
在承压设备无损检测数字射线检测应用中, 20 世纪80 年代中后期,国内相关锅炉厂率先使用实时成像检测技术,该技术虽然具有快速、直观、成本低廉等优点,但成像灵敏度、分辨率、信噪比较差。随着DR 设备制造工艺不断提高以及研究不断深入,在很多场合,实时成像系统已经被DR 技术取代。2000年年初开始,经相关机构技术评审通过了企业标准,国内锅炉厂逐渐开始使用DR 检测新技术。随后,相关容器制造厂也开始用DR 技术代替传统胶片照相。
2.1 法规标准修制定对DR应用的影响
本文简单回顾相关法规标准对于数字射线在承压特种设备无损检测中应用的限制。2006 年,国家质检总局质检办特涵(2006)144 号《关于锅炉压力容器安全监察工作有关问题的意见》中规定:“承压设备无损检测执行JB/T 4730—2005(替代之前的GB/T 3323), JB/T 4730—2005 于2015 年 由NB/T 47013—2015替代。”因此,在承压设备行业中,JB/T 4730—2005及NB/T 47013—2015成为了无损检测强制性标准。TSG G0001—2012《锅炉安全技术监察规程》、TSG R004—2009《固定式压力容器安全技术监察规程》、TSG G0001—2012《压力管道安全技术监察规程》等法规均明确规定:无损检测方法应符合NB/T 47013—2015标准(JB/T 4730—2015)要求。所以,NB/T 47013.11—2015未发布以前,承压特种设备DR应用需通过相关机构组织的技术评审并获总局批准才能使用,仅局限于部分需求量较大且具有一定技术积累的锅炉容器制造厂中应用。
鉴于DR 检测技术需求的日益增长,2015 年国内发布了NB/T 47013.11—2015 标准,承压设备DR检测迎来了春天。随即,在2016 年发布的TSG 21—2016《固定式压力容器安全技术监察规程》中,已明确提出:“压力容器对接接头应当采用射线检测(包括胶片感光或者数字成像)”,此后,DR 检测在承压设备无损检测应用的前景逐渐明朗。
在锅炉、压力管道无损检测中,TSG G0001—2012《锅炉安全技术监察规程》与TSG D0001—2009《压力管道安全技术监察规程》由于发布年限较早,未提及数字射线检测的应用。后期的TSG G7002—2015《锅炉定期检验规则》与TSG D7005—2018《压力管道定期检验规则——工业管道》以及TSG 11—2020《锅炉安全技术规程》中也并未明确提出数字射线的适用性。所以,虽然检测标准已发布,但锅炉、压力管道DR 检测应用受法规限制仍未能普及。值得注意的是,GB/T 37368—2019《埋地钢质管道检验导则》中提出:“无损检测一般按照SY/T4109 或NB/T 47013—2015(所有部分)执行”,一定程度上可理解为认可了DR 在埋地钢质管道检验中的应用。
2.2 人员意识及客观局限对DR应用的影响
对于锅炉、压力管道DR 检测应用的限制,目前存在两种认知:(1)TSG G001—2012 及TSG11—2020 规范已将NB/T 47013—2013 标准(JB/T4730)认定为无损检测强制性标准,当增加NB/T 47013.11—2015 部分时,已默认为认可DR 检测技术;(2)数字射线与传统胶片照相技术差异较大,虽然目前数字射线人员资质考核取证制度已落实,但单位资质取证制度尚未实施,而且很多监检机构数字射线检测人员资质取证相对滞后,其并无对数字射线检测过程及结果进行有效监督的能力。出于谨慎考虑,DR 检测并不能完全与传统胶片照相相提并论,相关规程中所提及的射线检测也只仅限于胶片照相。所以,目前除相关制造厂外,安装、改造或定期检验现场应用DR 技术相对胶片照相来说还是较少,个体原因分析如下:
(1)部分规程并未像TSG 21—2016 那样明确认可DR 技术替代胶片照相,出于谨慎考虑,检验检测单位、委托方和监检机构,更倾向于传统胶片照相;
(2)DR 系统平板探测器及相应高频恒压射线机造价较高,只有在制造厂拍片数量巨大的前提下,才能保证降低检测成本;
(3)平板探测器对温度、湿度要求较高,某些现场检验环境较差,DR 检测不适用;
(4)DR 检测的优势是配合检测工装实现高速检测,而安装或检验现场被检焊缝规格不一,采用固定射线机和平板探测器检测都比较困难,更无法发挥检测工装的作用,此时DR 检测并不能提高检测效率。
对于DR 技术是否可以用于锅炉、压力管道无损检测,笔者认为,相关检验规程已经认可NB/T 47013—2015 标准做为无损检测执行标准,那么当NB/T 47013.11—2015 标准发布时,DR 应用于承压设备无损检测已无任何法规限制障碍,理应大力推广DR 检测在承压特种设备无损检测的应用。
3 DR检测技术优越性与局限性
3.1 DR技术的优越性
虽然目前承压特种设备DR 检测规模仍无法与胶片照相相提并论。但不可否认,DR 检测相对于胶片照相具有较大的优势:
(1)成像速度快,一般一次透照成像时间为10~20 s,配合检测工装检测效率大大提高, 并且与其他设备组成生产线,例如,在锅炉制造企业,DR 检测系统与小口径直管机械焊机、弯管机配合使用组成生产线,实现过热器、再热器及省煤器等蛇形管屏制造的在线检测;
(2)不消耗胶片,无暗室处理过程,不产生废液污染环境;
(3)DR 系统具有更高的动态范围,更高的对比度及较大的曝光宽容度;
(4)检测结果为数字图像,相对传统胶片的底片库,DR 所需存储成本低,且数字图像质量不会因保存时间过长而质量退化;
(5)数字图像可通过图像处理提高图像质量(例如增强处理),有利于观察和提高缺陷识别度;
(6)形成的电子文档资料数据库可通过先进的软件实现高水平的管理,检索、查找、统计、调用快速方便。
(7)获得的数字图像可采用人工智能技术实施缺陷自动识别和预警,大大提高评定效率,降低人为主观误差。
3.2 DR技术的局限性
任何一项无损检测技术并非完美,在某些应用场合,DR 技术并非全优于胶片照相,也存在一些缺点:
(1)设备采购成本高,目前仅购置探测器和高频恒压射线机就需上百万,定制检测工装也价格不菲;
(2)DR 系统图像空间分辨率差于胶片照相(平板探测器像素尺寸目前均为100~200 μm,而胶片碘化银颗粒可达10 μm 甚至更小);
(3)平板探测器对温湿度环境要求相对较高,且累计接收射线剂量到一定量时探测器性能下降,寿命降低;
(4)平板探测器不可弯曲贴合工件,影响环缝成像质量,特别是几何畸变增大导致缺陷影像与实际偏差变大;
(5)DR 检测系统后期维护及保养费用高,对成像软件的维护一般分包给相应的DR 检测软件开发企业,对射线机保养人员的能力要求比普通射线机高,目前大部分企业对DR 检测系统中射线机保养是分包给专业的维修企业。
(6)在生产线上的DR 检测系统一旦需要维修,维修成本高,维修周期长,在线检测时,一般会导致整条生产线停滞。
4 DR检测应用案例
随着承压特种设备相关法规标准的不断完善,DR 检测技术在某些场合已发挥了不可替代的作用,应用前景也非常广阔。
4.1 长输管道DR检测
在管道建设工程中,传统胶片照相检测方法存在检测结果难以远程传输或评定,黑度宽容度低曝光参数不易掌握,且易造成环境污染等缺点。在不可使用管道爬行器实施周向曝光时,双壁单影胶片照相效率极低。由于管道规格相对稳定,结构简单,使用DR检测技术,配合检测工装,可远程控制射线机与平板探测器的运动,并即时获得检测结果,如图1 所示。使用DR 检测技术可使检测效率极大提高,也大大降低了检测人员劳动强度。

图1 管道DR检测现场
4.2 锅炉受热面管DR检测
锅炉制造厂中锅炉受热面管数量多,对接焊缝采用传统胶片照相双壁双影透照2 次或3 次,劳动强度大,成本高且效率低。引入DR 检测技术,通过手柄控制检测工装快速传送受热面管至曝光区域,透照一次后旋转指定角度继续透照,完成整圈对接焊缝检测后迅速传送出去。图2 为某锅炉厂小管DR 检测操作台,对 51 mm×6.5 mm 小管环缝透照3 次(含进出曝光区域),1 min 以内即可完成检测。
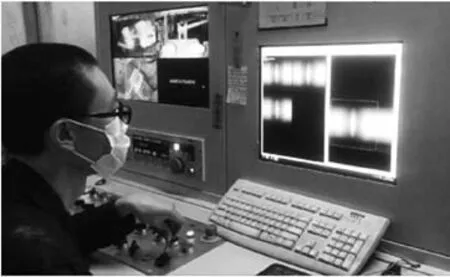
图2 管道DR检测现场
4.3 容器DR检测
压力容器纵环缝检测采用DR 检测工装运送至曝光室,检测全程可通过视频监控和控制手柄以及图像实时预览调整透照部位,直至完成指定纵、环缝DR检测,如图3 所示。在固定产品流水线上,还可以设计透照评定完成后系统软件自动出具检测报告。

图3 容器DR检测工装
4.4 管道管板角焊缝DR检测
特制的DR 系统可实施管子管板角焊缝DR 检测。棒阳极与平板探测器构成一体机,成像区域由4 块面阵列探测器拼接而成,如图4 b)所示。透照方式与采用胶片检测方式相同,为向后透照方式,检测和评定标准可参考NB/T 47013.2—2013 标准附录A。通过阵列探测器快速成像,检测效率大大提高,检测现场可见图4 a)。
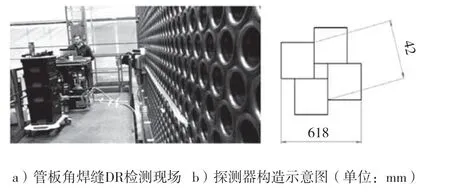
图4 管子管板角焊缝DR检测
4.5 在役壁厚(腐蚀)测量
在役腐蚀检测通常是指在射线数字图像上进行厚度测量,主要用于包覆隔热层的在役管道。通过壁厚方向切向透照,获得管道壁厚部位轮廓图,如图5 a)所示。利用系统软件尺寸标定功能,对已知标定物进行尺寸标定,并测量壁厚,如图5 b)所示。该技术可实现管道在运行工况下进行壁厚监控和隐患排查工作,在有效校准情况下确保检测结果精确可靠。

图5 DR管道壁厚测量
5 结语
承压特种设备运行环境复杂,一旦发生事故将造成较大危害,对设备制造、安装、检验检测要求较为严苛。DR 检测是一项无损检测新技术,在推广应用过程中不可避免存在一些自身或客观障碍,随着探测器制造工艺、图像处理、人工智能等技术不断提高,DR 检测技术将会进一步发挥高质、高效、经济的突出优势,在更多场合有效替代传统胶片照相检测。相应的承压特种设备法规标准也在DR 检测技术方面逐步完善。在高质量发展的信息化时代,DR 检测技术被不断普及,在助力装备制造、民生建设、安全生产的道路上,必将大放异彩。
猜你喜欢
摄影之友(2022年12期)2022-12-27
销售与市场(营销版)(2022年11期)2022-11-18
江苏安全生产(2022年9期)2022-11-02
中国特种设备安全(2022年2期)2022-07-08
起重运输机械(2021年16期)2021-12-31
国际放射医学核医学杂志(2021年10期)2021-02-28
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
中学生数理化·七年级数学人教版(2019年12期)2019-05-21
摄影之友(2019年8期)2019-03-31
西部特种设备(2018年3期)2018-07-31
