
铝合金挤压生产过程技术管控
2022-11-07 07:02陈树钦廖永景黄沤东郑健全
大科技 2022年43期
陈树钦,廖永景,黄沤东,郑健全
(广东兴发精密制造有限公司,广东 佛山 528137)
0 引言
铝合金型材具有高强度、质量轻、易加工等特性,其应用范围也是越来越广泛,近年来国内外对铝合金型材的需求量大幅度增加,一方面是铝合金耐腐蚀的优良特性,使得其十分符合当代环保的趋势,越来越多人使用铝合金型材进行装修,另一方面,随着技术的不断革新,铝合金在新能源汽车、高铁、大型基础设施建设等工业材领域的成功应用,其需求量日益增加。随之而来的是铝合金型材的生产规模也逐渐扩大,就世界水平而言,中国万吨挤压机的占有量已经达到国际的先进水平,近年来国内出现了大量的全自动连续的铝型材挤压设备[1]。根据挤压过程金属的流动方向与挤压杆的运动方向可以分为正挤压与反挤压,正挤压是指金属的流动方向与挤压杆的运动方向一致。金属锭坯与挤压筒内壁间有相对滑动,且存在很大的外摩擦力。反挤压是指金属的流动方向与挤压杆的运动方向相反。目前国内铝合金挤压设备仍旧以正挤压设备为主。
我国在铝合金挤压模具这方面也取得了许多成果,但是在模具技术上较发达国家还是存在比较大的差距。尽管国内个别大型企业配备有限元分析计算软件,使得模具的设计更加贴近实际生产情况,但绝大部分模具技术还是依靠设计师的经验沉淀,通过不断的试模、修模的方式进行生产。本文主要介绍了正挤压过程中,铝合金挤压的金属流动特点、铝合金挤压模具的全生命周期过程以及挤压速度提升的技术管控要点,一定程度上避免因模具多次上机而导致的人力物力浪费。
1 铝挤压过程及金属流动特性
铝合金挤压过程中,锭坯所受的外力不是均匀的,金属流动变形也不是均匀的,一般将铝合金挤压过程分为3 个阶段分别是填充挤压阶段、平流挤压阶段和紊流挤压阶段[2]。填充阶段金属受到挤压轴的压力,首先充满挤压筒与模孔,挤压力P 直线上升,达到突破压力峰值后进入平流挤压阶段,挤压力P 逐步降低,此阶段是铝制品成型有效产出的重要阶段,最后进入紊流挤压阶段,挤压筒内的铸锭长度减小到接近变形区压缩锥高度时的金属流动发生紊乱,铝制品容易出现缩尾、杂质等缺陷,生产中常以挤压留压余的方式处理。在挤压过程中,金属受到挤压力、变形力、摩擦力等,产生一定的温升,并且挤压速度越快,温升越大。而金属在挤压方向上的流速,呈现出的是越是靠近挤压轴中心的金属流动速度越快的特点。
2 铝合金挤压模具的生命周期
铝加工企业的模具的全生命周期大体上可以分为模具设计、模具加工制造、模具维修、模具使用保养、模具报废5 个阶段。
(1)模具设计的基本原则是通过结合铝合金挤压生产过程中的金属流通特性,通过控制挤压比、分流孔数量以及形状、工作带长度等来控制金属的流量速度以及分配的合理性,实现铝制品整齐出料,需要提的是挤压过程中的压力控制也是设计者要重点考虑的因素,压力越低,越有利于生产。模具设计阶段是模具全生命周期的发起点,其设计是否合理、科学,直接决定了模具的成败。国内一些大型企业逐步也投入计算机有限元分析软件,借助于计算机的高速自动和仿真模拟智能。通过对挤压制品虚拟设计然后进行数值模拟分析,模拟获得现场无法获得的物理性能参数,然后对不佳之处进行优化,直到获得性能达标的样品,再提交实际挤压生产[3]。
(2)模具加工制造是指通过机加工设备将模具钢根据图纸要求加工成型,并进行一定热处理工艺。模具加工除要保证加工尺寸符合图纸要求外,还要有高要求的表面粗糙度,特别是工作带的表面粗糙度要求达到0.4~1.6μm,工作带变化处以及模腔分流孔过渡区、焊合室中的拐接处要圆滑过渡,不能有明显的棱角。在市场竞争激烈的环境下,很多时候由订单的货期短,模具在加工过程中未能细致做到位,常见加工精度不良是工作带不平、工作带长度与图纸不一致,表面粗糙等缺陷。模具加工制作过程,要减少手工操作的环节,缩短流程,减少人工操作的精度影响问题。另外,模具在上机进行试模前,建议设置模具加工质量的验收环节,以减少不良模具上机造成生产成本浪费。
(3)模具维修。铝合金在挤压成型过程中,由于受到盛锭筒、模具端面、模具工作带等表面的摩擦作用,使得其金属的流动过程是极其不均匀的,当铝制品的形状复杂、不对称时,这种金属流动的不均匀性会更加的明显。模具在设计时很难完全科学地调整甚至消除这种不均匀性差异,模具制造时又受设备加工精度的影响,因此,模具上机生产过程中,不可避免会出现各种缺陷甚至是废品,为了消除缺陷,使产品的尺寸精确稳定,不产生扭拧、波浪、平面间隙、暗影、开口或者收口等缺陷,就必须力求各部位的金属尽量均衡流出模孔的工作带,因此,常需要根据模具上机的具体情况进行相应的模具维修(简称修模)。而修模的本质,核心就是通过正确的分析和判断,合理调整金属在模具内的流速。掌握这一特点,通过采用阻碍(打麻点、堆焊凸台、补焊延长工作带)、加快、扩大或者缩小分流孔尺寸等方式进行模具维修,使得铝制品在挤压生产过程中能均衡出料。
(4)模具使用保养。模具使用保养主要分为模具抛光以及模具氮化两方面。模具抛光的作用主要是提高模具的光洁度。此工序看似是一种相对技术含量简单的工种,但一些国内老企业和国外模具制造业很注重这道工序,每次抛光工人拿到一套模具后都当作一件艺术品进行雕琢,经他们手抛的模具工作带平整、光洁、平行度和垂直度很高,相对于那些“多做快装”的粗糙品来说,节约了大量的试模、修模费用和生产时间[4]。从生产经验看,因模具抛光质量不达标,导致铝制品出现粗纹、拉钩等质量缺陷大概占据模具上机缺陷的5%。模具氮化是为了提高模具(H13 钢)硬度、耐磨性、耐蚀性、抗粘结性及抗热疲劳性能,进而达到提升铝制品表面质量的效果,是模具保养的重要工序。
(5)模具报废。模具报废分为两种:①模具使用寿命(也叫模具通过量)达标而产生的报废,目前国内企业针对不同规格的模具通过量数值没有统一的标准,都是按企业的内控标准执行。②模具使用量未达到报废标准,但在使用过程中模具尺寸不符、模具开裂等某项原因造成缺陷而无法修复的异常报废。
3 铝合金挤压速度提升措施
(1)挤压机设备与模座对中性管控。挤压生产过程中,挤压杆轴心与模座中心的对中性好,是保障模具正确使用的基础条件。铝合金生产属于大型设备的生产制造,常因为设备磨损、保养不到位等原因导致挤压杆轴心与模座中心不在同一水平线上,对中性不达标极其容易导致生产过程中压力不均衡,出现铝制品快慢不均、斜角等缺陷,而且使得修模人员无法正确判定模具实际情况,特别是对一出多模具的影响最为显著。设备的对中性是挤压工艺技术保证的重中之重,建议铝加工企业定期检查一次,确保设备的良好性能以保证工艺精度。
(2)挤压过程液氮冷却技术应用。铝合金挤压过程因受到摩擦力以及金属变形的影响,金属以及模具出现不同程度的温升,这种对模具的温升容易对生产造成不利的影响,特别是在挤压过程中后段,随着挤压出口温度升到555℃以上后,在挤压速度不降低的情况下,容易出现变形、拉烂等缺陷。通过利用在模垫开孔充入液氮冷却模具的方式,促进型材出料口温度可降低20~30℃,在提升挤压速度的情况下,充入氮气可实现型材出料口温度不会超温,进而提升生产效率,如表1 所示,在1800t 挤压机生产一出二的扇料型材,在充入氮气前,模具挤压主缸速度超过5mm/s 时,型材后段出现拉烂缺陷,在充入氮气冷却后,挤压速度较原来提升50%仍可正常生产,挤压出料后段的温升得到控制,且型材表面光亮无颗粒感。表1 为液氮冷却挤压实验。

表1 液氮冷却挤压实验
(3)铝棒的梯度加热技术应用。从前述的挤压过程中金属流动性可知,挤压速度越快,金属出现的温升也越大。而为了控制这类温升,就需要通过控制铝棒呈现“前高后低”的温度梯度,以便控制铝制品在挤压后半段不出现超温导致的拉烂等现象。铝棒梯度加热炉或者配置可分区控温的单棒炉的技术应用,可以有效控制铝棒的梯度效果。笔者采用单棒炉按照10℃的温度梯度分三区进行控制,一出二模具在2200t 挤压机进行生产多款型材,挤压速度能达到14mm/s,如表2 所示。
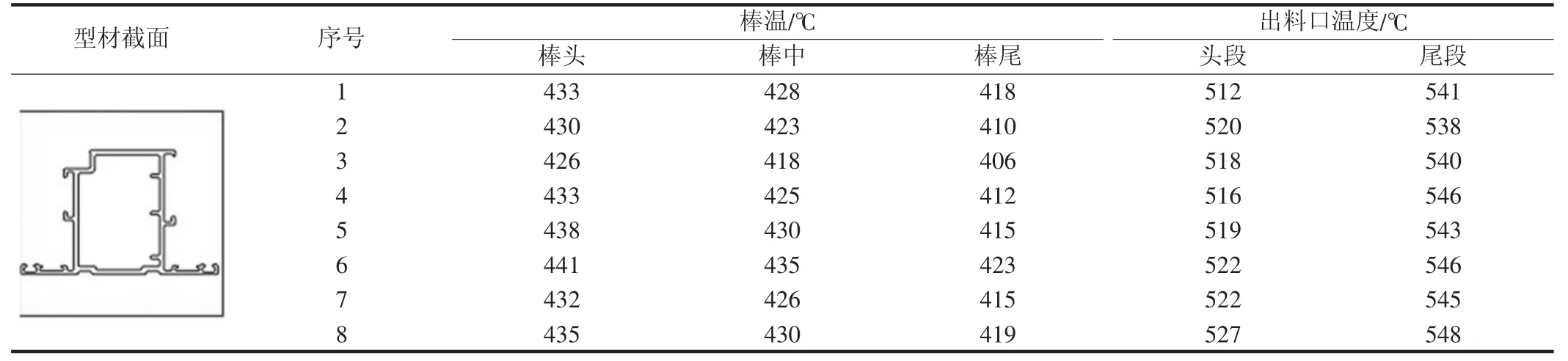
表2 铝棒梯度加温技术应用
(4)模具氮化处理管控。通过模具氮化金相分析,模具一次氮化后只有一层很薄的硬而脆的白亮化合物层,厚度只有几微米;二次氮化后渗氮层厚度有了明显提高,渗氮层主要由两部分组成,即表面的致密氮化层及次表面疏松的扩散层,氮化层约为34μm,扩散层厚度约45μm;三次氮化后氮化层厚度约42μm,扩散层厚度约为36μm。通过计算可知,三次氮化后氮化层厚度(78μm)与二次氮化(79μm)相比厚度变化不大,但三次氮化的氮化层的致密度有所提高[5],工作带硬度增加。因此,模具在使用过程中,必须根据氮化次数控制挤压的棒数,及时进行氮化处理,避免因氮化不足,模具工作带过渡使用造成磨损导致报废。
更重要一点是送氮化前的抛光质量,直接影响到模具工作带的表面氮化层质量,常见的缺陷是明显抛光痕、钉位漏抛、残留铝渣不干净等,其造成的不良影响往往是不可逆的。笔者曾经在某企业通过管控模具送氮化前的抛光质量,使得模具的上机合格率提升的同时,也促进整体车间主缸挤压平均速度提升至少1mm/s 以上。
(5)模具空刀、引料槽的修正。在挤压生产工艺保证的情况下,提升挤压速度的过程中,最容易出现拖烂的常常是铝型材的毛条位、钢片位、钉位等位置,产生的原因主要是在高速挤压过程中,该位置的供水不足以及出料口空刀的预留位置不足导致。修模人员通过扩大此类位置的引料槽、提高引料槽表面光洁度、增加空刀预留位置的方式,是有效促进挤压速度提升的方式之一。
4 结语
铝合金挤压生产挤压速度提升的影响因素较多,除以上所述几点外,铝棒的成分以及质量、设计上挤压比的选择、合金材质的选择、模具设计布局的合理性、设备性能等方面对挤压速度的影响也十分重要。在市场竞争进入白热化情绪下,减低生产成本是企业生产生存的重要环节,为此,抛开模具设计技术水平参差不齐影响因素外,通过挤压工艺的优化、模具使用过程的维保,减少不要的模具试模以及上机缺陷,促进提升挤压速度,进而提升企业的生产效率。
猜你喜欢
铝加工(2022年1期)2022-11-24
防爆电机(2022年4期)2022-08-17
防爆电机(2022年4期)2022-08-17
防爆电机(2022年1期)2022-02-16
铝加工(2021年4期)2021-11-29
陶瓷学报(2021年1期)2021-04-13
粉末冶金技术(2021年1期)2021-03-29
汽车电器(2020年11期)2020-11-27
电脑知识与技术·经验技巧(2020年7期)2020-08-23
船舶标准化工程师(2020年1期)2020-06-12
