
锦纶66帘布生产过程中的帘线强力损失分析
2022-10-28 07:09赵晓杰
轮胎工业 2022年10期
赵晓杰,吴 齐
(平顶山神马帘子布发展有限公司,河南 平顶山 467000)
作为橡胶制品的骨架材料,浸胶帘布的主要作用是保护橡胶、抵抗外力[1-2],锦纶66帘布因强度高、抗冲击、耐疲劳及与橡胶粘合力高等优异性能在轮胎用帘布中占据主导地位[3-5]。
帘线强力直接影响轮胎的抗冲击性能,GB/T 9101—2017《锦纶66浸胶帘布》对锦纶66帘线强力做了详细规定。锦纶66浸胶帘布生产需经过捻线、织布、浸胶三大工序,了解各个工序强力损失情况十分重要。本工作对锦纶66浸胶帘布生产过程进行跟踪研究,以期找出降低锦纶66帘线强力损失的方法。
1 实验
1.1 原材料
锦纶66原丝,平顶山神马帘子布发展有限公司产品,规格和性能参数如表1所示。
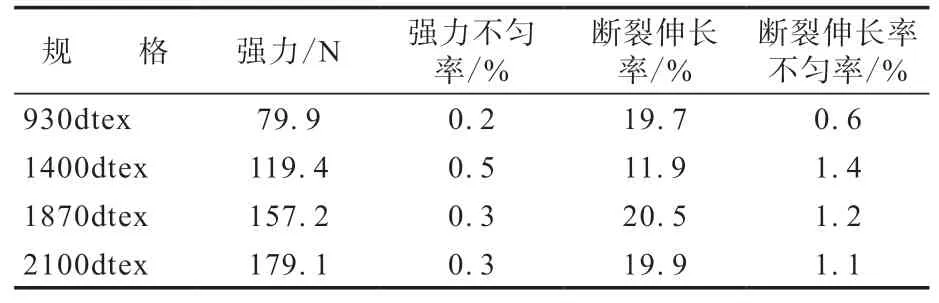
表1 锦纶66原丝规格和性能参数
1.2 主要设备和仪器
3种阿尔玛直捻机,德国阿尔玛公司产品,按引进时间先后依次编号为1#,2#和3#;AWSR 4/ED型DORNIER高速喷气织机,德国林道尔·多尼尔有限公司产品;CTC-4H-1D-V75(100)型浸胶机,贝宁格纺织机械有限公司产品;AG-X型材料试验机,夹持长度为250 mm,测试速度为250 mm·min-1,日本岛津公司产品。
2 结果与讨论
2.1 捻线、织布、浸胶工序对帘线强力的影响
锦纶66帘布的生产需经过捻线、织布、浸胶三大工序,常规品种帘布三大工序生产过程中的强力变化情况如表2所示。
从表2可以看出,帘线强力损失主要发生在捻线工序,织布和浸胶工序对帘线强力的影响并不明显。捻线与织布工序强力变化均为物理损耗,浸胶工序为物理与化学双重作用。

表2 常规品种帘布捻线、织布、浸胶工序强力变化情况
捻线工序直接对原丝进行加捻,帘线单丝间抱合性差,与加捻部件接触比面积大,接触磨损点多,单丝容易受到机械损伤,强力损失明显。
织布工序速度慢且张力低,帘线与机械部件接触比面积小,磨损点少且帘线易形成弹性回缩,弥补织造过程中造成的强力损失,帘线强力变化不明显。
综上所述,为降低锦纶66帘布在生产过程中的强力损失,选择合适的加捻设备与加捻工艺至关重要。
2.2 加捻因素对帘线强力的影响
加捻方式通常分为直捻机一步加捻法和初、复捻两步加捻法,一步加捻法即包缠加捻,内外纱在匀捻器处相互缠绕形成结构对称的两股帘线[6]。本试验采用阿尔玛1#,2#和3#直捻机一步加捻法研究加捻因素对帘线强力的影响。不同规格帘线加捻后强力测试结果如表3所示。
对表3中不同规格帘线加捻后强力测试结果进行简单对比可以看出,加捻设备、加捻工艺和原丝性能等均会影响帘线的强力。

表3 不同规格帘线加捻后强力测试结果
2.3 帘线强力的影响因素分析
加捻时帘线强力受多种因素的影响,为进一步了解每种因素对帘线强力的影响程度,对表3中数据进行详细分析。
把试样规格和加捻机型进行量化:以原丝线密度表示帘线规格(如930dtex/2量化为930,2100dtex/2量化为2100)。加捻机型按引进先后顺序进行量化(如1#直捻机量化为1,2#和3#直捻机量化为2和3)。将已量化的帘线线密度、原丝强力、机型、加捻速度、外纱张力和捻度运用SPSS(Statistical Product and Service Solutions)方法进行单因素相关分析。
捻度、外纱张力、加捻速度、原丝强力、总线密度和加捻机型与帘线强力的相关因数分别为-0.904,-0.047,-0.674,0.998,0.998和0.028。
(1)相关因数的绝对值越大表明其对帘线强力的影响越大,原丝强力、线密度、捻度和加捻速度对帘线强力影响显著,加捻机型和外纱张力影响相对较小。在生产过程中可以采取增大原丝线密度、降低帘线捻度和加捻速度的方式减少帘线强力损失。
(2)捻度、外纱张力和加捻速度与帘线强力呈负相关,原丝强力、线密度和加捻机型与帘线强力呈正相关。
(3)研究表明[7-8],与帘线接触零件的材质和光洁度对帘线的强力有明显影响。1#,2#和3#直捻机设备部件状态基本相同,因此3台直捻机对帘线强力的影响并不显著。
(4)加捻时外纱张力对帘线强力影响并不显著,但在机型相同条件下6#试样帘线的强力比7#试样大,表明3#直捻机在35%~65%的范围内适当降低外纱张力更有利于减少帘线强力损失。另有研究表明[9],外纱张力与破断力百分比为75%时CC3型直捻机强力损失最小,针对不同机型应选择合适的外纱张力。
2.3.1 原丝性能
通过相关分析可知,原丝强力和线密度对帘线强力起着决定性的作用,比较18种试样原丝线密度和强力与帘线强力的关系,结果如图1所示。
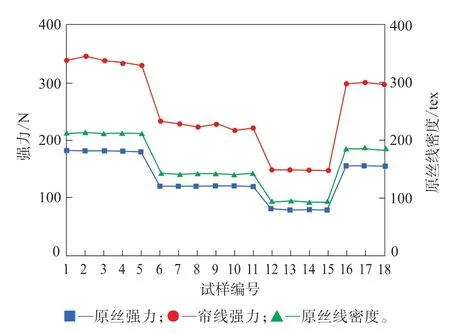
图1 帘线强力与原丝强力和线密度的相关性
从图1可以看出,原丝强力和线密度越大,帘线强力越大。为提高帘线强力,在客户要求线密度范围内可以适当增大线密度。
采用2#直捻机和相同加捻工艺探索原丝强力对1400dtex/2帘线强力的影响,结果如图2所示。
从图2可以看出,原丝强力越大,帘线强力越大,生产中应严格控制原丝质量。2.3.2 捻度
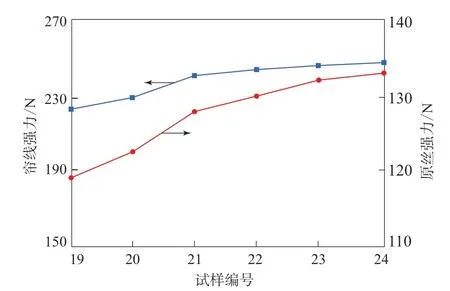
图2 帘线强力与原丝强力的相关性
表3中8#,9#和10#试样帘线捻度分别为380,260和412 T·m-1,随着捻度的增大,帘线强力呈下降趋势。为探索捻度对帘线强力的具体影响规律,在相同设备与工艺条件下进行捻度试验,结果如图3所示。
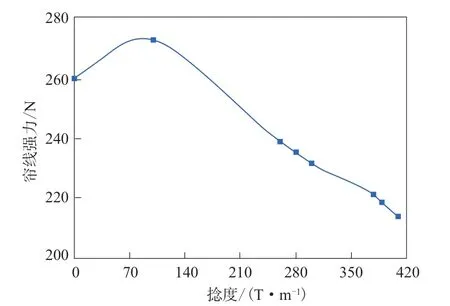
图3 帘线强力与捻度的关系曲线
从图3可以看出,存在使帘线强力达到最大值的最佳捻度,当捻度大于最佳值时,在产品需求捻度范围内应尽量减小捻度,以减少帘线强力损失。
2.3.3 加捻速度
由表3中1#—3#试样和相关分析结果可知,加捻速度对帘线强力影响较大,在表3基础上进行加捻速度试验,结果如图4所示。
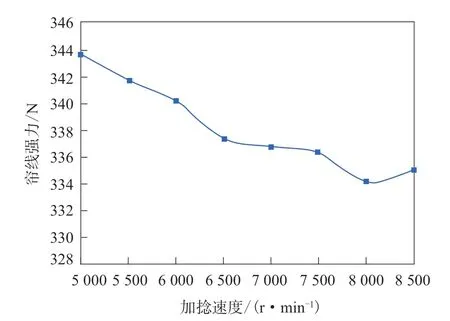
图4 帘线强力与加捻速度的关系曲线
从图4可以看出,加捻速度越高,帘线强力损失越大,在生产中应综合考虑产能与帘线强力,在帘线强力允许范围内可适当提高加捻速度。
3 结论
(1)锦纶66帘线强力损失主要发生在捻线工序,织布和浸胶工序基本无强力损失。
(2)原丝强力、线密度、帘线捻度、加捻速度、外纱张力和加捻机型均对帘线强力有一定的影响,其中原丝强力、线密度、帘线捻度和加捻速度对帘线强力影响显著,外纱张力和加捻机型的影响相对较小。
(3)捻度直接影响帘线强力,在产品需求捻度范围内应尽量减小捻度,以减少帘线强力损失。
(4)针对不同机型选择合适的加捻工艺、在产能允许的条件下降低加捻速度以及选择合适的外纱张力有利于降低帘线强力损失。
猜你喜欢
轮胎工业(2022年8期)2022-09-01
轮胎工业(2022年8期)2022-09-01
橡胶科技(2022年8期)2022-09-01
橡胶科技(2022年8期)2022-09-01
轮胎工业(2022年4期)2022-07-20
轮胎工业(2022年2期)2022-07-19
橡塑技术与装备(2022年6期)2022-06-02
福建轻纺(2022年1期)2022-02-18
纺织科学研究(2021年6期)2021-12-02
纺织科学研究(2021年9期)2021-10-14
