
卷烟厂联合工房电气工程安装施工方法设计
2022-10-27 08:35程茜
科学技术创新 2022年31期
程 茜
(浙江省工业设备安装集团有限公司,浙江杭州 310000)
引言
烟草企业是我国经济产业的重要组成部分,随着经济的发展,我国的烟草工艺飞速进步[1],各个卷烟厂也在不断优化内部的生产设备。联合工房是烟草工艺发展下的衍生物,其改变了原有单一车间的生产方式,提高了卷烟厂的自动化生产水平[2],其可以将各个车间连成一体,仅需要从一端输入原材料,再从另一端进行包装即可,尽管联合工房目前已经广泛地应用在各个卷烟厂中,但受联合工房内部生产特性的影响,其在电气工程安装施工中存在较多问题,安装偏差较大[3]。为了解决这一问题,保证电气工程的使用效果,本研究设计了一种符合联合工房运行需求的电气工程安装工艺。
1 工程概况
陕西中烟工业有限责任公司旬阳卷烟厂技改项目联合工房、生产指挥中心安装总包项目位于陕西省旬阳县城关镇草坪社区,其内厂房主要由混合式砼框架组成,平面呈“一”字形布置,建筑物东西长379 m,南北宽82 m,占地面积约31 647 m2,总建筑面积约41 771.9 m2,生产指挥中心建筑物占地面积2 775 m2,总建筑面积约7 496 m2,包含地下室建筑面积86 m2,建筑物中间四层,两侧两层东西长为188 m,该工程的联合工房示意图见图1。

图1 陕西旬阳卷烟厂联合工房示意图
由图1 可知,该联合工房具有自动化运行特性,内部电气工程安装的项目包括:动力配电箱、双电源自动切换箱、检修箱、电缆桥架、消防电源监控、智能疏散照明控制系统、智能照明系统、低压电力电缆及电线、电气控制电缆、10 KV 电缆、密集型母线和TMY母排、照明箱、照明开关、控制按钮、供暖系统、通风排烟系统、除湿系统、排潮管道系统、换热系统、空调系统、多联机及管道,墙、板、柱穿管预埋、支干桥架等。
由于该工程为工业项目,拥有大型设备工艺车间,建筑面积大,工艺性强,结构多变,导致安装时很容易因为相关设备的随意摆放等问题,致使安装施工位置出现偏差。
2 卷烟厂电气工程安装施工方法设计
2.1 安装高性能配电柜
该工程的生产规模很大,为保证生产建设配有多处变配电机房,包括制丝车间变电所,卷接包环网柜变压器低配室、掺兑区环网柜变压器及低压配电室等。由于该车间屋面为网架安装,在施工中不能在钢结构上开孔、凿洞、焊接等,不能破坏钢体结构、防火涂料。为解决线路安置问题,方便在发生故障时快速找出故障点及时加以排除,安装高性能配电柜,其安装工艺流程见图2。
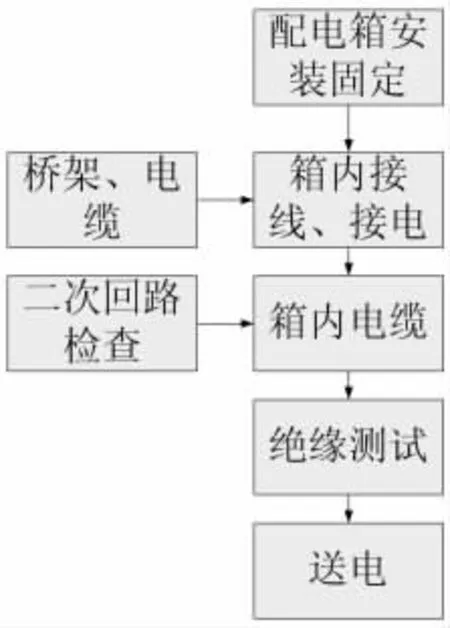
图2 配电柜安装工艺流程
由图2 可以完成配电柜安装工艺流程的设计。在安装过程中为避免配电柜位置发生偏移,在安装过程中需要不断进行水平调整,使用防腐性能良好的螺栓进行固定,除此之外,配电柜盘柜需要用6 mm 的软铜线与接地干线相连作为保护接地,盘柜安装水平度、垂直度需要符合允许偏差的要求[4]。
配电柜安装后,还要进行有效的安装检验,判断此时配电柜的密封状态、元件组成以及接线密封情况,检验合格后需要进一步进行绝缘测试,核对设计图纸,保证安装线路的接地效果[5]。根据配电柜的安装位置,可以设置一个附加的配电箱,根据电缆的方向设置固定电缆,保证柜体与各个部分紧密相连,还可设置配电线路连接点,定期对配电柜连接电缆进行封堵,避免回路接线损耗,最大程度地降低联合工房电气安装占用面积,防止出现因设备、线路位置不当导致使用过程中位置偏差的问题。
2.2 埋设无缝隙暗配钢管
在安装高性能配电柜后,还需要埋设无缝隙暗配钢管。暗配钢管是连接联合工房内部各个电气装置的重要材料,可以避免安装偏差较大等问题的出现,保证卷烟厂电气工程使用效果[6]。为降低卷烟厂电气工厂安装施工偏差,需要埋设无缝隙暗配钢管,首先计算暗配钢管的总配置长度K,如公式(1)所示。

式中,H 为钢槽深度,J 为接地线长度,由于暗配钢管在埋设的过程中需要与接线盒紧密相连,因此也需要计算接线盒的长度R,如公式(2)所示。

式中,D 为连接螺栓长度,A 为接线盒宽度,结合两者的长度,可以计算两者之间的应力F,如公式(3)所示。

式中,T 为压接系数,根据应力计算结果可以有效地计算接线盒与地面的连接缝隙,如公式(4)所示。

根据公式(4)的计算结果,当接线盒与地面之间的连接缝隙高于2.5 mm 时,证明暗配钢管没有与接线盒无缝连接,会出现较大的位置偏差,对后期使用造成不利影响,为此需要重新进行调整,反之则证明接线盒与暗配钢管紧密相连,至此完成暗配钢管的埋设。
2.3 连接封闭电气挤压管
埋设无缝隙暗配钢管后,还需要连接封闭电气挤压管。绝缘电阻在电气工程安装中较为广泛,其一旦损坏,就必须及时更换,为提升其使用寿命,需要连接封闭电气挤压管,使塑料通过模具的挤压,直接挤包在线芯和缆芯上,从而令挤出的塑料层结构紧密结实,避免由于线路松散导致出现空隙较大、位置发生偏差等情况[7]。该封闭电气挤压管的连接示意图见图3。
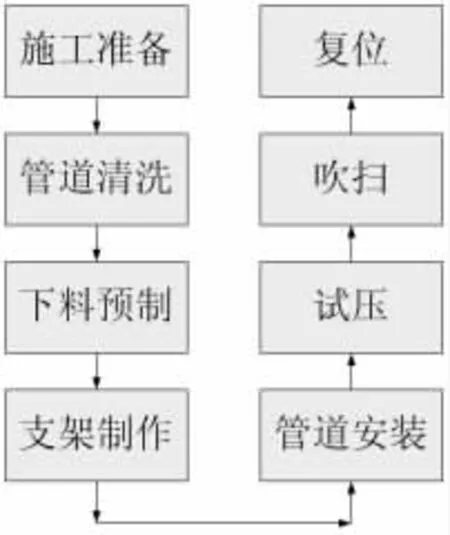
图3 封闭电气挤压管连接示意图
由图3 可知,管道安装前必须进行清洁和干燥,为防止管道壁厚减薄,碱洗时间不宜过长。管道碱洗后,用水清洗直至管道上无残留,远离酸盐碱存放于干燥处,以防腐蚀[8]。下料预制前应确认预制场地清洁,运输通道畅通,按配管图管线号编制焊口号及用料卡,按料卡配置用料,按单线图进行下料加工。从方便运输和进冷箱内方便安装来确定预制管段的长度、固定口的余量。壁厚≥4 mm 的管道对接前,管道要进行坡口,坡口及其内外表面应清理干净。壁厚≥5 mm、直径DN≥80 mm 的铝管内按设计要求加衬圈,φ20 以下的管道外加套管,管道与外套管应进行环向角焊接。为防止管道与铝法兰焊接时造成密封面变形,铝法兰与阀门法兰密封一般采用铝制O 型圈密封,其密封圈与法兰凹陷处能锲合,且不翘曲,以此降低安装偏差,实现封闭电气挤压管连接的目的。
至此,完成卷烟厂电气工程安装施工方法的设计。
3 安装效果分析
为验证上述设计工艺的安装效果,需要进行安装效果分析,即在完成全部施工后,选取卷烟厂生产自主车间内部的电气安装线路进行分析,其安装效果图见图4。
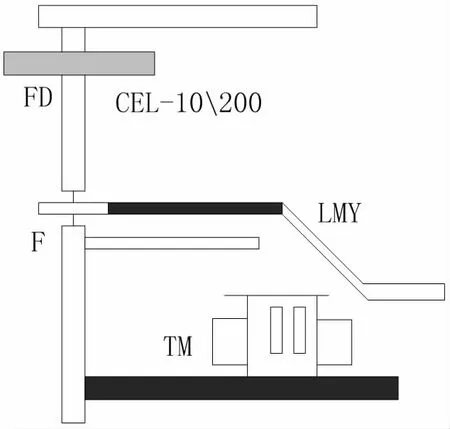
图4 安装效果图
由图4 可知,在卷烟厂的生产自主车间区域,底部的TM 接地线路与上部的CEL 传输效果较好,且电气工程内部的F 与LMY 可共同进行控制,符合卷烟厂联合工房的电气自动化需求。为进一步验证设计方法的有效性,对设计方法的安装偏差进行研究,可得到结果见表1。
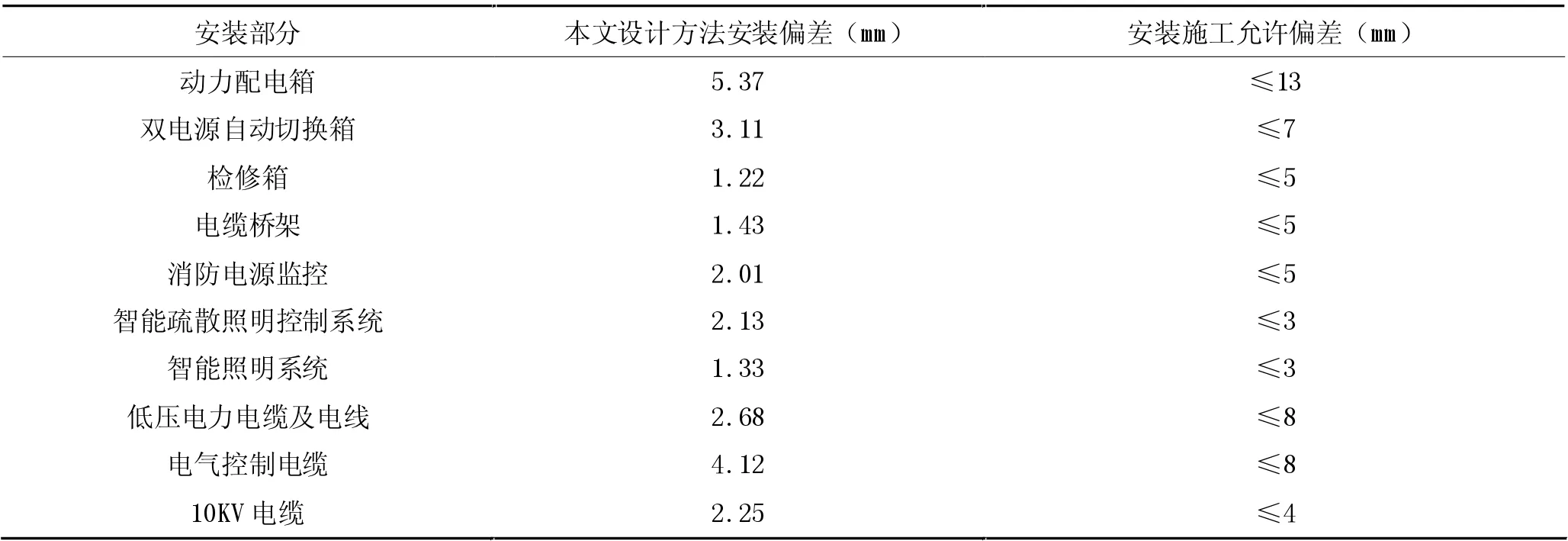
表1 安装偏差测试结果
由表1 可知,采用本设计方法在进行卷烟厂联合工房电气工程安装施工后,各个安装部分的安装偏差均低于施工允许偏差,证明本设计方法的安装施工稳定性较好,符合卷烟厂联合工房电气工程的实际安装施工需求,具有一定应用价值。
4 结论
受联合工房的自动生产特性影响,其内部电气工程的安装偏差较大,不符合卷烟厂的安装需求,因此本文根据联合工房内部生产原理设计了新的卷烟厂电气工程安装施工工艺,再进行安装效果实验分析,结果表明,设计的卷烟厂联合工房电气工程安装施工方法的施工效果较好,施工偏差较低,可以为后续其他电气工程的安装提供一定参考。
猜你喜欢
阅读与作文(英语高中版)(2021年3期)2021-04-19
科学与生活(2021年30期)2021-02-18
家园·电力与科技(2021年9期)2021-01-06
中国电气工程学报(2020年1期)2020-06-08
科学导报·科学工程与电力(2019年28期)2019-10-21
新青年(2018年4期)2018-04-24
科技创新与应用(2017年6期)2017-03-23
科技视界(2016年20期)2016-09-29
党的生活·党员电教与远程教育(2014年12期)2015-02-09
中华手工(2015年1期)2015-01-23
