自动化物流输送系统在造纸厂的应用
2022-10-26 07:47:36王雷博丁海建
机电设备 2022年5期
王雷博,胡 军,丁海建
(上海船舶设备研究所,上海 200031)
0 引言
造纸厂生产的成品纸卷包含许多种规格,每一种规格的纸卷又有不同的质量品级,生产车间需要将不同的纸卷分门别类的输送到相应的储存位置或者发货平台,而纸卷的质量又重,采用传统方式处理纸卷费工费时,这就需要有高度自动化、高效率的纸卷自动物流输送系统来满足纸厂的生产需求。
1 纸卷自动化物流输送系统
输送系统的组成及功能见表1。
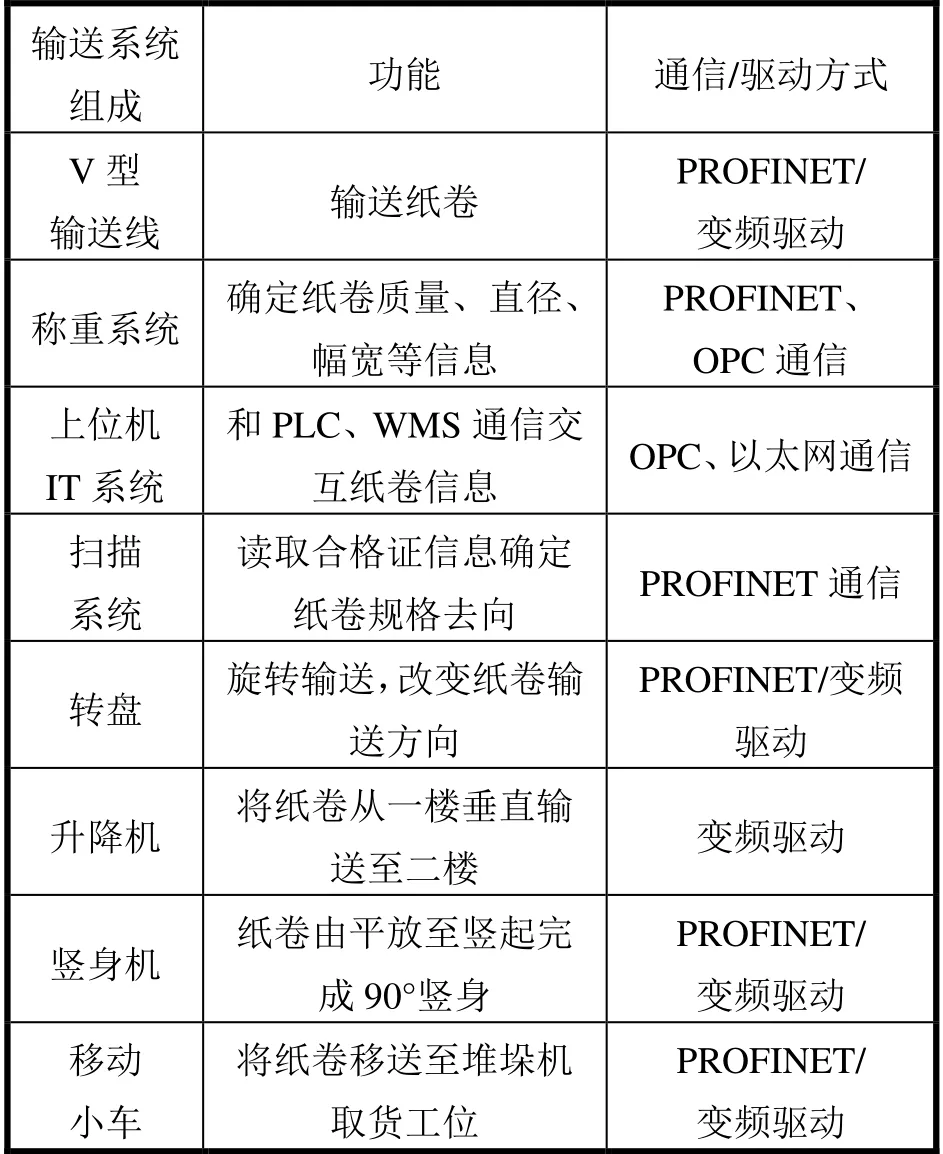
表1 输送系统组成及功能
生产的成品纸卷质量一般都在1 000 kg以上,这就要高度自动化的输送系统将纸卷送至立体仓库或者发货平台。由于成品纸卷规格较多,再加上同一品种的产品在质量上也有不同的档次,因此就需要输送系统根据不同规格档次将纸卷自动送往指定工位,见图1。

图1 纸卷输送系统流程
2 纸卷自动化物流输送系统控制原理
2.1 输送设备工作原理
PLC通过PROFINET控制变频器为输送设备提供动力,纸卷输送过程中遮挡光电开关,PLC根据光电开关产生的上升沿、下降沿信号发出启动、停止输送线的命令,同时通过PROFINET通信给定变频器速度值,速度值正负决定了输送线运行正反方向。纸卷进入称重输送线时,PLC运用变频器的恒定速度V,纸卷遮挡光电开关的时间t来计算纸卷的幅宽W,得到的数据误差在±10 mm以内。纸卷输送至称重线中间位自动暂停,称重工位的超声波测距传感器、称重传感器将纸卷的直径D、质量Wt数据以模拟量的形式反馈给PLC,PLC将模拟量数据转换成mm单位通过OPC通信将纸卷的幅宽W、直径D、质量Wt数据发送给上位机IT合格证系统。IT合格证系统自动将收到的纸卷信息和纸厂生产管理系统MES的排产信息进行比较,比较无误后生成唯一的纸卷条码信息,同时称重输送线自动启动将纸卷输送至贴标工位。纸卷输送过程中遮挡贴标工位光电开关后暂停,PLC通过PROFINET将幅宽W、直径D数据发送给机械手,将条码信息发送给打印机,机械手根据纸卷尺寸数据确认贴标位置,合格证打印完成后机械手自动吸取合格证粘贴到纸卷筒身。贴标完成后纸卷向前输送到扫描工位,扫描枪将扫描得到的纸卷合格证条码信息通过以太网发送给纸厂仓库管理系统WMS,由WMS来安排纸卷去向并将去向信息发送给上位机IT系统,上位IT系统再通过OPC通信将去向信息以数字的形式发送给PLC,PLC根据纸卷去向通过转盘来改变纸卷输送方向。
2.2 纸卷去向一:自动立体仓库
入库:纸卷经过一段距离的输送后到达自动仓库的扫描工位,扫描枪将扫描得到的纸卷合格证条码发送给上位机IT系统,上位机IT系统通过以太网通信将条码信息发送给自动立体仓库系统WCS并申请货位,WCS获取条码信息后解读出纸卷的规格、批次、品种,以此来分配纸卷相应的库区巷道、货位,并将分配到的巷道数据发送给上位机IT系统。上位机IT系统将巷道数据以数字形式反馈给输送系统PLC,PLC发出指令控制相关的输送线、转盘将纸卷输送到指定的移动小车工位,移动小车安装有旋转编码器可以将纸卷精确的输送到堆垛机取货工位。PLC通过PROFINET将允许取货信号发送给堆垛机,堆垛机启动运行将纸卷放到申请到的货位并将纸卷信息储存在自动立体仓数据库,同时堆垛机反馈输送系统PLC取货完成信号,移动小车返回原位等待下一个纸卷入库指令。
出库:自动立体仓库如果有客户订单需求的纸卷规格,仓管人员可以通过WMS下发出库任务,堆垛机从数据库调取纸卷信息执行指令取货放到输送系统的移动小车上,同时给PLC发送纸卷编号、分配去向、放货完成信号。PLC收到信号后,启动移动小车输送纸卷通过出库路径的输送线体、转盘将纸卷输送到目标出库站台,纸卷到达出库站台后仓管人员用手持扫描枪扫描纸卷合格证条码,将出库纸卷信息反馈给WMS,同时出库LED显示屏显示出库纸卷的规格编号形成闭环。另外存在出库后由于其他原因重新入库的纸卷,出库平台有返库专用的上纸平台,该部分纸卷可以以此返库经自动扫描由上位机IT系统向WCS申请入库。
2.3 纸卷去向二:手动平面仓库
根据客户订单生产的暂未装车运输的纸卷经输送系统输送至手动平面仓库。PLC收到该去向信号后,控制转盘转向将纸卷通过升降机由二楼生产车间输送至一楼手动仓库,经过一楼的扫描工位时纸卷的合格证条码、规格信息发送给WMS完成入库闭环,当纸卷需要出库时再由WMS下发出库任务,人工开动抱车将任务单中的纸卷装车运输。
2.4 纸卷去向三:直发平台
生产需要直接装车运输的试卷,给PLC该去向信号,PLC控制转盘去向将纸卷通过路径上的输送线体输送至直发平台。
3 纸卷自动化物流输送系统的人机交互
3.1 HMI 在输送系统中的应用
传统输送系统的操作设备采用了大量的按钮和指示灯,不仅要用大量的控制电缆连接按钮和PLC,还要占用相当数量的PLC输入输出IO点,不利于节约成本。该纸厂输送系统操作设备设计采用西门子HMI替代了手动操作所需要的按钮,根据不同的输送设备可以在HMI画面上设计所需的按钮、旋钮和指示灯,并且HMI和PLC通过PROFINET进行通信只需一根网线,不仅节约了大量的控制电缆、PLC输入输出模块,而且通过HMI还能读写系统运行相关的参数信息、报警记录。一个HMI根据需要可以设计多个不同功能的画面,利用HMI自带的功能键F1-F8进行切换,查看相关设备的实时状态。输送系统操作设备见图2,HMI显示画面见图3。
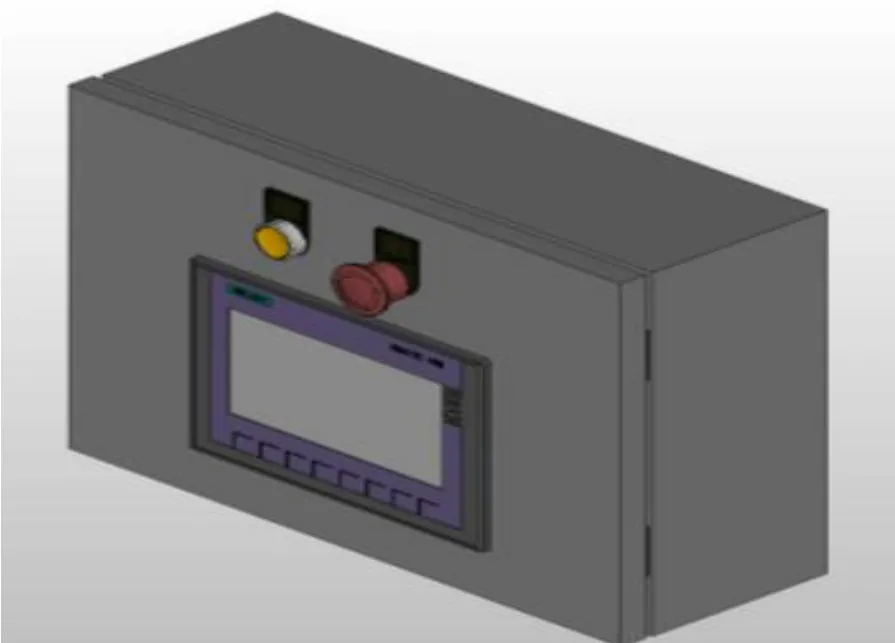
图2 输送系统操作设备

图3 HMI 显示画面
3.2 HMI 实时监控和纠错功能的运用
称重工位后的每个纸卷都有一一对应的条码和规格信息,纸卷在输送过程中PLC程序将纸卷信息进行数据移位,保证了每个输送工位上的纸卷都能被自动识别,各个操作设备上的HMI通过PROFINET读取PLC的纸卷信息实现纸卷输送的实时监控。当输送过程中出现纸卷信息缺失或者异常,PLC程序会下达当前输送设备停止的指令并发出声光报警信号,现场维护人员从就近的HMI查看报警记录以及纸卷信息。如果是纸卷信息异常,维护人员可以根据纸卷实际的信息在HMI上进行修改;如果是输送设备传感器、变频器或者其他方面的故障,维护人员可以切换HMI画面查看连锁信号以及报警指示灯来确定故障源,从而快速的获取故障原因和纠错办法,实现系统的状态可视化和控制智能化。HMI纸卷信息画面见图4。

图4 纸卷信息画面
4 结论
本文分析了自动化物流输送系统在造纸厂的应用,该系统不仅自动化程度高,提升了生产效率,并且系统操作界面功能强大具有较强的交互性,减少了现场操作人员、设备维护人员的工作量。另外,输送系统多个接口都有PLC和IT的数据交互,使IT技术从办公环境走向了工业环境,实现了生产输送调度统一,完全满足了用户的控制要求,具有广阔的市场前景。
猜你喜欢
科普童话·学霸日记(2023年9期)2023-08-21 17:27:14
动漫界·幼教365(中班)(2019年10期)2019-10-28 01:53:17
中国铸造装备与技术(2017年3期)2017-06-21 11:33:39
意林(2017年4期)2017-03-03 18:48:20
意林(2016年7期)2016-05-03 07:46:57
求学·理科版(2016年3期)2016-03-23 05:46:24
设备管理与维修(2016年6期)2016-03-16 02:21:55
意林(2016年3期)2016-03-01 18:11:06
橡塑技术与装备(2015年7期)2015-07-03 12:18:00
故事家·星薇(2015年11期)2015-06-10 10:39:50