三坐标测量斜孔零件的应用研究
2022-10-26 08:23:22宣默涵于昕平高小姣李雨鹏
新技术新工艺 2022年9期
宣默涵,于昕平,高小姣,李雨鹏,杨 羽
(1.长春设备工艺研究所,吉林 长春 130012;2.长春理工大学,吉林 长春 130022)
1 概述
目前,伴随着世界范围内科技水平的大幅提升,对于工业、研究界所适用的零件标准要求也更为精确。为了使零件尺寸及其必要的技术性能达到实际需求,应在生产中做到极其精确的测量。为了达到这一要求,实用且高效率的精密测量仪器就必不可少,如何改进相关器材,创造并使用足够精确、适配的检测方法,已逐渐成为相关从业者必须考虑的问题之一[1]。可以说,对于检测环节而言,维持高精度以及高效率正是该环节的重要构成部分以及核心衡量标准之一。
三坐标测量机作为一种具备多种尖端技术、融合多项功能的高科技测量设备,因其自身具有的高测量精度、高柔性和出类拔萃的数字化能力,在同类产品中脱颖而出,不论是在传统机械制造业、模具制造行业,还是更需要精确度的航空航天、国防军工等行业,均得到了广泛认可。时至今日,其已经属于现代工业检测及质量控制流程中,不可或缺的一种测量工具。在功能上,该测量机除了具备基础测量功能,能够对零部件尺寸、形状包括相互位置等基础数据进行测量外,还可以做到对控制加工,更利于制造者高效率地调整相关加工参数,减少生产消耗。
相较于以往使用的用于尺寸检测及质量控制用途的同类产品,三坐标测量机能集数种检具的专门功能于一身,在最短的时间内,能够完成最多、足够精确的产品尺寸检测工作,还能对部件的几何公差完成检测,检测精度达到了传统技术无法匹敌的微米级,相较于其他测量工具的精准度有了质的飞跃。
在基本工作原理方面,测量机将受测零件置于一定的测量空间范围中,从而测量到受测对象表面点在空间内的三坐标位置;接下来,测量机以测量软件为工具,通过数学计算,拟合各测量元素,例如球、圆锥或者曲面等,进一步获得形状、位置公差等相关几何数据。这样就可以在一次装夹流程内,做到对所有所需测量元素数据的搜集工作;所应用的先进测量软件,充分发挥其具备的在几何构造、尺寸统计、公差评定等方面的各项功能,高效地对零件的各部分尺寸包括几何公差进行必要的计算、评价。
作为机械加工过程中极为重要的组成部分,回转体类零件对于角度误差相当敏感。这一方面的误差将对此类零件在配合精度、震动、运动轨迹等方面造成直接影响。所以,对于角度参数采集、测量工作的重要性也不言而喻。长期以来,在生产过程中,角度测量工作使用的常用工具为角度尺、直角尺、角度仪测量等,这类工具的缺陷也很明显:只可以对单纯角度进行测量,并存在需要找正范围才能足够精确的限制条件;在空间角度的测量上,这类工具只能束手无策。例如,随着工业界的进步,许多前所未有的、结构相当紧凑的复杂壳体类产品,对角度测量提出了更多的要求。这类产品不论是在测量位置上,还是测量方向上,均五花八门,难以找到规律。如果使用传统的角度尺来完成测量工作,就必须对产品上的所有角度予以重新定位,并消耗大量的精力在找正工作上,从而拉低测量效率,对生产工作不利[2-3]。
考虑到上述问题,三坐标测量机所具备的特有综合优势能够更适应现实的需求,高效率地完成测量工作。测量机能够完成三维尺寸高精度检测;在精确度上,还能够利用测针转动任意角度,完成任意位置上斜孔的测量;编程自动测量可以做到批量检测,为检测效率带来极大提升。本文主旨为:利用三坐标测量机完成对后盖零件批量的角度检测,并对测量结果进行综合分析,以期达到检测效率的提升[4],指导加工生产,辅助为产品定型。
2 设备简介
本次检测使用的设备是德国卡尔蔡司的三坐标测量仪(见图1)。规格为1 000 mm×1 200 mm×600 mm,承重300 kg,长度测量的示值误差MPE=(2.2+L/300) μm。
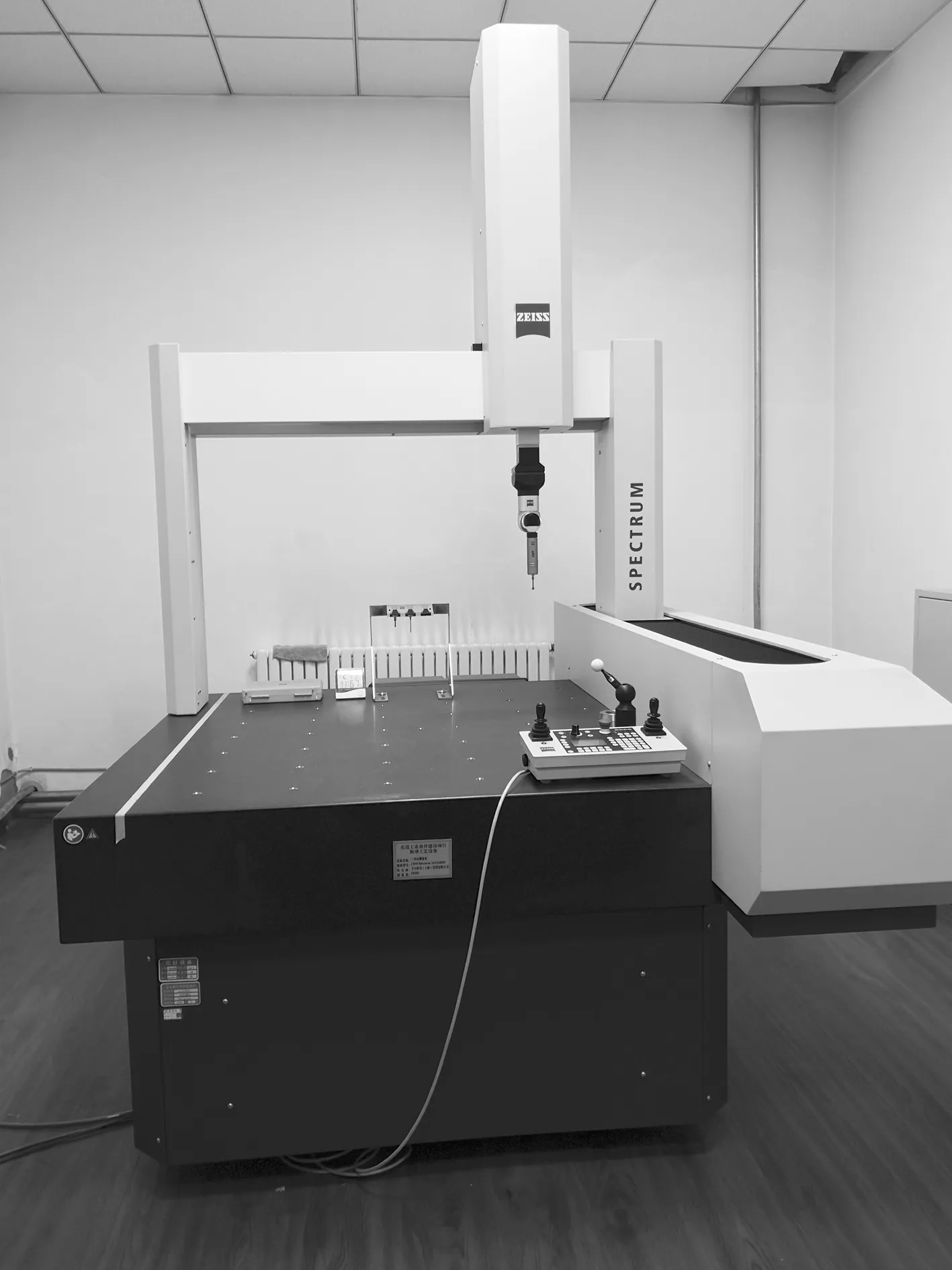
图1 三坐标测量仪
3 制定检测方案
测量环境:温度(20±2) ℃,湿度40%~60%,ZEISS三坐标测量机供气气压0.5~0.6 MPa。
ZEISS三坐标测量机为坐标平面投影,使用系统为笛卡尔坐标测量系统;测量元素以坐标平面为基础,结果能够对当下坐标系下元素投影所具备的属性特征予以反映。
用于测量的零件应当做去毛刺处理,保持表面洁净。将受测体后盖零件置于测量仪工作平台,依照平台定位钉的定位指示,对受测体完成定位及装夹。选择相应测针,在进行测量前应对该测针进行校验,验证其是否具备足够的准确性。以零件为中心,建立相应的工件坐标系;根据图样提供的特征,手动测量工件,完成公差检测,进入编程环节;与此同时,完成对检测路径、安全距离、回退距离的确认工作。数据搜集完成后,评价相应结果,自动完成检测报告并输出。
4 建立坐标系
零件装夹工序:以图样为基准,把受测零件置于测量仪的工作平台之上。假设将工作平台设定为坐标系原点,工件呈轴对称图形,这将使得机器在运行过程中,所检测到的工件位置同实际位置有所偏差,从而发生撞针情况,更有甚者会出现三坐标探针损坏的结果(见图2)。因此,选择把坐标系建立于工件自身,利用其上的圆柱、曲面等相关元素设立坐标系,从而降低因摆放位置、方向造成的撞针发生概率(见图3)。
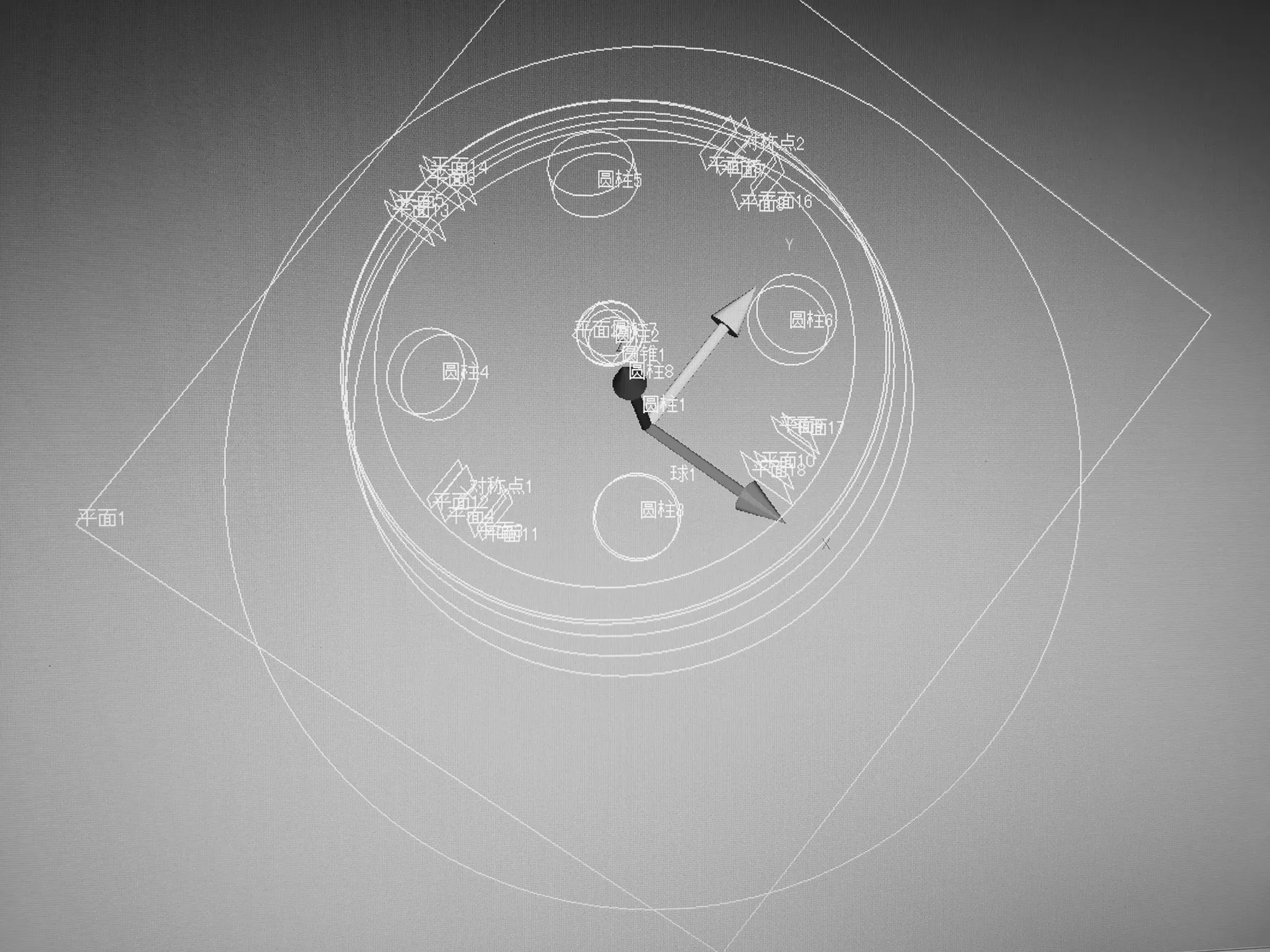
图2 坐标系建立在工作平台上
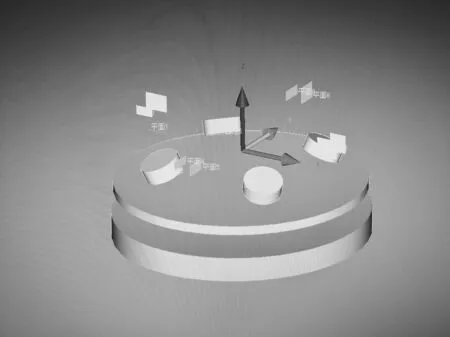
图3 坐标系建立在工件上
5 手动检测
首先对后盖零件进行检测,然后后盖零件将压装喷管,形成新零件后球体。测量喷管角度,根据图样要求,公差应为24°±8′。基准及喷管夹角数据,使用下列3类方式测量:1)喷管投影于工作平面,基准与投影间产生的夹角;2)构造平面,平面调用喷管等元素,基准同平面夹角;3)基于工件为轴对称图形的前提,将两两相对喷管完成连接,构成直线,基准与直线间夹角[5]。
在对上述几种方式得到的测量结果进行分析后,同图样相比较,最终选用第2种方法完成测量工作。
6 编程
手动输入所有元素,设置参数。圆柱划分成2个圆,即上层圆与下层圆,每层圆再各选择4个测量点;平面参数亦选择4个点。设定输出的圆柱直径数据,基准面同各元素间夹角;设定安全平面,设定回退距离。鉴于三坐标本身的转角数值是5°,图样需要的数值是24°,故探针同喷管法线方向不垂直,因此在测量时,探针连接杆将同喷管互相形成干涉,这将对测量结果造成不利影响。故笔者选择使用φ8红宝石探针,并选择杆较细的探针进行连接,以达到削弱干涉影响、提升精度的效果[6-8],程序自动运行完成后的结果如图4所示。
7 技术难点及创新点
本次研究的主要技术难点是,在实际的测量计算过程中,以验证测量方法为目的进行多次测量技术以及最后的评价结果来看,其中是存在大量数据偏差的,也就是说在研究三坐标测量斜孔角度的过程中,需要以特定的方法才能实现更高的效率和更高的准确度。针对这一难点,本次研究以大量的实测计算为基础,总结归纳了诸多次实测过程为依据,最后反复计算对比,得出了唯一有效的测量方法。
主要创新点分为3个方面。其一:在经过多次实验性测量的方法过程和计算结果的参考对比之后,笔者最后发现,只有构造平面,平面调用喷管等元素,基准同平面夹角的方法可以测得准确数据并且在之后的评测结果中确保成功。其他2种方法均有偏差,并且得不到良好的评测结果。其二:有利于提高测量的精密度,在三坐标测量机的发展和应用过程中,测量的精密度无疑是最为重要的指标。通过本次研究得出的测量方法,可以有效解决在面对斜孔这类限于产品结构而不能快速准确测量的问题。其三:有利于提高实际测量工作效率。在实际使用三坐标测量机对产品进行测量的过程中,面对因产品构造而无法快速测量的状况,本次研究正是针对斜孔这一问题,研究得出新的测量方法以解决这一问题,从而缩短单个零件的测量时长,提高实际测量工作效率。
8 注意事项
在利用三坐标测量机进行检测时,零件摆放位置、夹具选取工作尤为重要。倘若零件未能使用匹配的夹具完成装夹,对于测量数值以及最后的计算结果将会造成不可忽视的影响。所以,恰当、适配的夹具选取必不可少。零件测量面应当洁净无锈,污渍对于测量的精准度也有比较明显的负面效果。除此之外,室内温湿度同测量结果的精确性也有相当程度的关联。极端的温度、湿度都会使得测量数值发生偏差[9]。
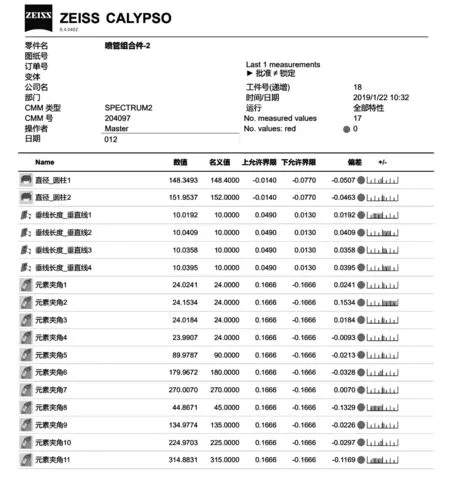
图4 检测记录
三坐标测量机通常采用接触式测量法。使用该方法时,测头将碰触工件表面,从而取得被测要素点。测头头部由一个杆同测球构成,测头通常采用红宝石作为材料。测头本身的相关质量、属性会对测量过程造成如下影响。
1)适当的测头杆长度。由于接触测量法的特点,测头同工件之间不可避免地会产生力的作用,测头受到冲击后,必然会发生变形的趋势。如果测杆过长,刚性较差,就会更容易发生变形,在进行轮廓要素的捕捉工作时,更容易失准,从而使得圆度误差的测量精度有所损失。
2)适当的测球直径。被生产出的工件,表面再洁净也不可能达到完全光滑,一定会存在表面粗糙度误差。测球同工件表面点接触时,测球越小,再捕捉要素点时,就更能展现出粗糙度误差施加在点捕捉精度上的效果。而在测量圆度误差时,测球将用正交侧面点同工件表面完成碰触,此时就算适当加大测球直径,也不会对误差补偿造成消极影响,反而还能够削弱表面粗糙度对点捕捉失真的不良影响[10]。
采样点数与点拟合所得轮廓的粗糙度值之间呈负相关关系,前者数量越少,后者数值就越高,精度也就更低。考虑到这种情况,笔者认为,需要适度地对采样点间距予以缩短,以期取得采样精度上的提升;在采样点数量上也应控制在一定范围内,不能因为对精度的需求,反而影响了测量的效率[11]。
随着机械加工的发展,零件将以不同的状态呈现,也是基础零件的延伸。后球体检测程序的基础是后盖的检测程序,所以在斜孔角度评价上也有延续。斜孔角度的评价方法尤为重要,决定着零件加工是否成功。选择斜孔角度的评价方法,是经过反复试验、调试和调整所得的结果。
9 结语
本文使用三坐标测量机来完成对斜孔角度的测量工作,通过统计试验结果,证实了零件在多数情况下均避免了传统方式角度尺测量法的测量死角,能够在充分地满足对数据高精度要求的前提下,大幅节约检测消耗时间,有效提高检测效率。尤其在对复杂零件进行角度检测时,标准化的检测程序对零件检测精度与效率优势更起着至关重要的作用。
猜你喜欢
机电设备(2024年1期)2024-03-20 12:01:38
制造技术与机床(2019年7期)2019-07-22 03:42:06
制造技术与机床(2019年6期)2019-06-25 10:18:02
现代机械(2018年1期)2018-04-17 07:29:48
中国设备工程(2017年10期)2017-01-20 12:15:14
光学精密工程(2016年3期)2016-11-07 09:03:25
焊接(2015年9期)2015-07-18 11:03:52
建筑工程技术与设计(2014年35期)2014-10-21 20:04:24
金属加工(冷加工)(2014年8期)2014-04-09 13:13:58
装备制造技术(2014年4期)2014-03-01 07:39:04