金属零部构件激光熔覆工艺参数优化的数学建模设计
2022-10-25 06:10:02龚加安
粘接 2022年10期
段 佩,龚加安
(商洛职业技术学院,陕西 商洛 726000)
随着我国工业水平的不断提升,化工工业、胶粘剂制造发展迅猛。工业设备和制造领域需要更多的零部构件,而当前的零部件制造技术由于条件限制和技术不足的原因,导致生产复杂部件的难度加大、材料损耗严重,从而使得工作效率低下,无法满足日益增长的复杂零部件的制造需求和个性化需求;因此,新的制造技术随之诞生。在众多金属制造技术中,应用最为广泛的技术为激光熔覆成形技术,该技术主要通过激光的方式对工业构建进行制造和修复等。但该技术的应用效果取决于各种工艺参数的设置,如何将各参数设置到最佳,并取得最好的激光融履效果成为当前众多学者研究的重点。有学者提出了基于径向基函数神经网络和NSGA-Ⅱ的气保焊工艺多目标优化方法,进一步提升了激光熔覆工艺水平和性能;基于改进粒子群-禁忌搜索算法的FMS布局优化,通过遗传算法确定了最优工艺参数,最终实现了激光熔覆工艺参数的多目标优化;马氏体不锈钢电弧增材制造工艺优化及焊缝几何特征,通过构建GRNN神经网络模型和激光熔覆工艺参数进行回归分析,实现了电弧增材制造工艺的优化,并降低了工艺难度。基于此,本研究结合以上学者研究成果,以激光熔履技术为研究对象,通过对其工艺参数进调整和优化,以此提高工业制造品的质量和精度。
1 工艺参数多目标优化模型建立
1.1 多目标优化模型建立
为更好优化化工工艺,本研究基于激光熔覆的工艺参数,建立多目标优化模型。通过GRNN 回归模型,表现熔覆层性能参数与工艺参数二者间的关系。若=(,,),式中:为第个性能指标(=1,2,3,4);为激光功率;为扫描速率;为送粉速率。
优化模型主要包括变量、约束条件和目标函数3个部分。本研究综合考虑当前工业制造品的实际条件,构建了优化模型。
变量
激光功率设置为(、2);扫描设置为(、3);送粉速率设置为。
约束条件
由于工业设备对上述3种工艺参数影响较大,因此参数设置必须满足设备的规定和要求。本研究根据其制定相应的约束条件。具体设置:
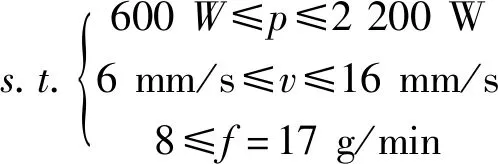
(1)
目标函数
在激光熔覆层中,显微硬度与力学性能成正比关系,硬度越高,性能越好;稀释率与化学成分成反比关系,稀释率越小,表明激光熔覆性能更好;热影响区深度取值越小,性能更好。由此得到相应的目标函数:
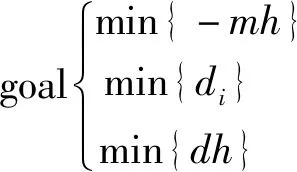
(2)
式中:显微硬度表示为=(,,);稀释率表示为=(,,);热影响区深度表示为=(,,)。
1.2 多目标优化方法
Pareto 解集
在激光熔覆层中,多目标优化与目标函数可能有很多,其求出的解不能保证均是最优解。因此,本研究采用计算非支配解,即Pareto 解来解决此问题。若目标函数有个,表示为(),=1,2,…,;其中解支配解可表示为:

(3)
若要选择一个最优解,需从Pareto 解集进行选取。通过 Pareto 解形成的曲面也可称之为Pareto最优前端,Pareto解集主要包括非支配解,受支配解和Pareto最优前端。
多目标优化方法
多目标优化方法主要包括2种类型:一种是由多目标转化为单目标优化问题,即主要目标法、统一目标法等;另一种类型为直接对Pareto 解集进行计算,从而求出最优解,即多目标进化算法、多目标粒子群算法等。本文结合激光熔覆层的结构特点,选择使用多目标进化算法优化分析上述中建立的多目标优化模型。
2 基于NSGA-Ⅱ的多目标优化
多目标进化算法属于一种智能算法,当前应用最多的多目标优化算法为NSGA-Ⅱ算法。
该算法是基于NSGA-Ⅰ算法,加入拥挤距离排序和精英策略,算法原理是对生物种群进化过程进行模拟,通过在原始种群中进行多次交叉变异后得到新的种群,将适应度最高的新种群进行保存,通过若干次迭代更新后得到最优求解。之后加入拥挤度比较算子排序,使计算得到的解合理分布在 Pareto 解集中;再增加精英策略,保证种群进化的过程中,将原始种群中进行多次交叉变异,从而得到新的种群,并将适应度最高的新种群进行保存,提升收敛速度。
基于NSGA-Ⅱ算法的求解步骤:
3 结果与分析
为取得更好的实验效果,并验证本研究提出算法是否可行,本次实验将对不同的优化结果进行具体分析。
3.1 参数设置
NSGA-Ⅱ多目标优化算法设置
NSGA-Ⅱ多目标优化算法具体设置如表1所示。
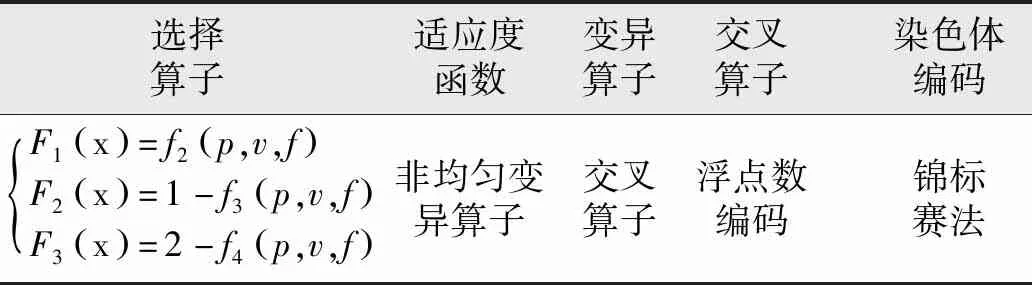
表1 NSGA-Ⅱ多目标优化算法设置Tab.1 NSGA-Ⅱ multi-objective optimization algorithm settings
NSGA-Ⅱ参数设置
NSGA-Ⅱ参数具体设置如表2所示。

表2 NSGA-Ⅱ参数设置Tab.2 NSGA-Ⅱ parameter settings
3.2 优化结果
参数对优化过程和结果的影响
1)种群规模
具体分析种群规模对优化过程和结果的影响,结果如图1所示。交叉率和变异率分别设置为0.7和0.1。

图1 种群规模对优化过程和结果的影响Fig.1 Effect of population size on the optimization process and the results
由图1可知,当种群规模取值为4、10 和16时,种群的收敛速度明显减慢,种群多样性减少,最优解分布不均;当种群规模取值为28时,收敛速度加快,最优解得到均匀分布。
2)交叉率
具体分析交叉率参数设置对算法优化效果的影响,结果如图2所示。种群规模设置为28,变异率为0.1。
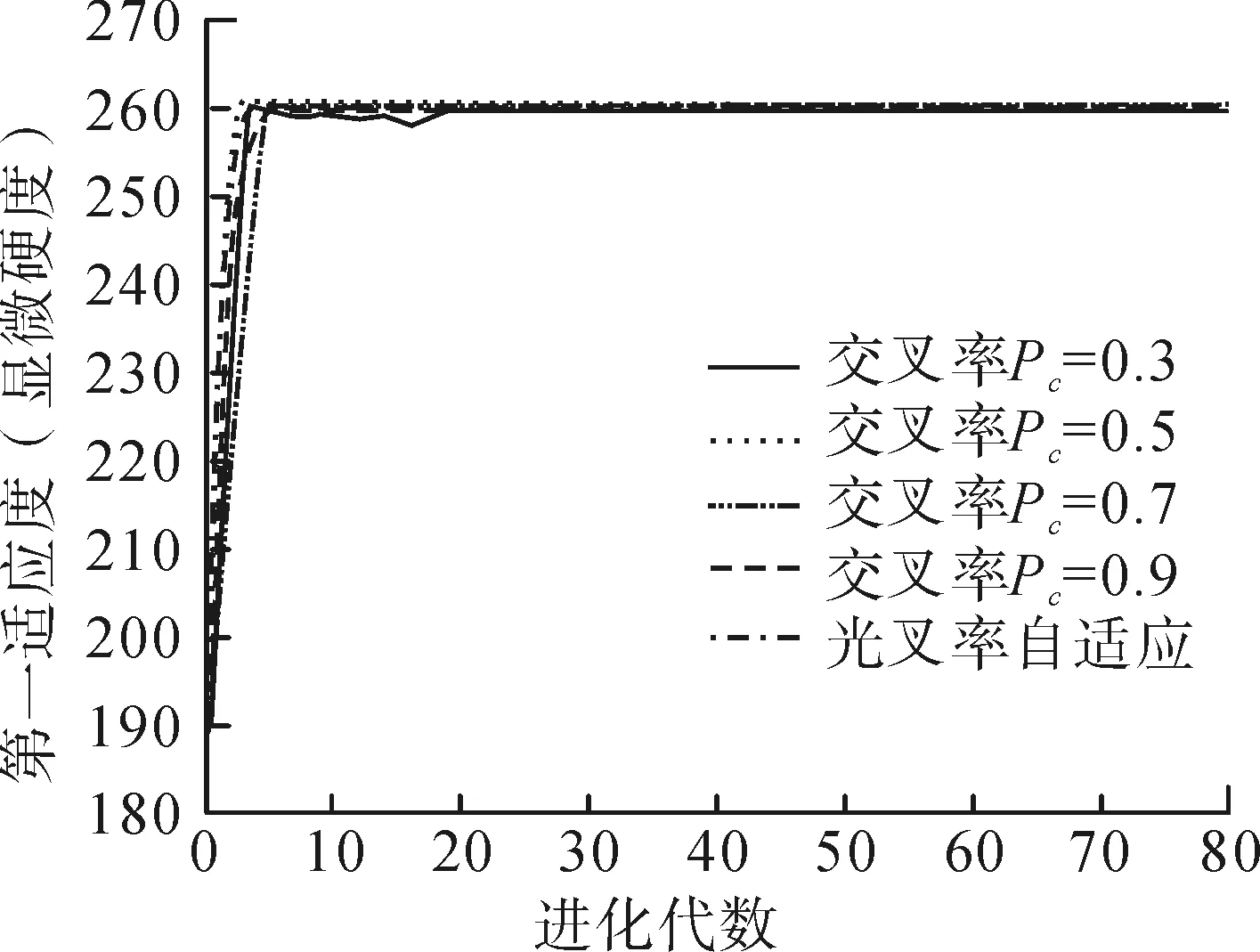
图2 交叉率对优化过程和结果的影响Fig.2 Effect of the crossover rate on the optimization process and the results
由图3可知,当交叉率为0.7、0.9时,种群收敛速度明显更快;交叉率在开始时缓慢收敛,但一段时间后开始快速收敛;说明交叉率的大小对优化结果的影响较小,当交叉率取值接近0.3或0.5时,解集分布不均。
3)变异率
具体分析不同变异率对适应度和种群解集的影响,结果如图3所示 。种群规模和交叉率分别设置为28和0.7。
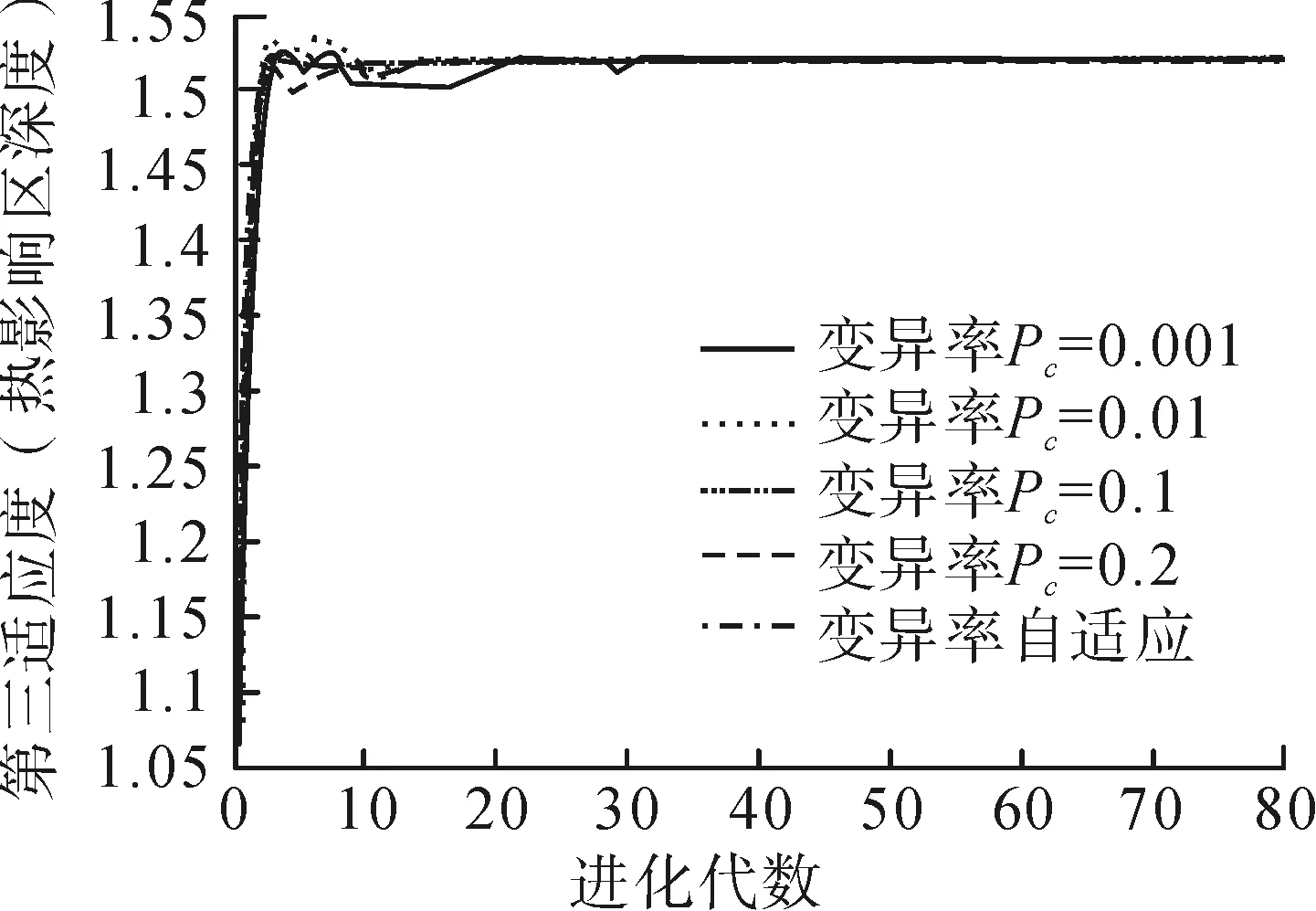
图3 变异率对优化过程和结果的影响Fig.3 Effect of the variation rate on the optimization process and the results
由图3可知,当变异率取值接近0.2时,算法-收敛速度较快,变异率开始时算法收敛速度较慢,一段时间后开始收敛速度明显加快;由此说明变异率的取值大小对优化结果的影响较小,当变异率取值靠近0.001~0.010时,算法优化效果不佳,解集分布不均。
NSGA-Ⅱ优化结果
进行上述优化结果分析后,得到最佳优化参数为:种群规模为28,交叉率为0.7,变异率为0.1;最后一代种群的解集如图4所示;选取253.58、0.07和0.49此3个解作为激光熔覆工艺参数 NSGA-Ⅱ多目标优化的最优解。
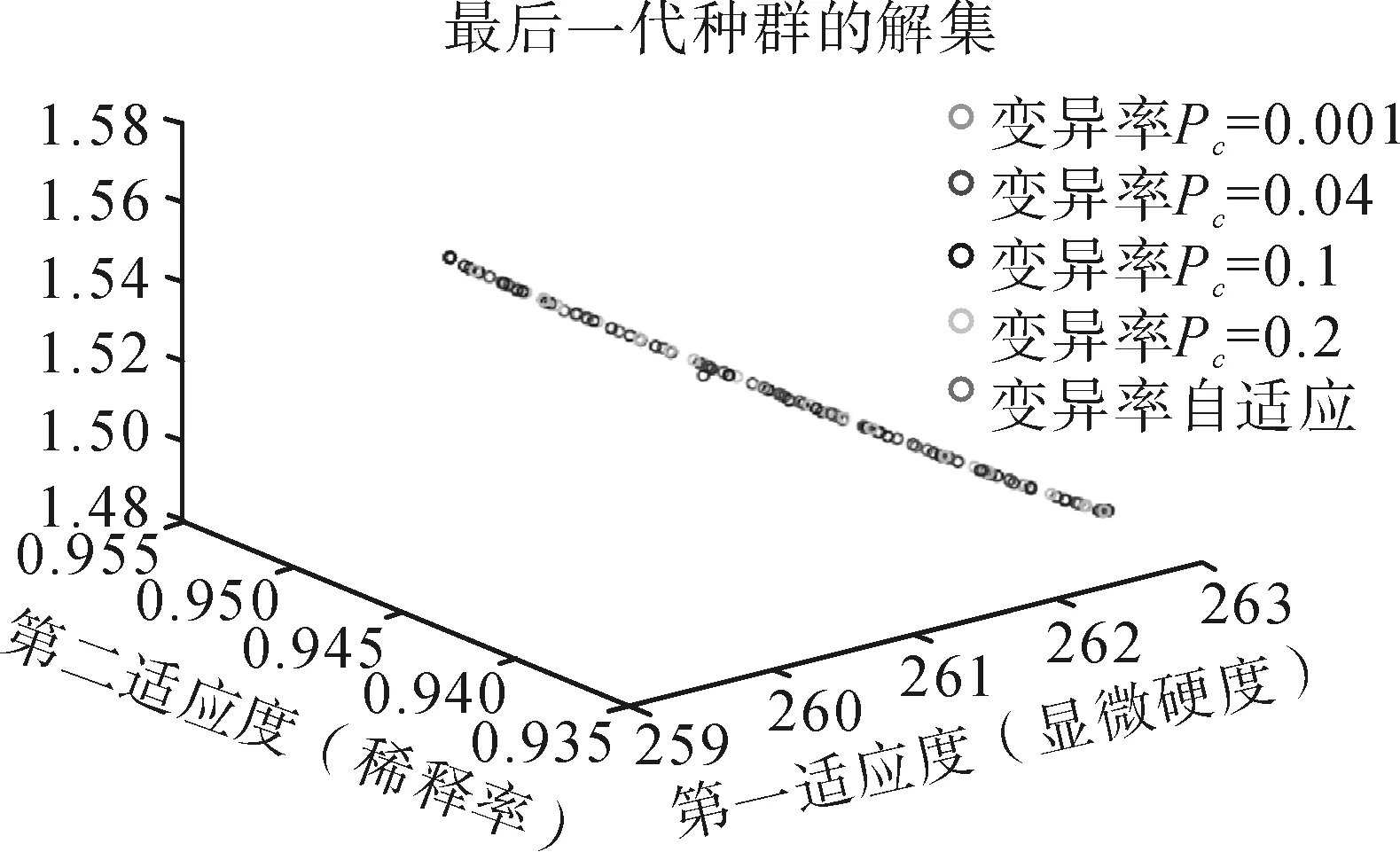
图4 NSGA-Ⅱ最终 Pareto 解集Fig.4 NSGA-Ⅱ final Pareto solution set
工艺参数多目标优化结果
1)不同优化方法结果对比
为验证本文提出的NSGA-Ⅱ算法的优化结果是否为最优结果,实验将本研究提出的 NSGA-Ⅱ方法与统一目标法的优化结果进行比较,得到的对比结果如表3所示。
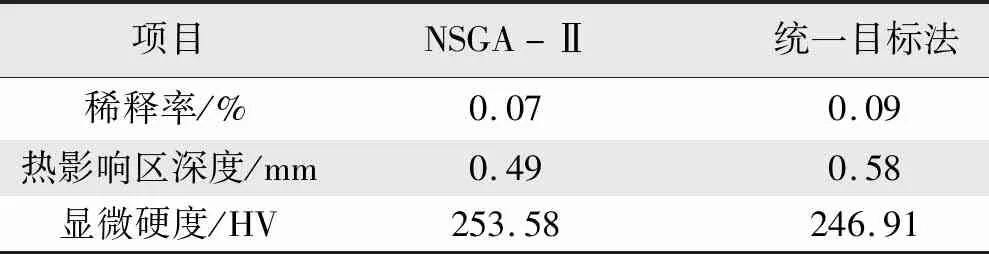
表3 2种算法优化结果对比Tab.3 Optimize the comparison of the results between the two algorithms
由表3可知,NSGA-Ⅱ优化结果显微硬度为253.58 HV,高出统一目标法6.67 HV;而稀释率和热影响区深度分别为0.07和0.49 mm,比统一目标法分别低了0.02、0.09 mm。由此可知,NSGA-Ⅱ比统一目标法的优化结果更好,算法性能更佳。
2)工艺参数优化前后的激光熔覆层性能对比

表4 优化前后激光熔覆层性能对比Tab.4 Performance comparison of laser fusion compound layers before and after the optimization
由表4可以看出,优化前和优化后的显微硬度分别为177.41和253.58 HV,优化后的显微硬度增加了42.93%;优化前后稀释率分别为0.29和0.07,优化后的稀释率降低了75.86%;优化前后热影响区深度分别为0.64和0.49 mm,优化后降低了2.43%。综合分析可知,优化后的激光熔覆层性能更佳。
4 结语
本研究提出的NSGA-Ⅱ多目标优化方法具备可行性和有效性。通过不同算法的参数设置后,最终取得了最优结果。实验结果表明:不同算法参数对NSGA-Ⅱ的优化过程和结果均有所不同,通过实验对比发现,相较于统一目标法,本研究提出算法优化效果更佳,优化后显微硬度高达253.58,稀释率和热影响区深度低至0.07和0.49,说明本研究优化后的激光熔覆层精度和质量有所提升,优化后算法性能更优越。但由于条件限制,本研究存在一定的局限性,主要表现在本研究只对NSGA-Ⅱ一种优化方法进行了研究,实验数据单一。因此,在未来的研究中,将重点在这方面进行改进,对更多的多目标优化方法进行深入探究,以得到更佳的优化结果。
猜你喜欢
金属热处理(2023年10期)2023-10-23 01:24:04
今日农业(2022年15期)2022-09-20 06:54:16
石材(2020年11期)2021-01-08 09:21:48
趣味(数学)(2020年4期)2020-07-27 01:44:16
支部建设(2020年15期)2020-07-08 12:34:32
桂林电子科技大学学报(2019年3期)2019-09-11 05:58:14
红土地(2018年7期)2018-09-26 03:07:38
光学精密工程(2016年1期)2016-11-07 09:01:08
百科知识(2015年18期)2015-09-10 07:22:44
当代畜禽养殖业(2014年10期)2014-02-27 07:59:49