某符合TSI标准的动车组侧部内装优化
2022-10-22 02:24刘亮
技术与市场 2022年10期
刘 亮
(中车株洲电力机车有限公司,湖南 株洲 412000)
0 引言
动车组的内装界面作为重要的人机界面,体现了车辆的颜值,其布置及结构设计需要综合考虑美观、舒适性、安全性以及可维护性等诸多因素,同时更需要结合客户个性化的需求[1]。国外动车组列车的内装风格与国内动车组差异较大,尤其是符合TSI标准的动车组列车,相关标准要求更为严苛,人机工程的要求与国内相比也有较大区别。TSI(Technical Specification for Interoperability)是欧盟铁路互联互通技术规范的简称,某符合TSI标准的动车组为低地板铰接六节编组动车组列车,基于个性化需求及相关标准,车内设置有商务座椅、防火隔断、卫生间、吧台、多功能区、轮椅区等,结构较为复杂紧凑,相关标准要求也较严格。文章主要着眼于其侧部内装,通过分析其典型结构,在结构方案、工艺方法上进行优化,以解决装配工艺性差、重点尺寸无法保证、不同工序交叉影响的不便等,提升车辆内装装配的质量和效率。
1 侧部内装简介及结构分析
该动车组列车采用低地板铰接结构,侧部内装部件主要有侧墙、加热器、加热器罩、行李架、门立柱罩、屏风、侧顶板等,如图1所示。部件集成度高,结构紧凑,关联尺寸多,存在很多交叉安装,为精简结构、优化工艺、提高质量,对其进行分析并优化。动车组侧部内装效果图见图2。
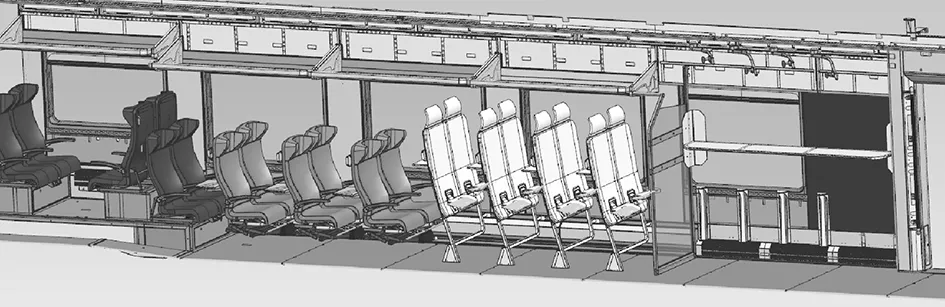
图1 动车组侧部内装结构示意图

图2 动车组侧部内装效果图
2 内装优化
2.1 侧墙
侧墙采用模块化结构设计,精简侧墙布置及种类。基本以侧窗玻璃划分模块区,每个模块区主要包含窗口墙板、侧墙间板、下侧墙3个部分(见图3)。仅在车辆高低地板区及多功能区存在结构及尺寸上的差异。窗口墙板上集成有遮阳帘,为便于后期的维护需求,在安装结构上进行优化,窗口墙板采用自下而上的插接方式进行安装,与顶部内装在结构上进行隔离,且可以单独拆卸。
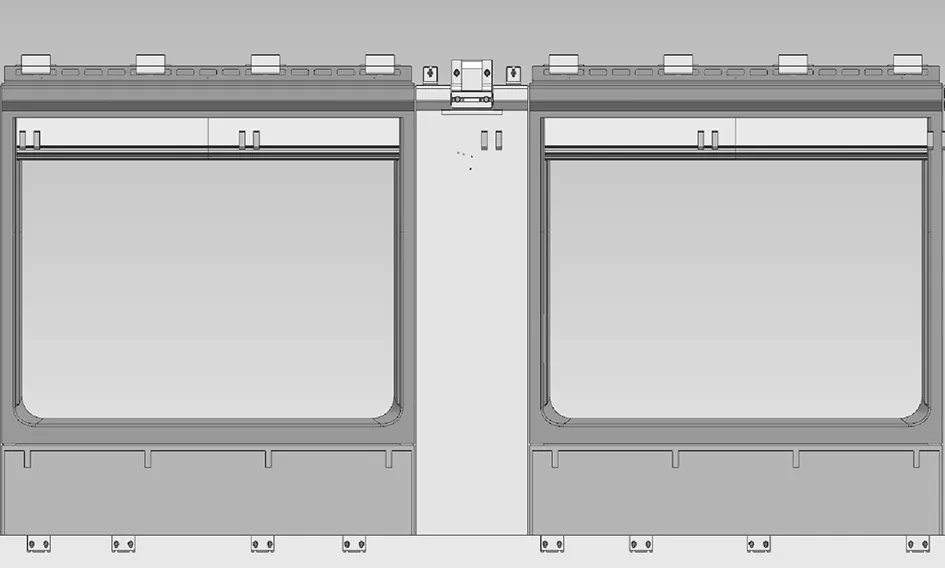
图3 侧墙结构示意图
侧墙每个模块区的安装顺序为侧墙间板—窗口墙板—下侧墙,为保证窗口间板安装后与侧墙间板的对接缝隙以及配合台阶,侧墙间板安装重点控制其跨度、距离地板面的高度以及其与侧窗玻璃的间距。同时利用侧墙间板为行李架安装座进行定位,调整其安装的高度及纵向跨度尺寸,确保后期行李架、屏风相关关联部件安装接口尺寸良好。
2.2 座椅
整车座椅种类较多,主要有商务座椅、二等经济座椅、座椅箱座椅、斜靠座椅、家庭座椅、折叠座椅等,大多采用悬臂结构,安装接口在车辆侧部C型槽,采用螺纹块预埋,座椅贴合侧部内装板后使用螺栓在外侧旋入紧固。预埋螺纹块的方式在制造环节存在位置易偏差且不易观察的缺陷,受空间限制,安装过程中不便对孔及控制螺栓旋入长度。在结构上进行优化,更改为预埋组合螺杆,即T型块和六角螺栓组合预埋,螺杆伸出。座椅安装时将座椅基座的安装孔对正螺杆穿入,使用六角螺母在外侧紧固,便于紧固操作以及确认螺纹啮合情况,同时也便于观察预埋件位置是否正确。
2.3 加热器及加热器罩
车辆在侧部靠近地板位置设置电加热器辅助供热,外部安装加热器罩。由于车辆侧部集成了侧墙、座椅、加热器、加热器罩以及地线等附件,使得多个部件共用同一条车体C型槽,且由于部件重量布置、载荷及使用工况存在差别,紧固件型号存在不同,且大多都采用预埋提前放置。另外,考虑车体强度及加工量,车体C型槽开缺口数量较少,预埋件数量及种类较多,位置不易精准定位,导致预埋出错率高且纠正整改过程繁琐。针对此问题对安装紧固件预埋位置统一分析,在工艺管控方法上采用整合预埋,即多个部件的预埋件合并统一放置,并取消加热器、加热器罩紧固件的预埋,改为使用旋转T型螺栓,可后期放入。
加热器分散布置在车辆整个纵向长度方向上,对其定位的绝对尺寸和相对尺寸进行分析,结合实际情况确认参考基准,避免安装位置偏差导致后期安装座椅及加热器罩板时发生干涉现象。加热器罩接口和安装环境复杂,导致种类和数量较多,也存在一些干涉情况,工艺性不佳。通过拆分和细化安装流程,将加热器罩拆分为加热器罩板、上盖板、下盖板及下盖板条4部分(见图4),分步安装,便于提前检查预埋件位置是否准确,工序逻辑更加清晰,增强了部件安装的工艺性,避免了整体安装累计误差导致的整体返工。
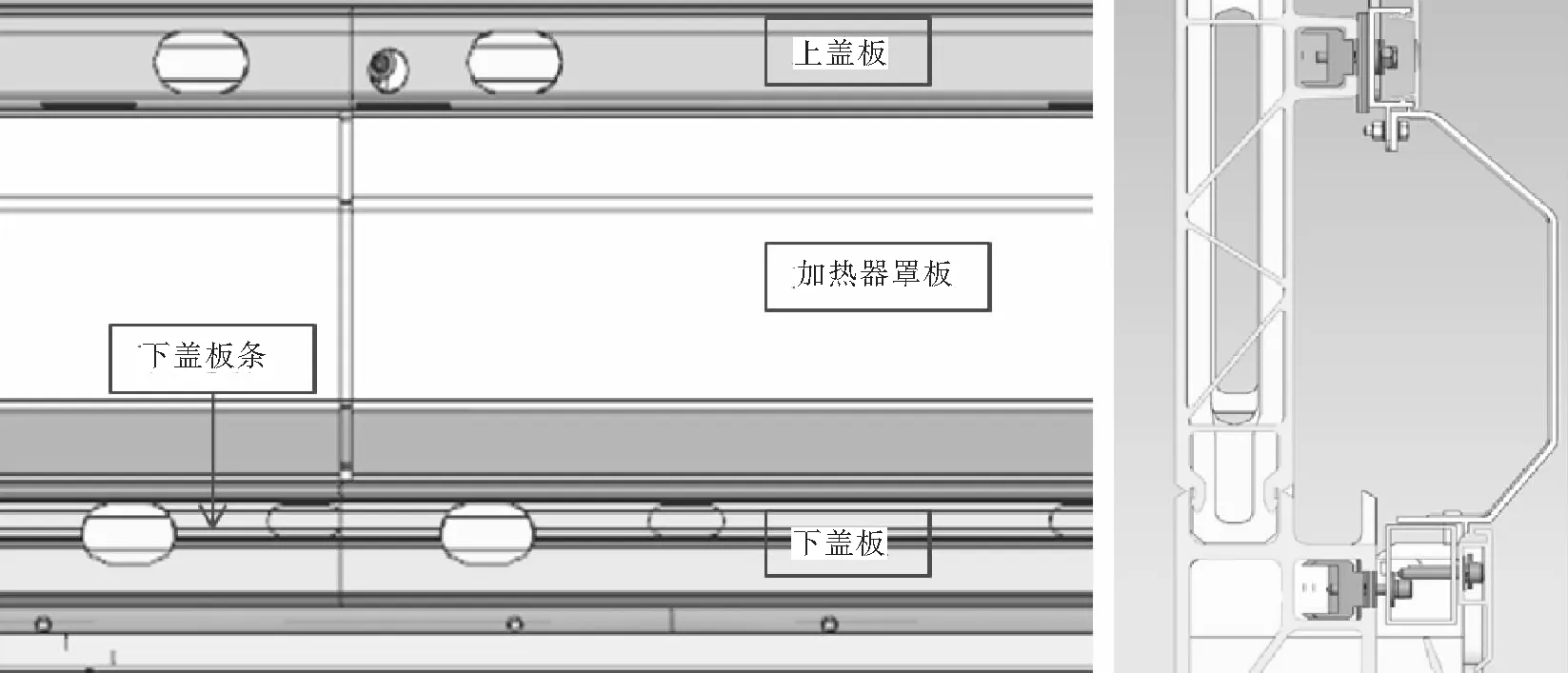
图4 加热器罩板结构示意图
3 工序排程优化
车辆侧部组装涉及电气、内装多道工序,为避免安装工序重复作业、交叉作业、生产工序计划不合理等,基于部件安装结构以及为实现更好的装配工艺性,对车辆侧部的组装工序流程进行分析并优化调整工序作业前后顺序,如图5所示。

图5 侧部内装工序排程
工序排程的优化,在流程上梳理出了合理、高效的逻辑关系图[2],一方面避免了部件安装交叉造成的重点关键尺寸操控不到位,提高了装配的质量和效率。另一方面为生产计划提供了更加合理的依据,便于生产排产和物料配送。
4 结语
动车组列车承载公共交通的使命,其内装是最直观和更加体现风格特色的界面,因此,其结构也会存在较大差异。文章对某符合TSI标准的动车组侧部内装从结构优化和工艺方法上进行了阐述,基于部件的良好维护性和装配的合理性对其进行了优化,为复杂结构的动车组装配提供了一些思路和方法。
猜你喜欢
福建工程学院学报(2022年4期)2022-09-09
北方交通(2022年8期)2022-08-15
科技与创新(2022年14期)2022-07-26
科技创新导报(2021年33期)2021-04-17
航天器工程(2021年1期)2021-03-03
中国电气工程学报(2019年5期)2019-10-21
科学导报·科学工程与电力(2019年2期)2019-08-13
科学与技术(2018年5期)2018-11-15
商情(2017年38期)2017-11-28
中小企业管理与科技·上旬刊(2016年12期)2017-01-05