新型U型梯子梁设计及应用前景分析
2022-10-22 02:24闫汝山刘杰辉
技术与市场 2022年10期
闫汝山,刘杰辉
(河北工程大学机械与装备工程学院,河北 邯郸 056038)
0 引言
煤矿开采过程中,梯子梁被用来支撑矿井巷道顶部,以达到加固巷岩体的作用。梯子梁在各个矿井中使用非常普遍且用量巨大。作为煤矿生产行业重要的安全设施之一,梯子梁的安全性至关重要。焊接是梯子梁生产中必不可少的步骤,传统矿用梯子梁失效形式主要是焊接部位出现疲劳变形。传统梯子梁焊接部位为环形,焊接工艺复杂,焊接缺陷多,易出现疲劳失效。本文设计出一种新型U型梯子梁,并对其中φ 14 mm圆钢、长度900 mm的新型U型梯子梁进行有限元分析。
1 人工焊接的缺点分析
矿用金属梯子梁主要用于锚杆支护、煤巷掘进以及隧道加固等[1-2],应用广泛、需求量大,目前国内矿用梯子梁的焊接基本依靠人工焊接。但人工焊接生产效率低,劳动强度大,难以保证煤矿的生产需要;受焊工技能的影响,产品质量一致性差,残次品多,质量不稳定。人工焊接产品容易出现诸如漏焊、毛刺、夹渣等外观缺陷和焊接疏松、气孔、裂纹等制造缺陷[3-4]。外观缺陷影响产品销路,而制造缺陷存在潜在的安全隐患。解决这些制造问题,根本就是防止生产者劳动过程中的操作不当,但由于技术水平、心态情绪、生产责任等因素制约,人工焊接较难解决。
人工焊接对焊接工人的身体健康有很大影响。人工焊接存在有毒烟雾、强光刺激、低温烘烤以及长时间保持各种姿势等问题[5],容易对工作人员身体产生一定的危害。现在大量制造企业缺少操作工人,愿意从事焊接的工人更少,技术娴熟的焊接工人就更难招聘。
人工焊接生产中材料及能源的消耗也较难掌控,加上较高的残次品率及较高的人员工资,使得人工焊接的生产成本居高不下。
2 新型梯子梁的优点
传统的梯子梁以2个平行放置的长钢筋为梁,梁之间焊接若干个垂直放置的短、直钢筋支撑肋[6]。与传统梯子梁不同,本文设计的U型矿用梯子梁由2个并列的梁和连接2个梁的若干个U形肋构成。实际生产中,U形肋由1根钢筋机器折弯而成,2根并列的长钢筋与U形肋的两侧边焊接,整体上呈现出封闭结构,如图1所示。
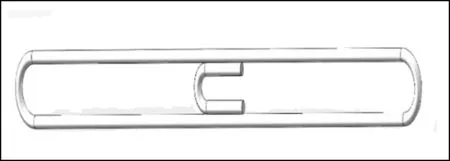
图1 新型梯子梁三维结构图
传统梯子梁内部结构为垂直交错的直钢筋点焊焊接而成。与传统梯子梁相比,新型U型梯子梁具有以下优点:焊接部位为直线形,焊接操作过程简单;U型部位与两侧的梁接触面积大,焊接紧固性好;正反两面共计4个焊道,焊接位置少,单件生产工时短,生产效率高。
3 新型梯子梁的有限元分析
由于矿下环境复杂,梯子梁在实际生产中会有多种型号来适应环境需求。本文对φ 14 mm圆钢、长度900 mm新型U型梯子梁焊接过程进行位移、残余应力进行分析,分析结果如下。
3.1 焊接位移结果分析
图2是梯子梁冷却至外界环境温度后的位移云图。由于焊接时存在先后顺序,所以在焊接结束后梯子梁两侧位移的变化并不是关于x方向的完全对称。
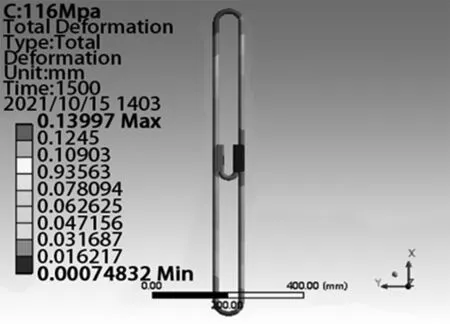
图2 梯子梁位移云图
从云图上可以明显看出,梯子梁整体位移梯度变化平滑,在焊接附近区域,位移最小;距离焊接区域越远位移越大,最大位移出现在梯子梁的两端,最大位移为0.14 mm。
图3是梯子梁焊接过程中最大位移随时间的变化曲线,曲线出现4个波峰,对应4个焊缝完成时的位移,其中最大位移出现在第1个焊缝完成时,位移量达到了2.9 mm,这是由于在进行第1道焊缝的焊接作业时,由于U形肋与梁的约束几乎不存在,焊接时梯子梁最容易受到影响而产生变形。
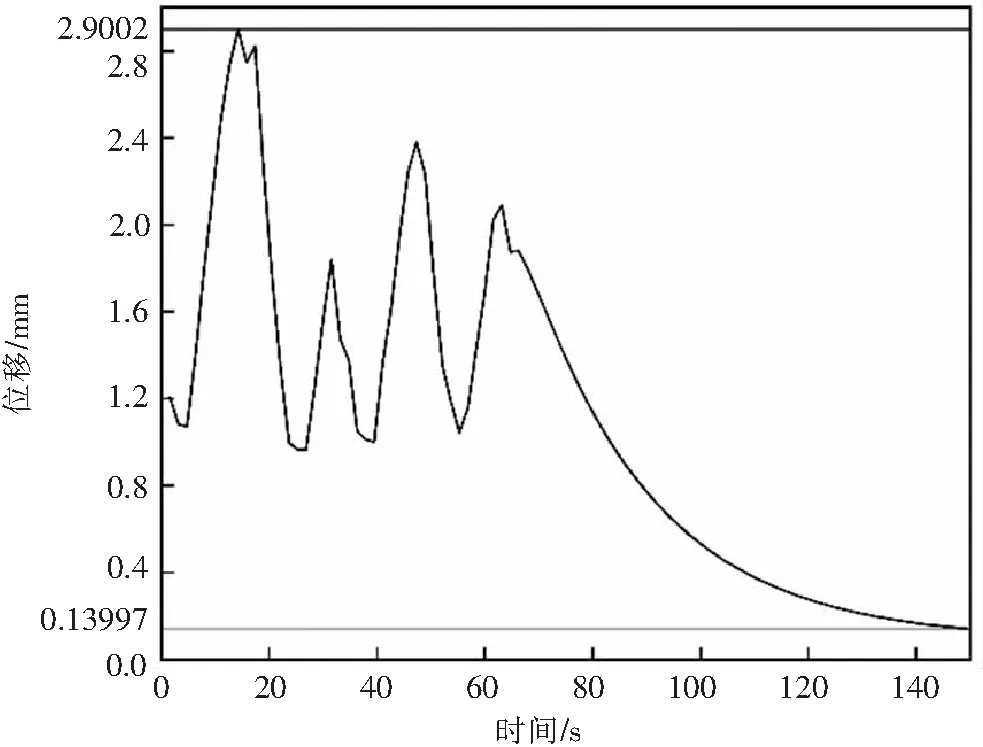
图3 梯子梁焊接过程位移变化曲线
第2道焊缝完成后,几何位置的对称性决定了第2道焊缝产生的位移与第1道相反,并且由于第1道焊缝的约束,所以明显可以看出在第2道焊缝完成后梯子梁最大位移反而会有明显下降。
进行第3道焊缝时,虽然产生的位移影响与第1道焊缝方向相同,但是由于前2道焊缝已经完成,U形肋与梁的约束变多,此时的最大位移峰值不会超过2.9 mm。同理,第4道焊缝完成后最大位移也会稍微降低。
3.2 焊接残余应力分析
图4是梯子梁的应力云图。从云图上看,x轴方向上梯子梁整体应力几乎相同。焊接完成后,梯子梁冷却至外界环境温度,梯子梁最大残余应力为116.55 MPa。U形肋的两侧残余应力几乎相同,最大残余应力的出现主要是U形肋与梁的连接区域是焊接热的集中区域。焊接前后的温度梯度较大,所以在焊接后应力主要集中在相切的区域。从几何结构上看,由于焊接上下存在对称性,残余应力的分布也几乎是对称的。
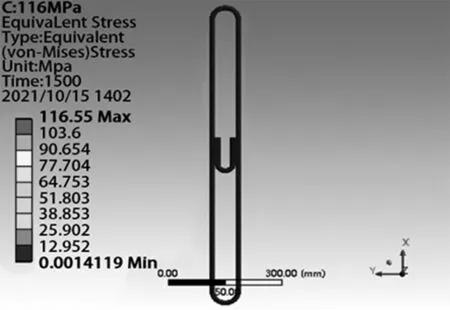
图4 梯子梁残余应力云图
图5是梯子梁在x方向上的应力分布曲线,最大应力出现在475 mm处,这是由于U形肋的底部有一个弯曲,在450 mm附近应力不是对称分布,导致肋的开口方向上应力比底部弯曲处要大。在远离焊接中心的区域,应力的分布基本对称。
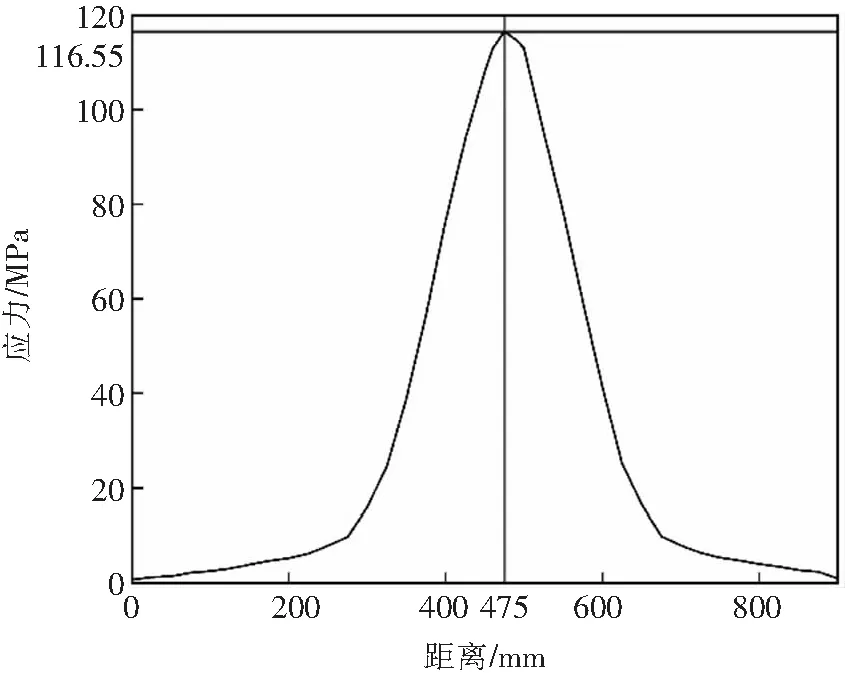
图5 x轴方向上应力分布曲线
4 结论
本文借助ANSYS有限元软件对φ 14 mm圆钢、900 mm长度新型U型梯子梁焊接过程进行了数值模拟,在此基础上对梯子梁的位移、残余应力进行了全面分析。对新型U型梯子梁的实际生产具有一定的指导意义。
1)U形肋焊接第1道焊缝时,由于约束最少,产生的变形量最大,所以焊接时应保证U型肋与梁之间的约束关系,焊接前可以采用点焊固定位置。
2)梯子梁的位移变化并不是完全对称,最大位移出现在靠近最后一道焊缝侧。
3)新型梯子梁的安全性符合煤矿井下作业要求,可以进行生产线的开发研究。
猜你喜欢
导航定位学报(2022年4期)2022-08-15
幼儿画刊(2022年2期)2022-04-27
幼儿智力世界(2020年7期)2020-10-29
儿童绘本(2019年17期)2019-11-03
畅谈(2018年22期)2018-02-01
山东工业技术(2017年14期)2017-07-18
科技创新与应用(2017年20期)2017-07-15
中国质量万里行(2016年9期)2016-11-11
科技视界(2016年1期)2016-03-30
智能制造(2015年9期)2015-10-15