管式充液成形生产线效率分析
2022-10-20 05:29张绍君卜嘉音王林马新贾振越王耀
精密成形工程 2022年10期
张绍君,卜嘉音,王林,马新,贾振越,王耀
管式充液成形生产线效率分析
张绍君1,卜嘉音2,王林3,马新3,贾振越1,王耀4
(1.天津市天锻压力机有限公司,天津 300142;2.海军驻沈阳地区第一军事代表室,沈阳 110850;3.沈阳飞机工业(集团)有限公司,沈阳 110850;4.河北工业大学 机械工程学院,天津 300401)
主要研究机器人应用技术及管式充液成形生产工艺时序控制在自动化生产线中的应用,为高效智能充液成形自动化生产线提高生产节拍和产量提供可靠的理论依据。根据典型管式充液成形生产线的工序组成及生产工艺时序分析生产线节拍情况,并应用逻辑控制技术实现对生产线节拍的优化设计。采用机器人协同工作技术及控制生产线中断技术,将自动化生产线节拍控制在50 s以内。由于充液成形工艺的特殊性,零件的合格率和稳定性受多种原因影响,零件的稳定性又对自动生产线的连续运行有很大的制约,所以在生产线设计时要综合考虑整线可能出现的各种间断情况并对其进行优化,以最大程度提升生产效率。
管式充液成形;自动化生产线;运行连续性;控制
管式充液成形工艺具有整体成形的特点,可以用来代替冲压焊接等传统工艺,对于形状不规则的工件,大大减少了其加工工序。管式充液成形属于整体成形,相较于传统工艺,制得的零件在轻量化、稳定性、强度等性能上均有很大的提升[1]。同时,充液成形工艺可以使材料内部组织结构更加致密,具有改善工件变形均匀性、增加结构刚度,提高可成形性的优势。目前,管式充液成形技术已广泛应用于航空航天、汽车船舶、电器等诸多领域,尤其是在航空航天和汽车这类对轻量化发展要求比较高的领域,其重要性日益凸显[2]。
随着管式充液成形工艺的广泛应用,用户对产能的要求也日益提升,为适应用户量产的需求,充液成形设备向自动化发展已成为必然趋势[3-4]。而充液成形自动化生产线的效率是决定用户整体产值、利润、能耗的关键因素,所以提高生产效率就是提高设备自身的竞争力。通常可以从改善成形工艺、调整设备运行速度和优化整线运行节拍3个方面来提高充液成形自动化生产线的效率,文中主要从优化生产线整线运行节拍来讨论提高生产效率的方法[5]。
1 生产线组成及工艺流程
整线由预成形液压机、充液成形液压机、搬运机器人、上下料台组成[6-7]。整线顺序进行,由人工装料到上料台后,ROBOT1机器人取料放入预成形液压机中,ROBOT2机器人将预成形后的零件取出并放入充液成形液压机中,完成充液成形后由ROBOT3机器人取出并放入下料台,完成整个生产流程[8],整线布局示意图如图1所示。
预成形和充液成形设备为零件成形单元,上下料台和搬运机器人为转运单元,共同构成自动化生产线[9]。
2 生产线效率分析
据了解,管式充液成形生产线目前生产节拍普遍在75 s左右,且实际产能小于300件/天(8小时制),制约生产线生产效率的问题主要有以下2点:生产线节拍过慢,约75 s/件;设备可动率不高,约为75%[10]。
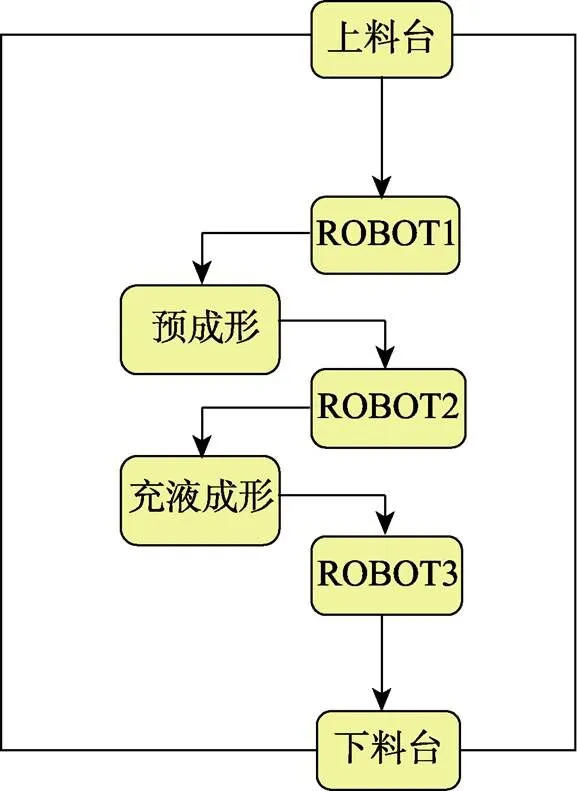
图1 整线布局简图
2.1 生产线节拍的优化
生产节拍是指在一定时间长度内,总有效生产时间与客户需求数量的比值,是客户需求一件产品的市场必要时间,简单来说,生产节拍就是生产一件工件所需要的时间。因此,压缩生产节拍即压缩单件工件必要的生产时间,可有效提高设备的产能,从而提高生产效率[11]。
提高设备的工作速度可以实现生产节拍的压缩,但是提高工作速度将面临增大设备功率、加强主机结构等问题,从而引起产品成本的增加。而优化生产线工序路径可以在不增加成本的情况下实现生产节拍的压缩,适用于改造或提升现有充液成形生产线[12]。
生产线时序图如图2所示,可以看出,在生产过程中整线各单元都存在工作时间和等待时间,压缩等待时间是降低生产线节拍时间的有效途径,有两个方法可以降低执行单元的等待时间:尽可能地实现各单元的联动,以减少等待环节;提高各个单元的运行速度,可以有效减少工作时间。

图2 生产线时序图
2.1.1 提高机器人与压机的联动性
从工艺路线来看,作为搬运单元的机器人和作为成形单元的压机在工序衔接上存在最大的联动等待时间,可以通过对机器人程序进行优化来实现机器人和压机的联动控制[13-14]。
通过压机位置反馈机器人系统,实现压机和机器人的连锁控制[15-16]。
;FOLD ==> *****||| 2. |||*****
;ENDFOLD
;FOLD PressTec.System Tool Length=1 500, Part Length=2 000, Interlock Unload=1 700 mm, Interlock Load=1 700 mm;%{PE}%MKUKATPUSER
$SEN_PINT[10] = 1 500
$SEN_PINT[6] = 2 000
$SEN_PINT[3] = 1 700
$SEN_PINT[4] = 1 700
TOOL_LENGTH_DATA = 1 500
CONTINUE
SO_ILF_SYSTEM = TRUE
;ENDFOLD
标定压机的运行范围及安全位置,以实现机器人运行识别。
当机器人装载完成后,通过零件识别来判断是否装载完成。
;FOLD ==> *****||| PART TRACKING
|||*****
CONTINUE
IF ((NOT SI_M_HANDOVER)) THEN
CONTINUE
PULSE (SO_REL_PRESS,TRUE,1.5 )
ENDIF
CONTINUE
PULSE (SO_LOAD_FP,TRUE,1.5 )
;ENDFOLD
当机器人检测到抓手上无零件时认为已装料完成,此时允许压机工作。
应用机器人码垛技术实现内高压成形零件的批量下料[17-18]。
;FOLD OFFSET PART1
XFP_LOAD_1=XFP_IN1_1
XFP_LOAD_1.Y =XFP_IN1_1.Y +
(STACK_NO-1)*23.16
XFP_LOAD_1.Z =XFP_IN1_1.Z +
(STACK_NO-1)*86.72
XFP_LOAD_2=XFP_IN1_3
XFP_LOAD_2.Y =XFP_IN1_3.Y +
(STACK_NO-1)*23.16
XFP_LOAD_2.Z =XFP_IN1_3.Z +
(STACK_NO-1)*86.72
XDROPOFF1=XDROPOFF1_BACKUP
XDROPOFF1.Y =XDROPOFF1_
BACKUP.Y +(STACK_NO-1)*23.16
XDROPOFF1.Z =XDROPOFF1_
BACKUP.Z +(STACK_NO-1)*86.72
XFP_LOAD_OUT1=XFP_OUT1_1
XFP_LOAD_OUT1.Y =XFP_OUT1_1.Y +
(STACK_NO-1)*23.16
XFP_LOAD_OUT1.Z =XFP_OUT1_1.Z +
(STACK_NO-1)*86.72
XFP_LOAD_OUT2=XFP_OUT1_2
XFP_LOAD_OUT2.Y =XFP_OUT1_2.Y +
(STACK_NO-1)*23.16
XFP_LOAD_OUT2.Z =XFP_OUT1_2.Z +
(STACK_NO-1)*86.72
;ENDFOLD
2.1.2 提高瓶颈工序速度
除了优化联动关系以减少等待时间,压缩生产节拍另一种更为有效的方法是解决瓶颈工序。整个生产线的产能完全取决于瓶颈工序的生产速度,所以不断改善瓶颈工序的生产节拍才能最有效地提升效率。
从生产时序图(图2)中可以看出,生产线的瓶颈工序是管式充液成形液压机压制工件工艺,对其工作曲线进行分析,如图3所示。

图3 管式充液成形液压机工作曲线
从图3中液压机工作曲线可以看到,液压机快下和回程工艺不对零件成形产生影响,此时将快下和回程速度提升到最大可以减少整个工作循环的时间;零件成形阶段占据液压机工作曲线中的大部分时间,此阶段决定零件成形的质量,零件成形既需要滑块对工件加压,又需要充液系统对工件充液,若同时进行滑块升压、滑块泄压和充液系统动作可以有效减少工作时间。通过以上2个方法可以优化液压机工作速度及工艺程序,从而实现瓶颈工序的优化。
2.2 生产线的可动率优化
可动率是指设备在所能提供的时间内为了创造价值而占用的时间所占的比重,是评价一条生产线安定生产程度的重要性指标。如图4所示,影响生产线可动率的原因主要是停机次数及停机时间等[19]。

图4 可动率示意图
由于各种原因,目前充液成形生产线的可动率一般在75%左右,开发中的新产品甚至更低[20]。
造成管式充液成形生产线停机的主要原因是零件成形过程中的意外停止。管坯长度有偏差、管坯弯管曲度不一致、管坯焊缝质量、推头老化、设备故障、在线检验等原因都会造成管坯密封不足,无法完成充液成形生产,从而导致设备停机。这就要求在分析设计时需要考虑工艺余度和设备的容错性,以尽可能地减少停机次数[21]。
压缩停机时间可以很大程度地提高生产线的可动率。当设备涉及间断后,能不能快速地恢复运行以保持生产的连续性是所有厂家需要不断优化的重要课题。鉴于工艺特点,充液成形自动线在原理上需要具备更大的容错性能和间断后易恢复性能,所以在设计自动线的时候需要为每一个加工工序考虑最大容错性能,保证该工序不会因为一致性上的误差而停止,进而导致整线停止。当整线在运行中因各种原因被迫中断时,生产线的控制程序应最大程度保留断线之前的运行状态,人为故障排除后,才能够方便操作人员进行简单的复位运行操作,保证自动线恢复正常运行。
2.2.1 生产线程序的优化
总控程序机器人调用逻辑上采用记步设计,即机器人逻辑可按既定步骤执行并可实现中断恢复,初始化设置仅在设备第一次启动时进行[22],如图5所示。
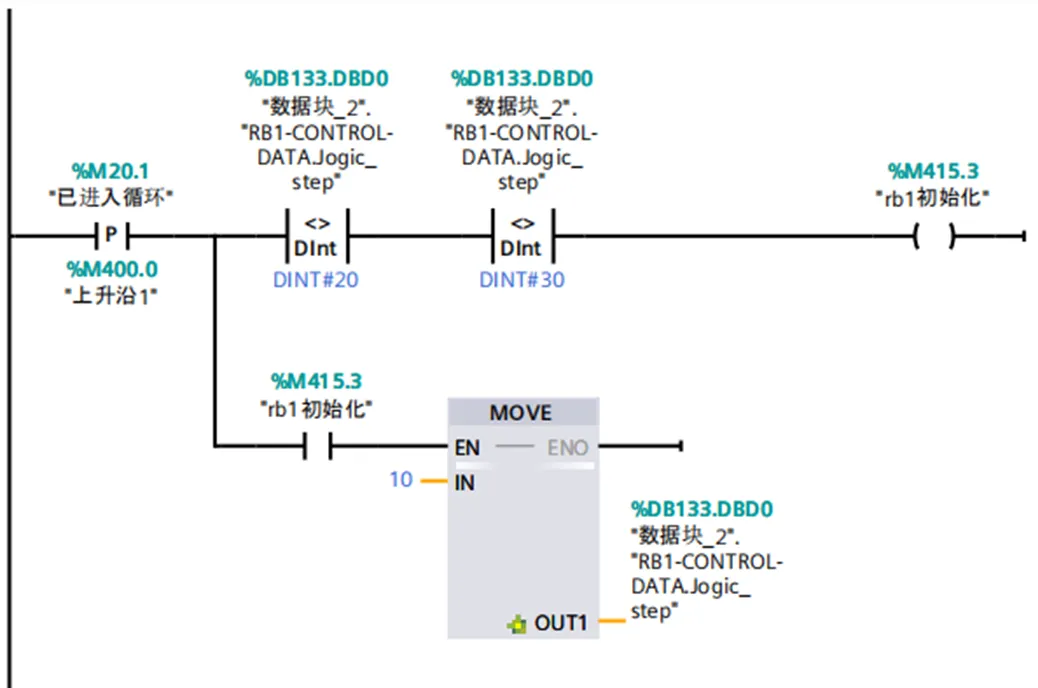
图5 机器人工序调用初始化
如图6所示,机器人达到相应工作条件并触发调用信号时,将调用对应工序,并使调用当前执行任务的信号保持在整个调用过程中,能够在非主观中断程序后保持当前的动作信号,以便恢复后延续中断前的动作继续执行。
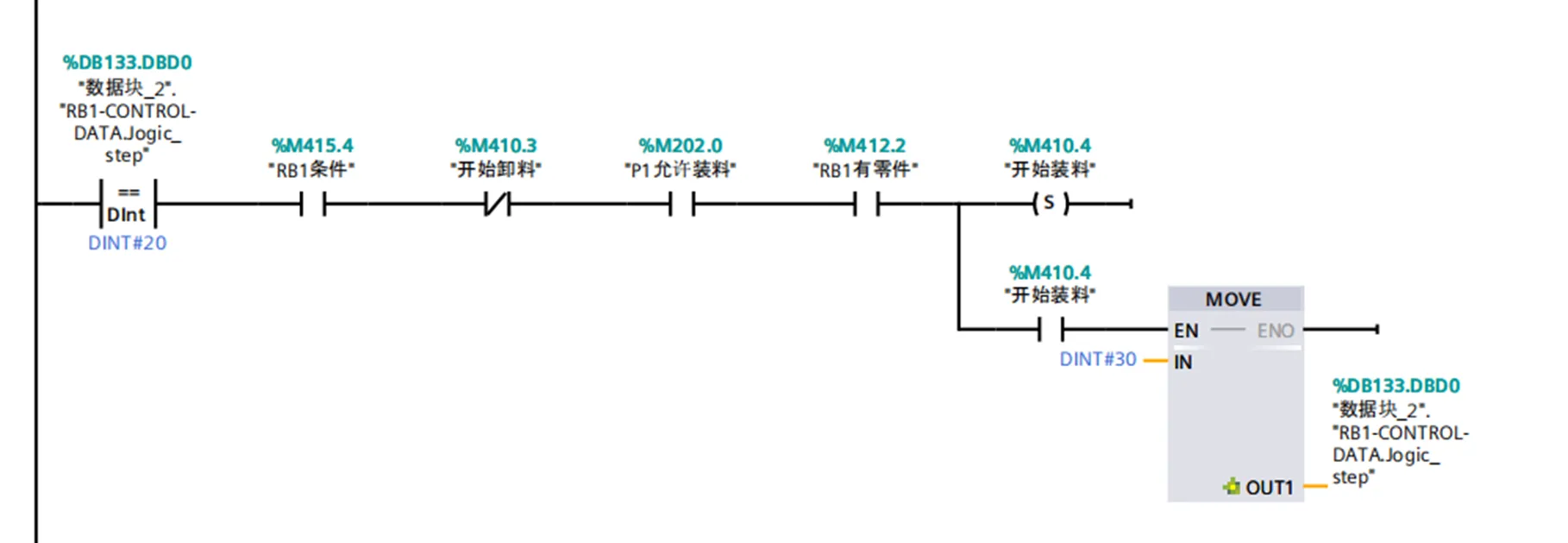
图6 机器人工序调用指令
如图7所示,总控调用机器人卸料动作的信号保持到动作完成后才复位,这样该步骤的动作在整个动作过程中信号会一直保持,直到动作完成后才复位,即使中间有间断也能够保证故障排除后在当前的动作继续执行。
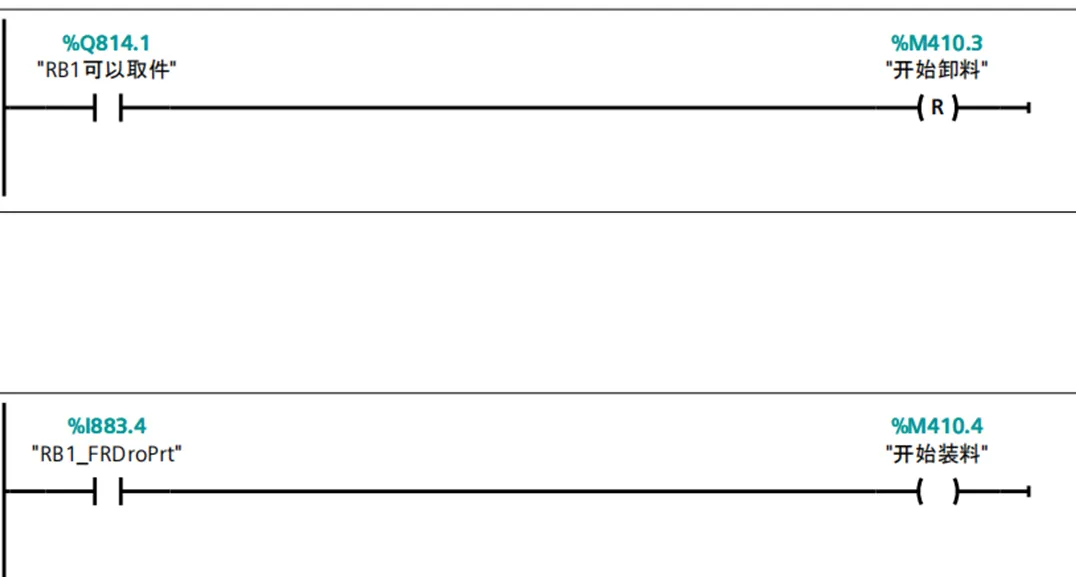
图7 机器人工序取消指令
每个动作的执行条件为状态条件,所以当前工序的动作条件只需要判断上一个工序和下一个工序的条件,如果上下两个工序的状态和条件允许当前工序的动作进行即执行,不需要整线的整体运行条件,这样做可以简化编程的逻辑判断。当现场因故障中断运行后,维护人员及操作人员在不借助专业查找程序的条件下可以更容易对故障原因进行判断,同时由于考虑的因素较少,排除故障后进行复位连续运行可以更加便捷快速。图8描述了机械手工作的状态条件[23]。

图8 总控执行动作示意图
在远程连线模式下,可以检查机械手状态是否本身有报警,是否准备完毕。通过机械手工作状态判断上个工序设备运动装填是否能够安全地执行当前动作,夹具状态检查观察夹具是否准备到位,前道工序完成状态检查确认是否有前道工序完成信号,停止调用条件为整线有重要报警。以上条件均满足即可调用执行程序,不满足就不执行,所以不需要再整体上考虑所有工序的先后逻辑。
2.2.2 硬件优化
在硬件方面,模具和机械手端拾器的设计要适当地提高兼容性。由于设备本身具有零件公差,不可避免地会产生较大的一致性误差,同时会导致后续所有环节出现误差,所以机械手端拾器要有简单的定位功能,工件的检测开关等要留有余量。即使检测位置有一定偏移,在不影响后续工艺正常进行的前提下可以适当加大检测开关的距离,这样模具本身具有一定的找正定位功能,即使每次放件的位置有偏差也能保证正常放入,同时放入后能校正到理想的工艺状态。所以,所有接口都不可按照精准的工件设计处理,要有较大的容错性能,最大化地保证自动线运行的连续性。
2.2.3 人机界面优化
人机界面是人与机器人的对话窗口,完善的界面设置有利于操作人员快速掌握设备情况,降低设备停机率。西门子Wincc人机界面软件提供人机接口画面监控,可以监视整条生产线的运动流程,同时显示整线的模拟状态信息、流程步骤、每一个工序的工作状态、工件在什么工位等详细的流程监控,在整线出现故障后能够协助操作人员迅速判断故障点,精确排查故障,同时显示故障工序的前后条件,从而更好地协助操作人员和维护人员更快地恢复连线状态[24]。
如图9所示,主界面显示所有动作使能条件的信息,且保持跟程序内部一致,方便非专业人员查看。

图9 主界面
如图10所示,设备出现故障报警时将会显示所有报警信息,方便操作人员快速锁定故障并排除问题,恢复生产。
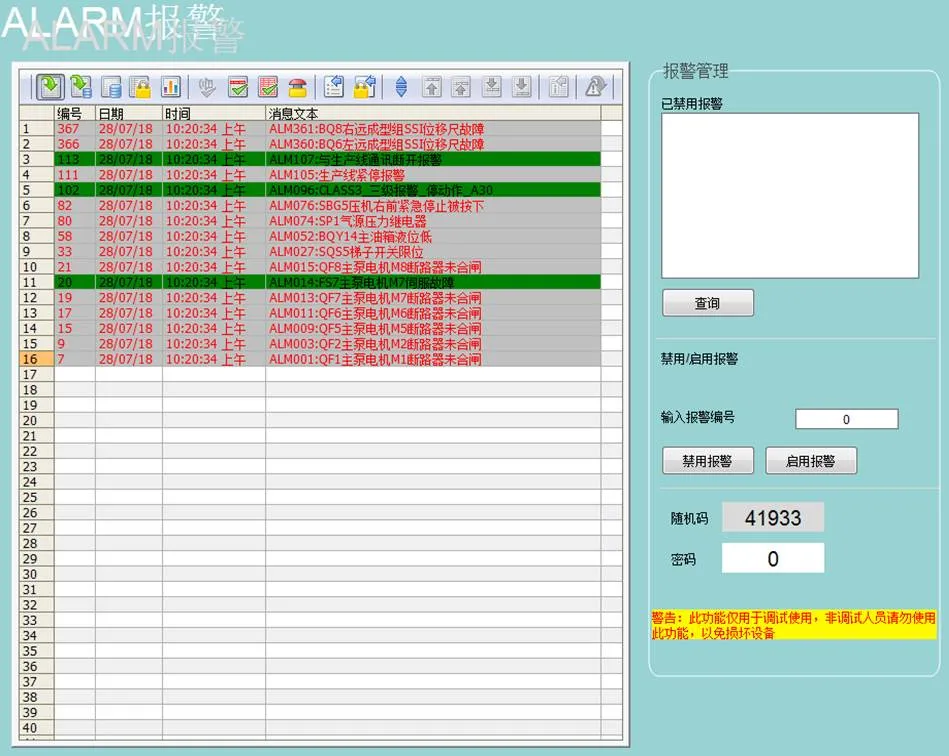
图10 报警界面
如图11所示,设备实施显示状态诊断信息,方便维护人员进行元件故障判断和排查,该界面同时具备自身的维护保养信息提醒功能,定期提醒维护人员进行设备维护,减少在运行时发生元件故障的几率,从而提高连线运行的稳定性和连续性[25]。
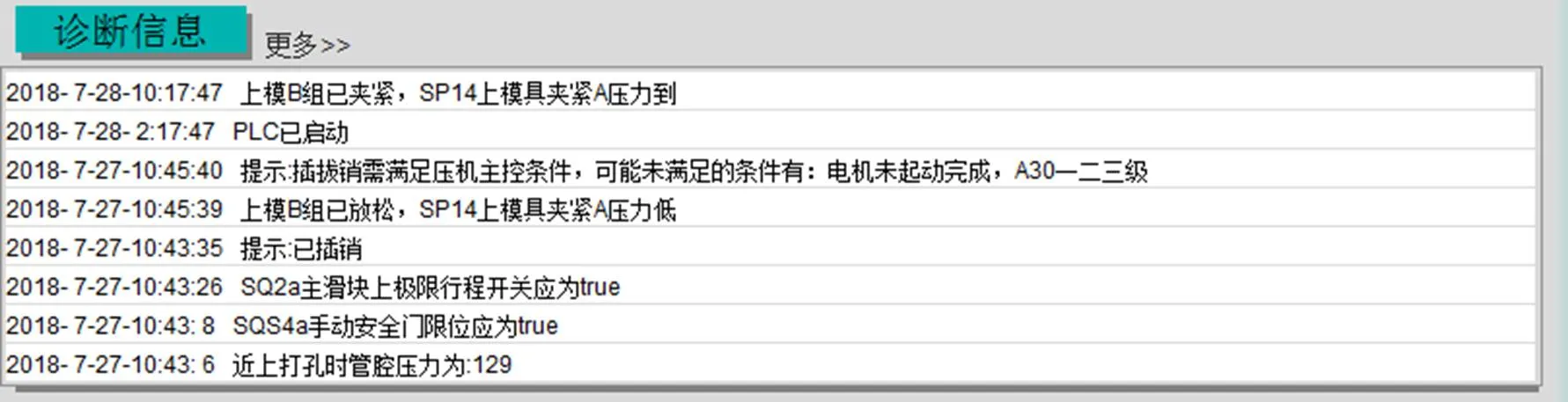
图11 诊断界面
3 结语
随着经济发展步伐的加快,制造业生产模式的转型越来越成熟,管式充液成形生产线正在进一步取代传统的冲压生产线。在设计充液成形工艺自动线的时候要尽量将复杂的工艺简约直观地呈现给最终用户,要充分考虑到操作的方便程度,方便用户方维护人员更容易地进行操作和设备维护。同时,要保证自动线运行的连续性,在符合安全的前提下最大化地减少连线非主观中断停止,在用户高效的产能下,由主观或非主观引起的任何连线中断都会浪费生产节拍,损失使用方利益。最后,还应注意提高中断后恢复连线运行的速度,保证整线连续性。
[1] 郎利辉, 杨希英, 刘康宁, 等. 汽车轻量化成形技术及其进展[J]. 现代零部件, 2014(4): 45-47.
LANG Li-hui, YANG Xi-ying, LIU Kang-ning, et al. Lightweight Automobile Forming Technology and Its Progress[J]. Modern Components, 2014(4): 45-47.
[2] 郎利辉, 张弛, 孔德帅, 等. 异形截面管充液成形工艺及过程优化[J]. 锻压技术, 2017, 42(10): 57-62.
LANG Li-hui, ZHANG Chi, KONG De-shuai, et al. Optimization on Hydroforming Technology and Process of Irregular Cross-Section Tube[J]. Forging & Stamping Technology, 2017, 42(10): 57-62.
[3] 郎利辉, 田鹏, 程鹏志, 等. 汽车扭力梁充液成形技术研究[J]. 锻压技术, 2014, 39(4): 25-30.
LANG Li-hui, TIAN Peng, CHENG Peng-zhi, et al. Research of Hydroforming Technology for Automotive Torsion Beam[J]. Forging & Stamping Technology, 2014, 39(4): 25-30.
[4] 王庆辉, 范清风. 管材内高压成形工艺研究[J]. 热加工工艺, 2016, 45(7): 188-190, 193.
WANG Qing-hui, FAN Qing-feng. Research on Internal High Pressure Forming Process of Tube[J]. Hot Working Technology, 2016, 45(7): 188-190, 193.
[5] KANG Da-chang, CHEN Yu, XU Yong-chao. Hydromechanical Deep Drawing of Superalloy Cups[J]. Journal of Materials Processing Technology, 2005, 166(2): 243-246.
[6] 宋国桥. 全自动内高压成形生产线关键影响因素[J]. 锻压装备与制造技术, 2020, 55(5): 24-26.
SONG Guo-qiao. Key Influencing Factors of Fully Automatic Internal High Pressure Forming Production Line[J]. China Metalforming Equipment & Manufacturing Technology, 2020, 55(5): 24-26.
[7] 马国礼, 夏咪咪, 王平, 等. 充液成形与内高压成形复合生产线研究[J]. 金属加工(热加工), 2016(1): 70-73.
MA Guo-li, XIA Mi-mi, WANG Ping, et al. Study on the Compound Production Line of Hydroforming and Internal High Pressure Forming[J]. MW Metal Forming, 2016(1): 70-73.
[8] 赵娜, 李学言. 汽车板材零件充液成形液压机生产线[J]. 锻造与冲压, 2021(12): 47-50.
ZHAO Na, LI Xue-yan. Hydroforming Production Line of Automobile Metal Sheet Parts with a Hydraulic Press[J]. Forging & Metalforming, 2021(12): 47-50.
[9] 吴家龙, 许光华, 李清松, 等. 基于PLC控制的工业自动化生产线的设计[J]. 制造技术与机床, 2019(5): 153-156.
WU Jia-long, XU Guang-hua, LI Qing-song, et al. Design of an Automated Industrial Production Line Based on PLC Control[J]. Manufacturing Technology & Machine Tool, 2019(5): 153-156.
[10] 李利清, 杜丽峰, 王磊, 等. 自动化冲压生产线节拍优化系统[J]. 机械设计, 2015, 32(1): 116-119.
LI Li-qing, DU Li-feng, WANG Lei, ZHAO Na. Beat Optimization System of Automatic Stamping Production Line[J]. Mechanical Design, 2015, 32 (1): 116-119.
[11] 唐自玉, 朱华炳, 刘光复, 等. 汽车后桥装配生产线节拍平衡优化[J]. 组合机床与自动化加工技术, 2009(8): 109-112.
TANG Zi-yu, ZHU Hua-bing, LIU Guang-fu, et al. Optimization for Auto Rear Axle Assembly Line Balancing[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2009(8): 109-112.
[12] 周高峰. 生产线节拍精益优化的方法研究[J]. 现代制造技术与装备, 2018(7): 60-62.
ZHOU Gao-feng. Research on Lean Optimization Method of Production Line Beat[J]. Modern Manufacturing Technology and Equipment, 2018(7): 60-62.
[13] 包翔宇, 曹学鹏, 张弓, 等. 多机器人协同系统的研究综述及发展趋势[J]. 制造技术与机床, 2019(11): 26-30.
BAO Xiang-yu, CAO Xue-peng, ZHANG Gong, et al. Research Review and Development Trend of Multi-Robot Cooperative System[J]. Manufacturing Technology & Machine Tool, 2019(11): 26-30.
[14] 王文明, 周帅. 多机器人协同控制与编队方法研究[J]. 信息网络安全, 2014(6): 59-66.
WANG Wen-ming, ZHOU Shuai. Research on Multi- Robot Cooperative Control and Formation Method[J]. Netinfo Security, 2014(6): 59-66.
[15] MOHAMED E F, EL-METWALLY K, HANAFY A R. An improved Tangent Bug method integrated with artificial potential field for multi-robot path planning[C]//2011 International Symposium on Innovations in Intelligent Systems and Applications. Istanbul, Turkey. IEEE, : 555-559.
[16] CHENG Cheng, YU Xin-yi, OU Lin-lin, et al. Research on multi-robot collaborative transportation control system[C]//2016 Chinese Control and Decision Conference (CCDC). Yinchuan, China. IEEE, : 4886-4891.
[17] 胡春生, 魏红星, 闫小鹏, 等. 码垛机器人的研究与应用[J]. 计算机工程与应用, 2022, 58(2): 57-77.
HU Chun-sheng, WEI Hong-xing, YAN Xiao-peng, et al. Research and Application of Palletizing Robot[J]. Computer Engineering and Applications, 2022, 58(2): 57-77.
[18] 顾大强, 郑文钢. 多移动机器人协同搬运技术综述[J]. 智能系统学报, 2019, 14(1): 20-27.
GU Da-qiang, ZHENG Wen-gang. Technologies for Cooperative Transportation by Multiple Mobile Robots[J]. CAAI Transactions on Intelligent Systems, 2019, 14(1): 20-27.
[19] 王亮亮, 刘鹏, 吴超, 等. 设备开动率及设备综合可动率的研究[J]. 北京汽车, 2012(2): 20-21.
WANG Liang-liang, LIU Peng, WU Chao, et al. Study on the Operating Rate and Comprehensive Mobility of Equipment[J]. Beijing Automotive Engineering, 2012(2): 20-21.
[20] 虞苓, 于银水. 汽车行业冲压加工生产率的研究与分析[J]. 工业工程, 2004, 7(3): 58-64.
YU Ling, YU Yin-shui. Pressing Productivity in Auto Industry[J]. Industrial Engineering Journal, 2004, 7(3): 58-64.
[21] 唐启成, 周炳海. 基于快速换模技术的冲压设备利用率改善[J]. 精密制造与自动化, 2019(4): 60-64.
TANG Qi-cheng, ZHOU Bing-hai. OEE Improvements for Punching Machines Based on SMED Technology[J]. Precise Manufacturing & Automation, 2019(4): 60-64.
[22] 高星. 自动生产线PLC联合工业机器人控制设计[J]. 装备制造技术, 2020(10): 122-123, 132.
GAO Xing. Control Design of PLC Combined with Industrial Robot in Automatic Production Line[J]. Equipment Manufacturing Technology, 2020(10): 122-123, 132.
[23] 徐国林. PLC应用技术[M]. 北京: 机械工业出版社, 2007.
XU Guo-lin. PLC application technology[M]. Beijing: China Machine Press, 2007.
[24] 邴旭, 化春雷, 李焱, 等. 西门子数控系统人机界面二次开发方法研究[J]. 制造技术与机床, 2011(10): 163-167.
BING Xu, HUA Chun-lei, LI Yan, et al. Research on Methods for Developing HMI of Siemens CNC System[J]. Manufacturing Technology & Machine Tool, 2011(10): 163-167.
[25] 刘涛, 刘鎏. 论数控机床造型设计的人机界面研究[J]. 机械设计与制造, 2018(12): 266-268.
LIU Tao, LIU Liu. Research on Man-Machine Interface of Modeling Design of CNC Machine Tools[J]. Machinery Design & Manufacture, 2018(12): 266-268.
Efficiency Analysis of Tubular Hydroforming Production Line
ZHANG Shao-jun1,BU Jia-yin2, WANG Lin3, MA Xin3, JIA Zhen-yue1, WANG Yao5
(1. Tianjin Tianduan Press Co., Ltd., Tianjin 300142, China; 2. The First Military Representative Office of the Navy in Shenyang, Shenyang 110850, China; 3. Shenyang Aircraft Industry (Group) Co., Ltd., Shenyang 110850, China; 4. School of Mechanical Engineering, Hebei University of Technology, Tianjin 300401, China)
The work aims to study the applications of robot technology and sequence control of tubular hydroforming process in the automatic production line, which can provide a reliable theoretical basis for improving the production rhythm and output of high efficiency intelligent hydroforming automatic production line. According to the process composition and production process sequence of typical tubular hydroforming production line, the production line rhythm is analyzed, and the logic control technology is applied to optimize the production line rhythm. The robot cooperative work technology and production line interruption control technology are adopted to control the rhythm of automatic production line within 50 s. Meanwhile, due to the particularity of tubular hydroforming process, the qualification rate and stability of parts are affected by many factors. The stability of parts has a great restriction on the continuous running of automatic production line. Therefore, in the design of the production line, the various discontinuities that may occur need to be comprehensively analyzed and optimized to maximize productivity.
tubular hydroforming; automatic production line; operation continuity; control
10.3969/j.issn.1674-6457.2022.10.010
TG394
A
1674-6457(2022)10-0071-07
2022–02–28
国家自然科学基金(52005153);中央引导地方科技发展项目(206Z1803G);天津市“项目+团队”重点培养专项(XC202052);河北省自然科学基金(E2019202224)
张绍君(1984—),男,高级工程师,主要研究方向为锻压设备电气设计。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
材料与冶金学报(2022年2期)2022-08-10
中国应急管理科学(2022年1期)2022-04-18
今日农业(2021年13期)2021-11-26
建材发展导向(2021年13期)2021-07-28
昆钢科技(2021年1期)2021-04-13
建材发展导向(2020年16期)2020-09-25
科学与财富(2017年24期)2017-09-06
滇池(2017年5期)2017-05-19
科技传播(2016年8期)2016-07-13