
用空气氧化—酸浸法从铜阳极泥中预脱铜试验研究
2022-10-19 12:35徐新炜秦庆伟
湿法冶金 2022年5期
薛 平,徐新炜,秦庆伟
(1.江汉大学 智能制造学院, 湖北武汉 430056; 2.武汉科技大学 耐火材料与冶金国家重点实验室, 湖北武汉 430081)
铜阳极泥是铜电解精炼过程中产出的一种副产品,通常含铜、镍、铅、硒、铋、碲、金、银及稀贵、铂族金属,是稀贵及铂族金属的重要原料[1-6]。铜阳极泥处理工艺有火法、半湿法及全湿法[7-8]。火法包括硫酸化焙烧、还原熔炼、氧化吹炼等,处理工艺相对成熟,但流程复杂、工艺过程不连续、劳动强度大、金属直收率低[7]。半湿法为先火法预处理再湿法处理或先湿法预处理再火法处理。前者是对阳极泥进行硫酸化焙烧,后者是对阳极泥先高压浸出,然后再对浸出渣球团熔炼提取有价金属[9]。虽然火法技术在不断改进,但仍存在许多问题,如渣中贵金属残留量较高、能耗大等。全湿法工艺[10]是用酸将阳极泥中的铜浸出到溶液中,然后采用萃取、电积工艺回收铜,再从脱铜渣中回收其他有价金属,金属回收率大大提高。
铜阳极泥湿法脱铜大多需要添加氧化剂,如双氧水、高价铁盐或氯气等,以提高铜浸出率。引入高价铁盐会引入铁杂质,对后续提取金属不利[11];氯气氧化效率高,但对设备腐蚀严重,同时会带入氯离子[12];双氧水有较好的氧化效果,不会引入新杂质,但在高温下易分解,损失大,且价格昂贵[13]。空气也是一种氧化剂,因其不引入杂质,可用于氧化浸出[14];但目前空气氧化在阳极泥脱铜方面研究与应用的较少。因此,试验研究了用空气作氧化剂,用硫酸从铜阳极泥中浸出铜,以期为从铜阳极泥中预脱铜提供可选择的方法。
1 试验部分
1.1 试验原料
铜阳极泥:取自湖北某冶炼厂,主要组成见表1, 物相组成如图1所示。

表1 铜阳极泥的主要有价金属组成 %

图1 铜阳极泥的XRD图谱
1.2 试验试剂与设备
主要试剂:硫酸,分析纯,国药集团化学试剂有限公司。
铜标准溶液,1 000 μg/mL,钢研纳克检测技术股份有限公司,自制蒸馏水。
主要设备见表2。

表2 试验用主要设备
1.3 试验原理与方法
在以空气作氧化剂条件下,用硫酸浸出,阳极泥中的金属铜、铜化合物及少量碲转化为离子进入溶液,涉及的化学反应如下[15-16]:

取20 g铜阳极泥于三口烧瓶中,加入一定量硫酸、水并鼓入空气,控制一定温度、液固体积质量比、硫酸浓度和空气通入速率,反应一定时间后,过滤,滤渣洗涤并干燥,采用电感耦合等离子体发射光谱仪(ICP-AES)和X射线荧光光谱仪(XRF)分别测定浸出液和浸出渣中铜含量,计算铜浸出率[17-18]。
2 试验结果与讨论
2.1 温度对铜浸出率的影响
铜阳极泥中,铜大部分以硫化物、单质形态存在,升高温度有利于铜氧化物的形成,从而提高铜浸出率。根据文献[19],铜浸出率在50 ℃以下较低,因此,试验选取60~90 ℃为温度考察范围。
反应时间2 h,液固体积质量比10/1,硫酸质量浓度100 g/L,空气通入速率0.2 L/min,搅拌速度300 r/min,温度对铜浸出率的影响试验结果如图2所示。

图2 温度对铜浸出率的影响
由图2看出:随温度升高,铜浸出率提高;温度升至80 ℃ 后,铜浸出率变化不大。根据Arrhenius公式得化学反应速率常数与温度之间的关系为:
式中:k—反应速率常数,min-1;A—指前因子,min-1;Ea—表观活化能,kJ/mol;T—热力学温度,K;R—理想气体常数,8.314 J/(mol·K)。低温条件下,随温度升高,化学反应速率增大,铜浸出率提高;但温度达到一定水平后,反应转为受扩散控制,温度对反应的影响降低。综合考虑,确定适宜反应温度为80 ℃。
2.2 反应时间对铜浸出率的影响
温度80 ℃,液固体积质量比10/1,硫酸质量浓度100 g/L,空气通入速率0.2 L/min,搅拌速度300 r/min,反应时间对铜浸出率的影响试验结果如图3所示。
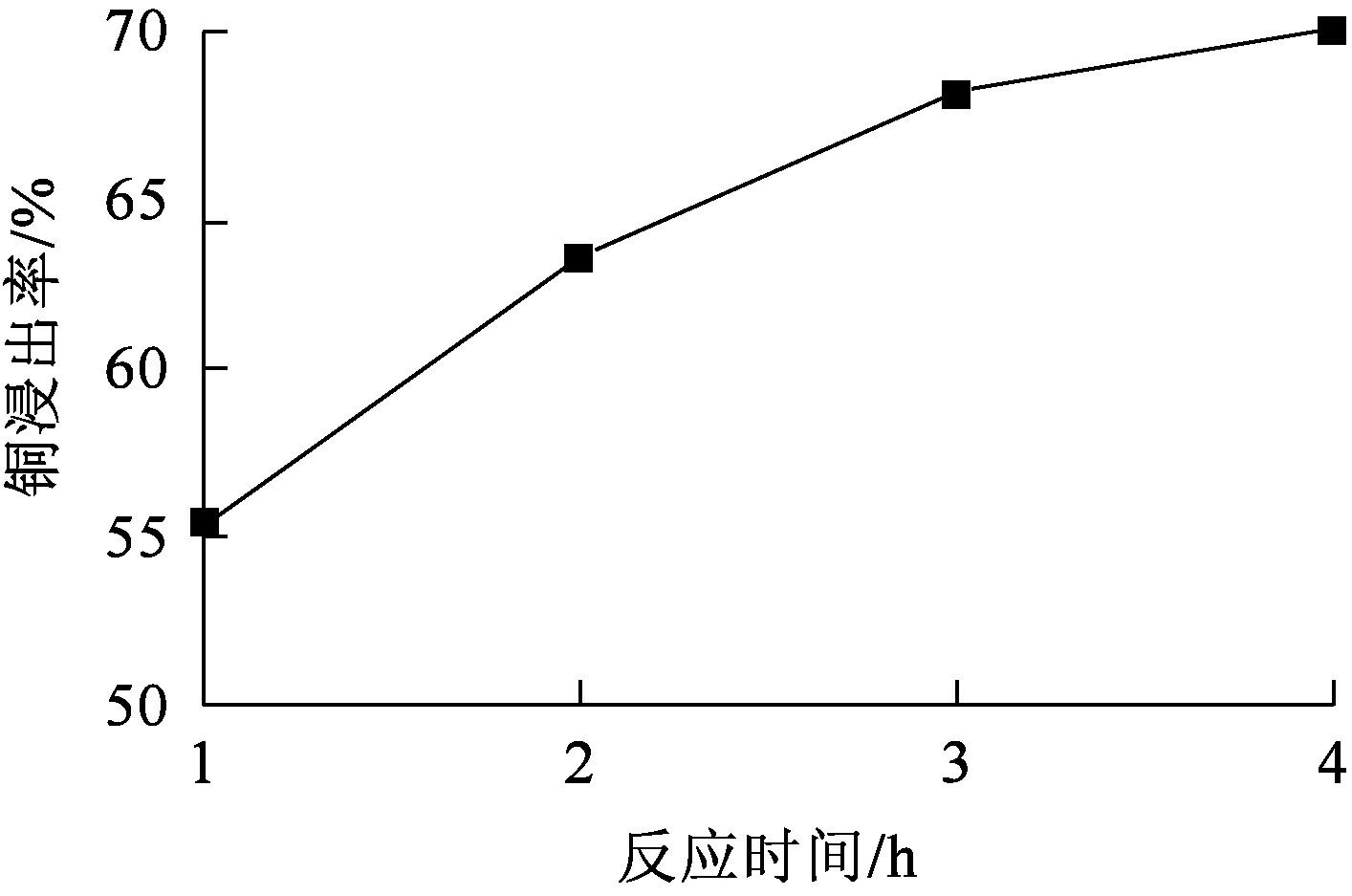
图3 反应时间对铜浸出率的影响
由图3看出:随反应时间延长,铜浸出率逐步提高;反应3 h后,铜浸出率变化幅度较小,表明浸出过程已达动态平衡。综合考虑,确定适宜反应时间为3 h。
2.3 液固体积质量比对铜浸出率的影响
温度80 ℃,反应时间3 h,硫酸质量浓度100 g/L, 空气通入速率0.2 L/min,搅拌速度300 r/min, 液固体积质量比对铜浸出率的影响试验结果如图4所示。

图4 液固体积质量比对铜浸出率的影响
由图4看出:随液固体积质量比增大,铜浸出率略有提高;液固体积质量比达10/1后,铜浸出率变化不大。液固体积质量比过高,浸出后液中铜质量浓度过低,不利于富集回收;液固体积质量比过低,矿浆过于浓稠,不利于扩散,影响浸出反应进行。综合考虑,确定液固体积质量比以10/1为宜。
2.4 硫酸质量浓度对铜浸出率的影响
温度80 ℃,反应时间3 h,液固体积质量比10/1,空气通入速率0.2 L/min,搅拌速度300 r/min, 硫酸质量浓度对铜浸出率的影响试验结果如图5所示。
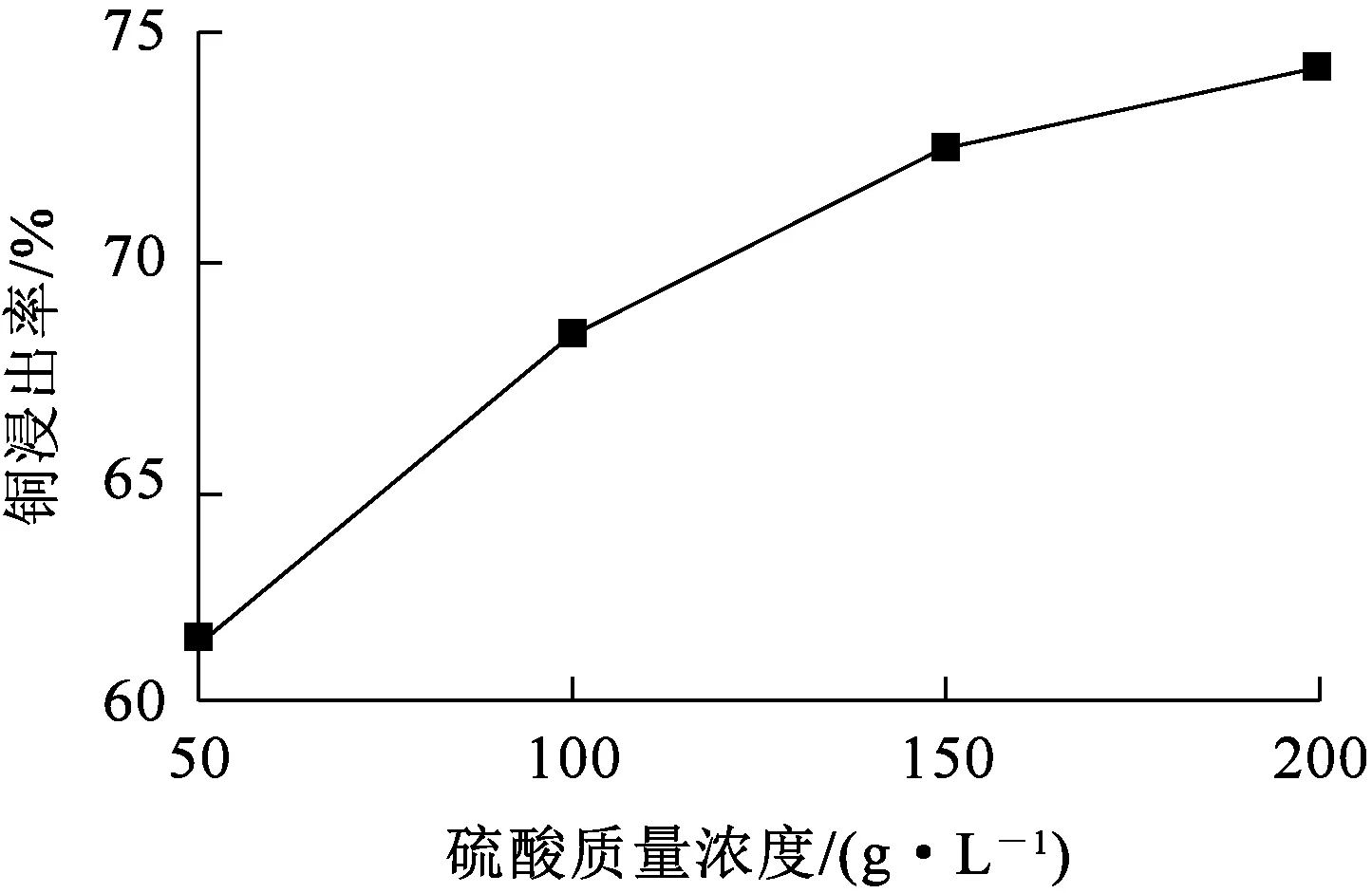
图5 硫酸质量浓度对铜浸出率的影响
由图5看出:随硫酸质量浓度升高,铜浸出率提高;硫酸质量浓度升至150 g/L后,铜浸出率趋于稳定。
浸出剂初始浓度与浸出剂扩散速率之间的关系为:
v=K(c0-cs)。
式中:K—传质系数;c0—浸出剂初始浓度,mol/L;cs—阳极泥表面浸出剂浓度,mol/L。
硫酸及O2初始浓度提高,都有利于浸出剂扩散系数增大,即有利于浸出反应进行。硫酸质量浓度高于150 g/L后,继续增加硫酸用量,阳极泥中铜的量相对不足,铜浸出率无明显提高。综合考虑,确定硫酸质量浓度以150 g/L为宜。
2.5 空气通入速率对铜浸出率的影响
温度80 ℃,反应时间3 h,液固体积质量比10/1,硫酸质量浓度150 g/L,搅拌速度300 r/min,空气通入速率对铜浸出率的影响试验结果如图6所示。

图6 空气通入速率对铜浸出率的影响
由图6看出:随空气通入速率加快,铜浸出率提高;空气通入速率加大至0.2 L/min后,铜浸出率趋于稳定。根据浸出剂初始浓度与浸出剂扩散速率关系,提高O2初始浓度,有利于浸出剂扩散;但空气流量过大,会加大酸雾逸出。综合考虑,确定空气通入速率以0.2 L/min为宜。
2.6 综合验证试验
根据单因素试验确定的优化条件(温度80 ℃, 反应时间3 h,液固体积质量比10/1,硫酸质量浓度150 g/L,空气通入速率0.2 L/min,搅拌速度300 r/min),对阳极泥进行脱铜综合浸出试验。结果表明,阳极泥中大部分铜都转入浸出液中,浸出渣中铜质量分数仅4.8%,其他金属得到进一步富集。
3 结论
对铜阳极泥,采用空气氧化酸浸预脱铜是可行的,适宜条件下,铜脱除率可达70%,渣中铜质量分数大幅度降低,稀贵金属得到进一步富集。空气氧化酸浸铜阳极泥工艺环保、简单、高效,可用于处理铜阳极泥。如能进一步提升空气溶入率,对提高脱铜率会有积极作用。
猜你喜欢
硫酸工业(2021年8期)2021-12-26
新疆钢铁(2021年1期)2021-10-14
能源工程(2021年3期)2021-08-05
科学与财富(2021年33期)2021-05-10
发电技术(2020年3期)2020-06-29
活力(2019年21期)2019-04-01
汽车零部件(2018年5期)2018-06-13
理科考试研究·高中(2017年7期)2017-11-04
中学生理科应试(2017年2期)2017-04-01
人间(2015年11期)2016-01-09
