内燃机曲轴用42CrMoA钢表面压痕产生原因及质量改进
2022-10-18 09:54韩凤军马鹏宇刘桂江潘彦丰
理化检验(物理分册) 2022年9期
韩 斌, 王 哲, 韩凤军, 马鹏宇, 刘桂江, 潘彦丰
(东北特钢集团 抚顺特殊钢股份有限公司, 抚顺 113001)
曲轴是发动机的重要部件之一[1],其工作时需要承受气体压力、往复周期性的惯性扭转和挠曲振动带来的交变载荷冲击,因此需要曲轴具有较高的疲劳强度和刚度。曲轴整体锻造是使其具有连续、致密纤维结构和优良力学性能的必要保证[2-5]。42CrMoA钢属于中碳合金结构钢的一种,其疲劳强度较高,淬透性较好,无明显的回火脆性,调质处理后有较高的疲劳极限和抗多次冲击能力,低温冲击韧性良好,适宜制造高强度、大断面的锻件,如机车牵引用大齿轮,增压器传动齿轮、曲轴以及发动机气缸等。某批次内燃机曲轴用42CrMoA钢棒在曲轴毛坯喷砂后,发现其表面压痕明显,需要增加一次喷砂,严重的甚至需要进行修磨处理,影响了生产进度和曲轴的整体连续性。笔者对不同表面质量曲轴毛坯所对应的不同炉次42CrMoA钢棒进行一系列理化检验,以查明压痕产生的原因。
1 试验材料
曲轴毛坯的生产工艺流程为:锯切下料→(1 260±30)℃感应加热→水除磷→热模锻压力机→切边→扭转→压型→空冷→喷砂。一次喷砂后,曲轴毛坯正常表面及有压痕表面的宏观形貌如图1所示。

图1 曲轴毛坯正常表面及有压痕表面的宏观形貌
经跟踪曲轴毛坯的生产工艺流程,并根据压痕的深度、面积及其覆盖范围,初步判断压痕的产生与棒材加热过程中的氧化铁皮有关,因曲轴毛坯热模锻过程是按节拍控制生产速率的,故可排除加热时间的影响。在正常炉次的圆钢棒材及表面有压痕的圆钢棒材上取样,并分别标记为1#试样(正常炉次),2#试样(有压痕)。
2 理化检验
2.1 宏观观察
对正常棒材和表面有压痕棒材进行宏观观察,结果如图2所示。由图2可知,正常棒材表面质量较好,以热轧黑皮状态直接交货;而在表面有压痕的棒材表面发现裂纹等缺陷,故对其进行了酸洗和磨光处理,去除了原始热轧态的氧化铁皮。在棒材加工前,受长途运输和露天存储等因素的影响,表面有压痕的棒材表面锈蚀相对严重。
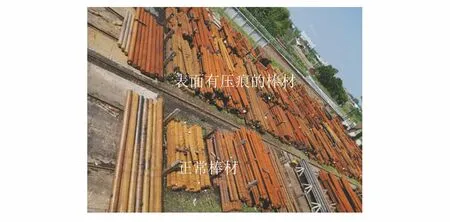
图2 正常棒材和表面有压痕棒材的宏观形貌
2.2 化学成分分析
1#,2#试样化学成分分析结果如表1所示,由表1可以看出,1#,2#试样的化学成分均符合GB/T 3077—2015《合金结构钢》对42CrMoA钢的要求,但2#试样中的S,Al元素含量较1#试样略低,P,Ni,Cu元素含量较1#试样略高。

表1 1#,2#试样的化学成分分析结果 %
2.3 低倍检验
1#,2#试样的低倍组织形貌如图3所示,可见1#试样的锭型偏析较2#试样更加严重,1#,2#试样的偏析程度分别评定为1.0级和0.5级,其余未见明显差异。
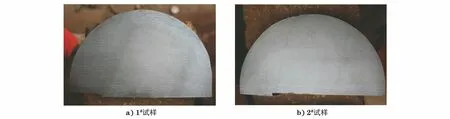
图3 1#,2#试样低倍组织形貌
2.4 金相检验
对1#,2#试样进行金相检验,其非金属夹杂物形貌如图4所示,显微组织形貌如图5所示。由图4可以看出,1#试样硫化物类夹杂的级别明显高于2#试样。由图5可以看出,1#,2#试样显微组织相同,均为铁素体+珠光体。
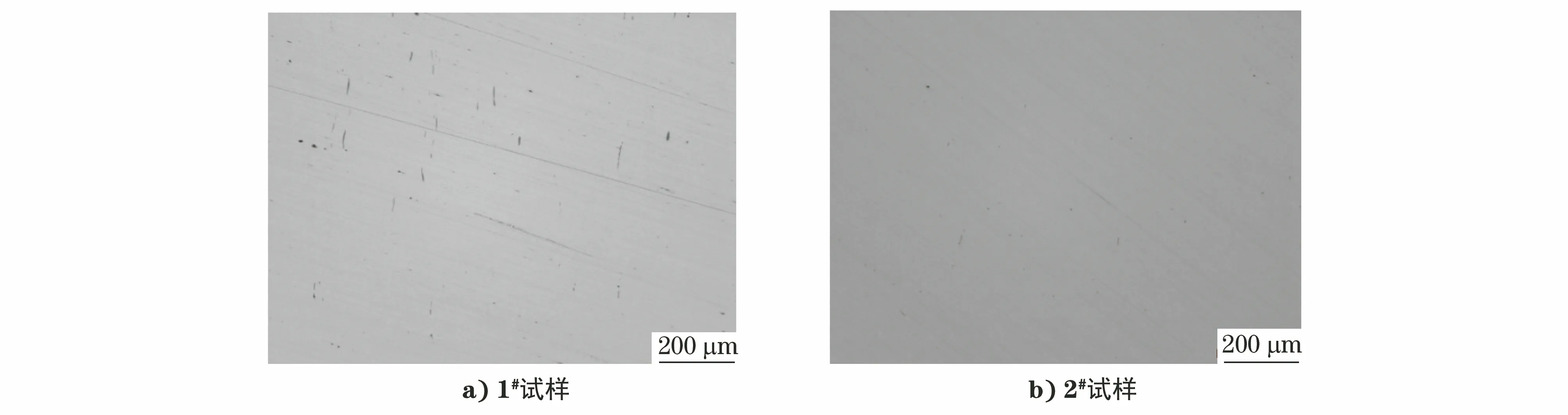
图4 1#,2#试样非金属夹杂物微观形貌
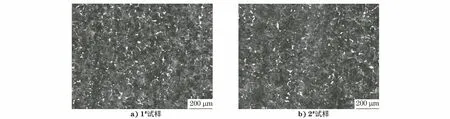
图5 1#,2#试样显微组织形貌
2.5 扫描电镜分析
将1#,2#试样加热后,用扫描电镜(SEM)对其表面的氧化铁皮进行观察,发现1#,2#试样氧化铁皮的组织结构略有差异(见图6)。
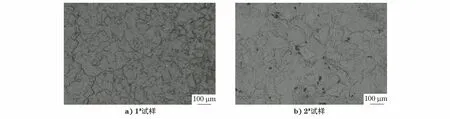
图6 1#,2#试样表面氧化铁皮的SEM形貌
3 改进方法
除上述理化检验外,还对1#,2#试样对应炉次的原材料进行了脱碳层、碳偏析、硬度均匀性等测试,发现1#,2#试样的测试结果均无明显差异。结合钢材表面氧化铁皮生成、附着的相关研究[6-10],从棒材的表面状态和化学成分两个因素考虑并设计试验,以验证这两个因素对曲轴表面压痕的改善效果。
对棒材表面状态和化学成分这两个可能的影响因子,采用多因子、多水平正交试验法设计试验表格,将6组棒材经30 min等长加热时间加热后,用压力为15 MPa的高压水除磷机进行喷淋,对比其氧化铁皮的附着情况,试验方案及验证结果如表2所示。由表2可知,氧化铁皮的附着情况与化学成分呈明显相关性。喷淋后棒材表面氧化铁皮的附着情况如图7所示。
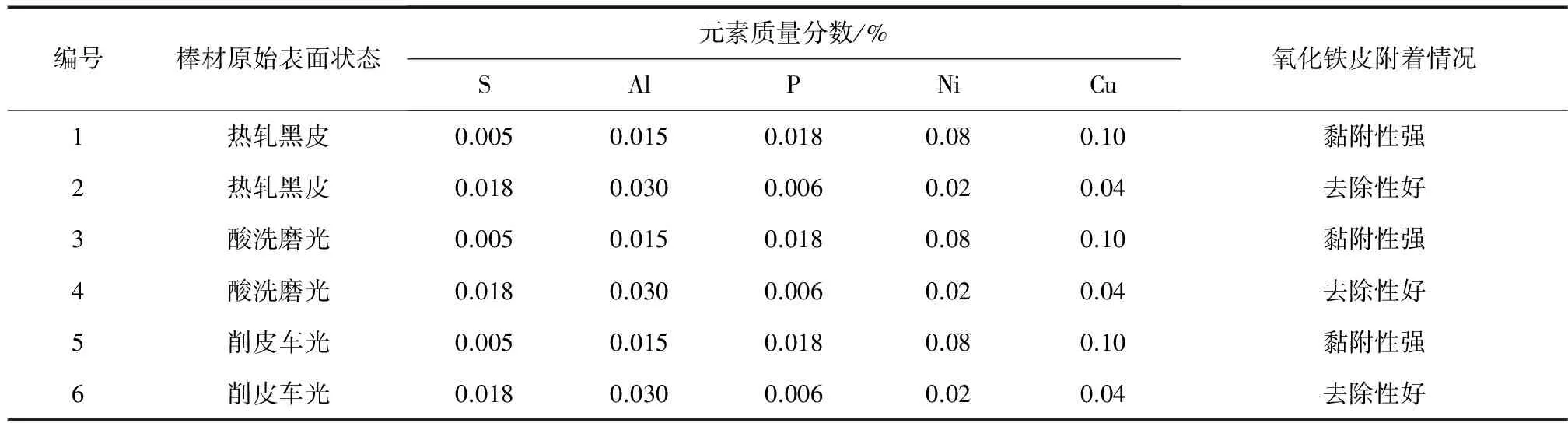
表2 试验方案及验证结果

图7 喷淋后棒材表面氧化铁皮的附着情况
4 结论
(1)曲轴用42CrMoA钢表面压痕的产生与棒材原始表面状态(即粗糙度)无明显相关性。
(2)曲轴用42CrMoA钢表面压痕的产生与棒材原始化学成分呈明显相关性,适当地提高S,Al元素含量和控制P,Ni,Cu元素含量可改善曲轴毛坯表面的压痕情况。
猜你喜欢
电镀与涂饰(2022年19期)2022-10-27
粮食加工(2022年2期)2022-05-10
安徽工业大学学报(自然科学版)(2022年2期)2022-04-16
信息技术时代·下旬刊(2020年5期)2020-09-10
安徽农学通报(2019年20期)2019-12-10
现代盐化工(2019年5期)2019-09-10
科教导刊·电子版(2018年6期)2018-06-06
化学教学(2017年9期)2017-10-19
科技与创新(2015年3期)2015-03-31
科学时代·上半月(2013年6期)2013-08-22