
基于特征的三维工序模型自动生成技术的研究与应用*
2022-10-11 06:19曾芬芳郑志镇
制造技术与机床 2022年10期
曾芬芳 郑志镇
(①华中科技大学机械科学与工程学院,湖北武汉 430073;②武汉开目信息技术股份有限公司,湖北武汉 430000)
计算机辅助工艺规划设计,一直是制造业信息化的重要技术之一。随着以产品3D模型为基础的数字化设计与制造技术的广泛应用,基于产品3D模型进行工艺设计与优化、工艺过程可视化表达已成为企业的迫切需求[1]。在三维零件加工工艺规划系统中三维工序模型的自动生成是一项非常重要的技术,它在3D产品设计与生产制造之间转化和传递信息,是数字化制造技术的关键内容。工序模型的生成方法主要有基于CAD的逆序生成法和正序生成法,基于CAD的三维工序模型逆序生成法的原理是根据加工工艺过程,以零件模型作为最后一道工序的工序模型,逐步添加余量体积逆序生成工序模型,最终形成毛坯模型[2-3],工序模型生成过程中余量体积一般通过参数驱动源模型或手动建模方式完成,工序模型与工艺内容的一致性靠建模者保证;基于CAD的工序模型正序生成是按加工顺序依次生成每道工序的工序模型[4-5]。近年来基于切削体的研究取得了一些成果:如张焱提出了一种基于加工特征分类与映射的三维工序模型生成方法和面向加工特征的数控自动编程方法,开发了三维工序模型自动生成及NC自动编程系统[6]。吴康祥提出了基于切削体分解与优化组合的加工特征识别技术,构建了车削加工特征分类方案并提出了基于车削特征描述子的车削特征匹配方法[7]。赵鹏提出一种切削体分解组合策略,探讨特征识别过程中设计、工艺信息转换,以实现工艺特征智能化识别[8]。张贺等采用毛坯与零件模型的布尔运算获取切削体和加工单元体组,通过加工特征映射方法实现加工单元体与加工工序的关联,最后生成三维工序模型[9]。本文在上述研究成果基础上,以提高三维工序模型的质量和效率为目标,提出了“前道工序模型减去特征切削体模型”的方法来自动创建三维工序模型,并采用实际零件对此技术进行了应用验证。
1 三维零件加工工艺表达
特征是能够根据其几何信息或其他关联信息来定义设计和制造的一种元素,当前人们习惯将能够在一次加工中不改变刀具和装夹方式而完成的切削实体定义为制造特征[10],它是连接CAD系统与CAPP系统的桥梁,是智能化工艺设计的基础。如何在三维模型中提取加工特征,国内外有很多研究成果,在此不做介绍,本文研究基于特征的三维零件加工工艺表达和三维工序模型生成技术。
特征的加工方法与特征的形状、尺寸、加工精度和加工要求密切相关,如7级精度的孔用“粗镗-半精镗-粗铰-精铰”加工,本文称之为特征加工工步(feature work step,FWS),一个特征的加工工步可能是一个工步,也可能是多个工步。零件加工工艺是零件加工总的方法路线,工序是为减少零件加工过程中装夹次数,在一次装夹中所完成的那部分工作;工步是工序的组成单位,它是当被加工的表面其切削用量和切削刀具均保持不变的情况下所完成的那部分工序工作,而工步加工的对象即为零件的加工特征。当特征的加工工步为多步时,特征的加工工步分布在多个工序的多个工步中,特征加工工步与零件加工工艺中工步的对应关系如图1所示,在三维零件加工工艺规划系统中特征加工工步与零件工艺的对应关系如图2所示。
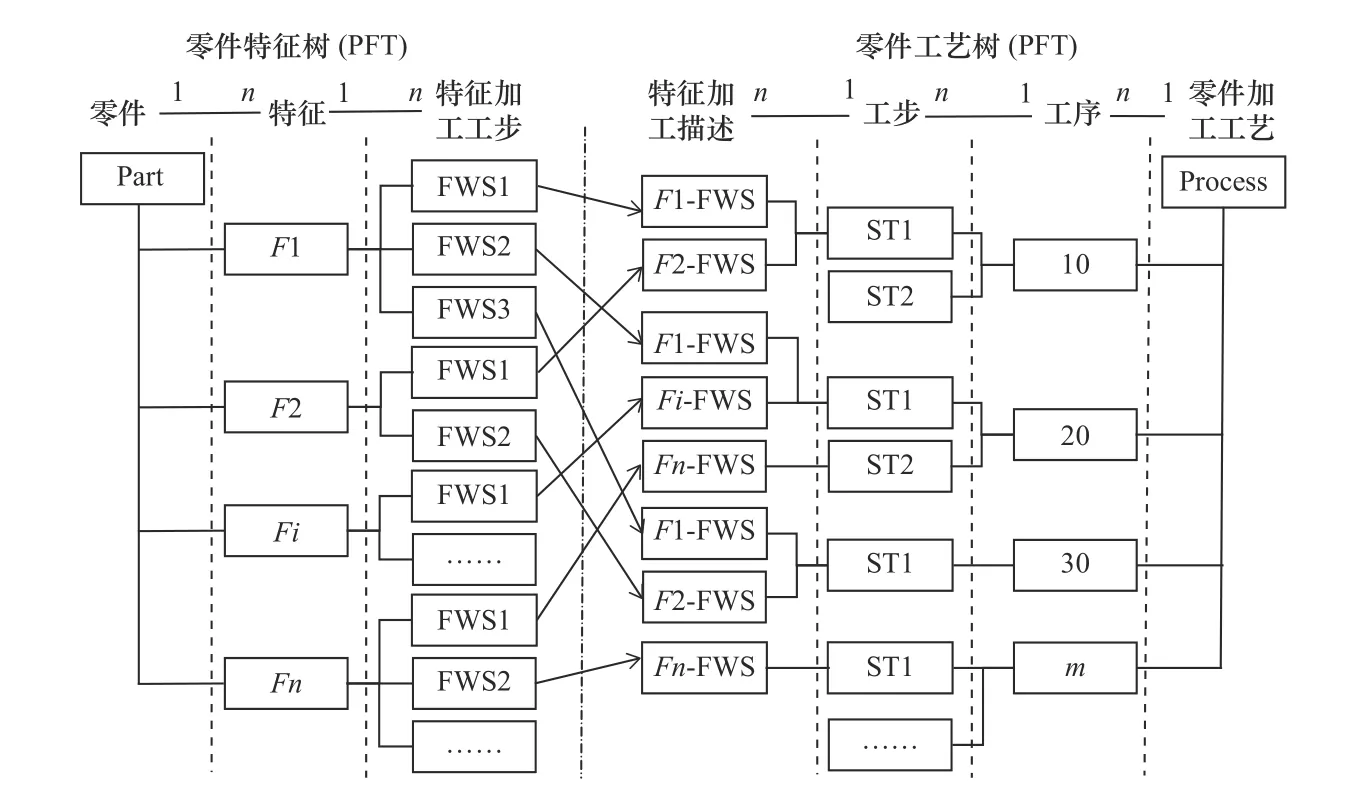
图1 特征加工工步与零件加工工艺中工步的对应关系
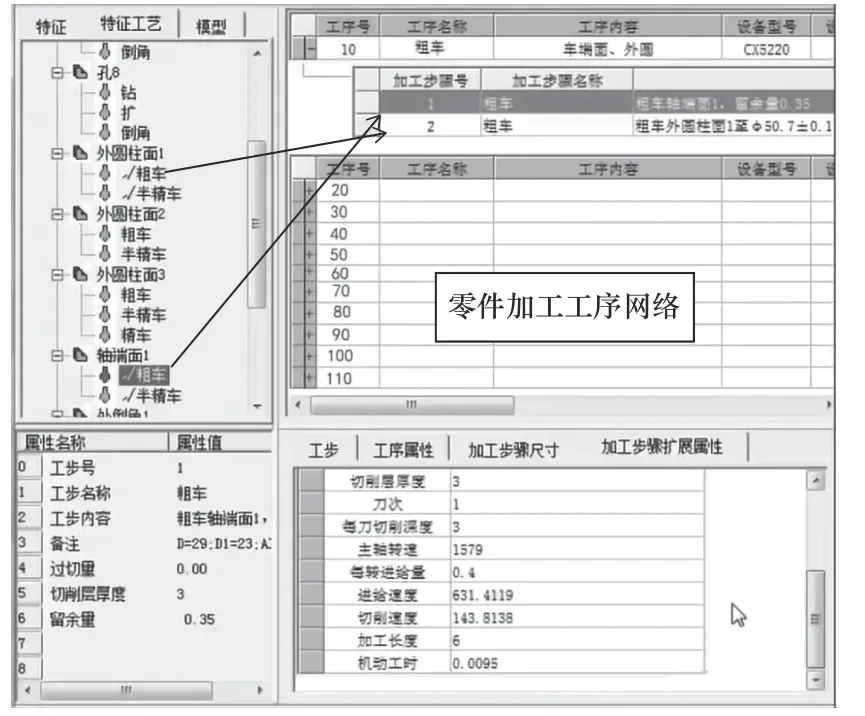
图2 特征加工工步与零件加工工艺中工步的对应关系
2 特征切削体
加工特征可以视为零件切削加工过程所去除的部分材料体的体积形状[11],零件从毛坯到成型的过程,就是将一个个加工特征按照一定的操作顺序进行操作实现的。人们可以用一个体积块模型来表达加工特征成形过程中去除的体积,这个体积块称为特征切削体(feature cutter volume,FCV),特征切削体(FCV)是实现根据加工工艺自动生成工序模型的重要因素。
从物理表示来看,切削体实际上代表的是被切除的那部分材料;从几何表示来看,它代表的是毛坯模型或零件模型通过布尔减运算获得的几何实体。以零件模型和加工工艺过程为输入,采用从毛坯模型上依次“减去”切削体模型生成工序模型的方案,设Mi为第i工序的工序模型,Mi可表示为

式中:Mi为当前工序的模型;Mi-1为前一工序加工后的工序模型;FCV1,FCV2,···,FCVn是当前工序下工步对应的特征加工工步对应的切削体,当i=1时,则Mi-1为毛坯模型,当i为最后一个工序时,则Mi为零件模型。
三维零件加工工艺规划系统中将加工特征根据形状进行分类,建立特征库,如孔、键槽、外圆柱面等,每类特征有对应的参数,如孔有直径D和深H;特征切削体与特征有严格的对应关系,因此也建立特征切削体库,切削体也有参数,特征与特征切削体的对应关系如表1。在工序模型生成过程中,因特征切削体需适应不同尺寸的特征,因此切削体需定义定形参数;因切削体需要与零件模型做布尔运算,所以需要定位参数。
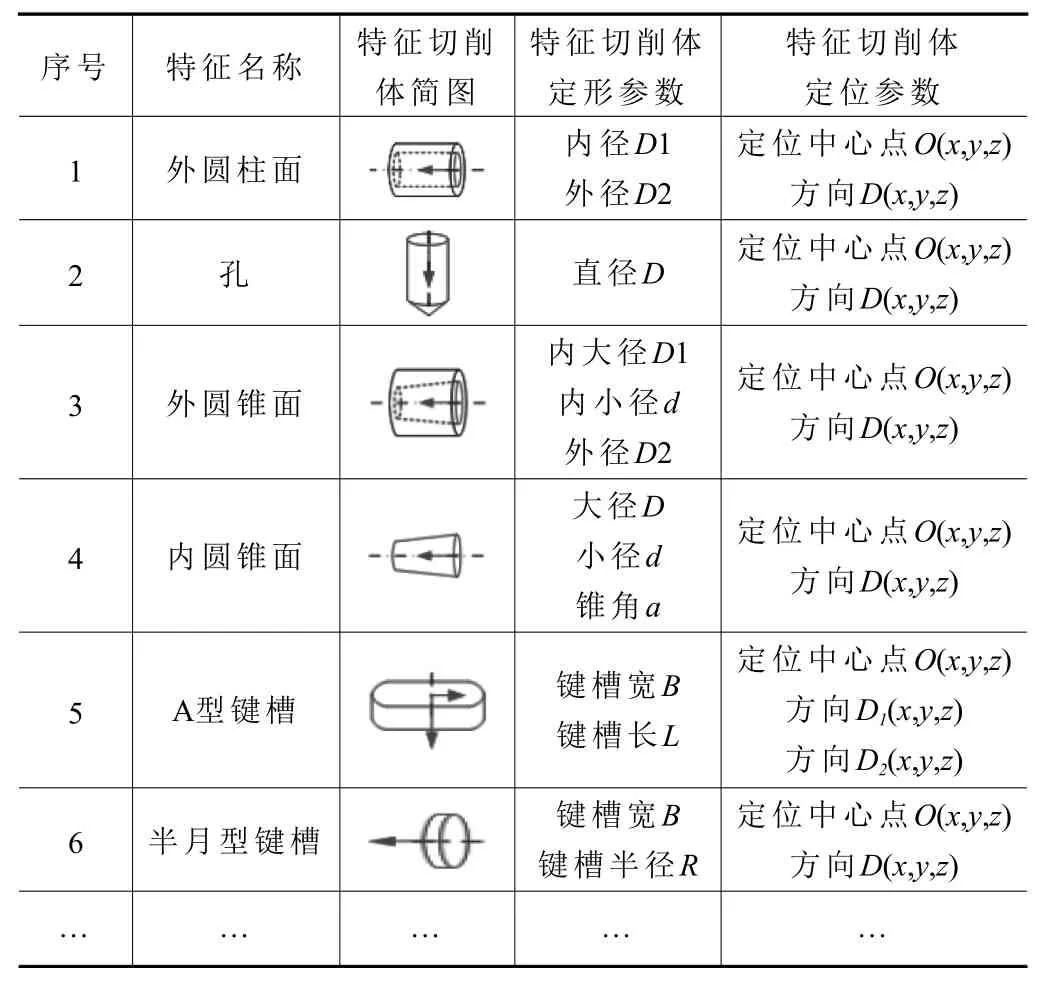
表1 特征切削体库
3 三维工序模型创建生成技术
毛坯模型、工序模型和零件模型三者关系相辅相成。在零件模型基础上还原余量形成毛坯模型,再根据工艺过程,在毛坯模型上一步一步布尔减运算生成工序模型,这种过程模型生成模式是符合实际加工过程的。毛坯模型可由零件模型反推得到或手工创建得到,在此不做介绍,本文介绍的三维工序模型自动生成技术是基于已有毛坯模型和已有加工工艺(含有加工参数)。
由式(1)可知,当前工序模型为前一工序加工完成后的模型“减去”切削体模型(以工步仅有一个特征加工工步为例来介绍),这个过程按以下描述来实现:首先,从零件加工工艺解析出当前工序/工步的信息,包括加工特征类型,以及特征定形尺寸、定位信息和加工余量;然后,根据特征类型在切削体库匹配得到切削体,并根据加工特征的属性和加工余量自动计算出切削体的定形数据和定位数据;接着,根据切削体的参数值将切削体实例化,得到切削体模型;最后,按加工特征的定位属性在上一道工序模型中载入特征切削体模型,与前一序的工序模型做布尔减运算,即得到当前工序模型,这个过程如图3所示。
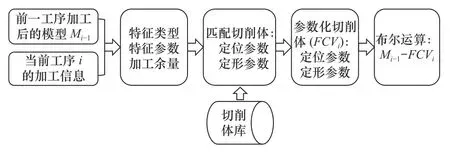
图3 工序模型自动生成过程
根据图3所示的工序模型生成过程,以阶梯轴小端外圆柱面加工后工序模型的生成为例来进行说明,过程如图4所示描述。
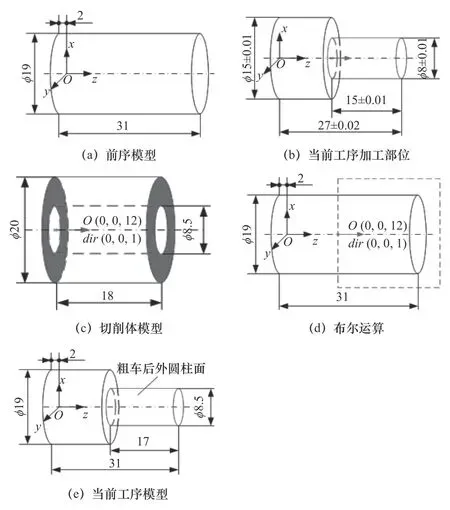
图4 工序模型生成过程示例
(1)如图4a所示为前道工序加工后的模型为ϕ19×31的圆柱体,当前工序加工阶梯轴小端的外圆柱面ϕ8±0.01 mm即图4b所示,加工工步的信息为“粗车外圆柱面,留余量0.5 mm”。
(2)从图4b可获得信息:加工特征为外圆柱面,直径D=8 mm,长度L=15 mm,从切削体库进行匹配,对应的切削体为空心圆柱。
(3)根据外圆柱面尺寸、坐标,以及加工余量,计算出空心圆柱的内径为ϕ8.5 m为18 mm,中心点坐标为(0,0,12),方向dir(0,0,1),见图4c。
(4)将切削体模型4c加载到前道工序模型4a上,做布尔“减”操作,即模型4a-模型4c,如图4d所示,则得到图4e所示的当前工序模型。
实例化特征切削体过程中,一定要确保参考坐标系与零件模型所使用的参考坐标系一致。加工特征的定位属性取绝对坐标系CSa,特征切削体实例化所用的定位参数引用了特征的定位属性,因此工序模型中特征切削体模型也采用绝对坐标系CSa。
在整个零件的加工工艺中,按上述过程依次完成每道工序中每个特征的加工过程模型设计,即可实现所有工序模型自动创建。
4 三维工序模型自动生成应用与验证
利用三维工序模型自动创建技术在三维零件加工工艺规划系统加增加了功能模块“工序模型生成”,界面如图5所示,三维工序模型创建提供四个菜单:“引入”即手工创建工序模型;“全部”即一次把本加工工艺中所有工序的三维模型全部创建;“区间”创建指定工序区间的工序模型;“当前”为创建当前工序的工序模型。此系统在航空发动机某企业针对机匣零件进行了应用验证,此机匣零件的毛坯模型为铸件毛坯,如图6a,通过“全部”操作生成所有工序的三维工序模型如图6b~6h共8个工序模型,工序模型中深色是当前工序加工的部位。
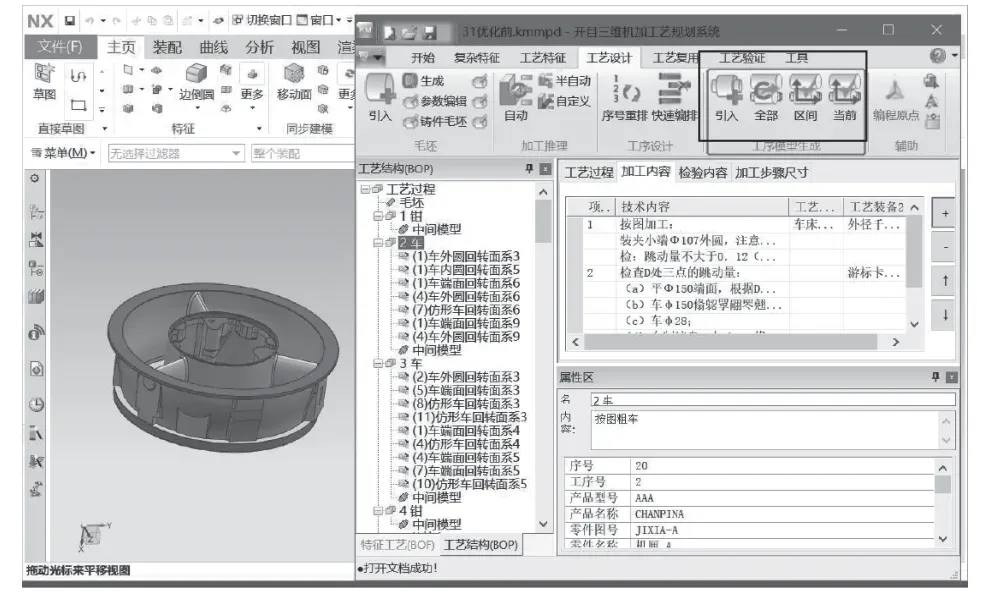
图5 工序模型生成过程示例
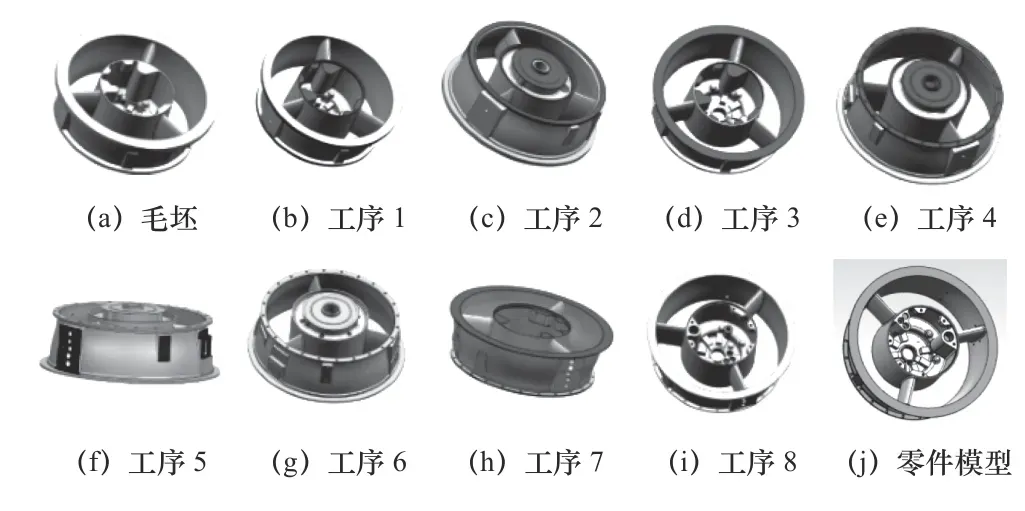
图6 机匣零件加工工艺的工序模型
利用企业实际加工的机匣零件,对本文所提出的“前序模型减去特征切削体模型”来自动创建三维工序模型的方法进行了应用验证,自动创建的工序模型准确,能够用于指导工人加工,也可将模型上的信息传递给CAM系统进行编程和仿真,完全可以满足制造企业的使用要求。这种正向的工序模型生成方法和现实的零件加工过程是一致的,从而更易于理解;而自动生成工序模型,大大减少了工艺人员的工作量,提高工艺设计的质量效率。
5 结语
传统二维工序模型由工艺人员逐个工序地绘制,当设计采用三维CAD后,三维工序模型有多种生成方式,有人工创建的、有利用WAVE技术生成的,还有其他方式创建的,本文提出“前序模型减去特征切削体模型”的方式来自动创建工序模型,它以加工特征和特征切削体为核心、以毛坯模型为基础,以工艺信息为依据,以余量尺寸为驱动,按实际加工顺序正向生成各工序模型,这种正向的工序模型生成方法和现实的零件加工过程是一致的,经过在企业的应用验证,完全能够满足企业的要求。这种方式使得工艺设计工作能够在三维数字化环境下,直接依据三维实体模型开展工艺规划,设计出合理的零件加工工艺,自动生成三维工序模型,充分利用三维模型中的信息和计算机技术,大大降低工艺人员的工作量,使其有更多的精力和时间进行工艺改进和工艺创新工作,提升我国制造企业工艺水平和工艺能力。
猜你喜欢
航天制造技术(2022年3期)2022-07-15
科技与创新(2022年6期)2022-03-24
内燃机与配件(2022年2期)2022-01-17
小猕猴智力画刊(2021年2期)2021-02-22
信息技术时代·下旬刊(2020年5期)2020-09-10
山西教育·招考(2020年2期)2020-03-23
大经贸(2018年12期)2018-02-20
科技视界(2016年24期)2016-10-11
少儿科学周刊·少年版(2015年3期)2015-07-07
科技与创新(2015年3期)2015-03-31
