东盟塔桁架层复杂巨柱节点加工制作技术
2022-10-11 08:43唐飞虎郑林伟蒋国明
山西建筑 2022年20期
唐飞虎,郑林伟,金 平,蒋国明
(中冶(上海)钢结构科技有限公司,上海 201908)
1 工程概况
南宁东盟塔位于南宁市五象新区,由75层地上地标塔楼及3层地下室组成,塔楼冠顶高度为346 m,为一类公共建筑。建成后将成为集办公、酒店、购物、餐饮、金融功能于一体,进行全方位服务的高档CBD区域,是具有城市标识性的超高层建筑(见图1)[1]。

东盟塔结构形式采用复合外围框架(钢管混凝土+钢梁)+带状桁架+核心筒双重结构体系,塔楼的外框钢结构平面上呈三角形布置,并向结构内侧以小角度倾斜。地上部分塔楼每个角布置2根四边形钢管混凝土巨柱(共计6根)[2],三角形外框每边设置4根圆管柱(桁架层以上每边为5根),核心筒剪力墙内部设置有H型钢骨柱,加强层内部设置有钢板墙、钢脚筒,外框钢结构共设置了3道带状桁架加强层,分别位于F29层~F31层、F51层~F52M层、F73层~F75层(见图2)。

塔楼加强带状桁架层由上弦杆、下弦杆、腹杆、桁架节点、桁架巨柱节点组成,其中桁架节点与桁架巨柱节点采用异形箱形节点,其他杆件为焊接H型构件,桁架材质等级为Q420GJC,桁架最大板厚为100 mm。由于篇幅有限,本文主要介绍F29层~F31层桁架巨柱节点的加工制作技术(见图3~图5)。


2 桁架节点深化设计
桁架节点深化设计流程:根据结构图建立BIM模型→深化构造设计→设计洽商→设计确认。
2.1 总体优化原则
在不改变原设计结构的传力路径及节点受力的基础上进行优化,通过优化降低节点构件的加工、焊接、安装难度。
2.2 桁架巨柱节点优化
桁架巨柱节点是桁架与巨柱的传力纽带,也是整个结构中最核心的受力部件。桁架巨柱节点由2块100 mm厚纵向折弯板将巨柱贯穿,并在巨柱内部对应桁架弦杆上下翼缘位置设置2块100 mm厚的横向隔板,桁架巨柱主材由4块60 mm厚钢板组成。
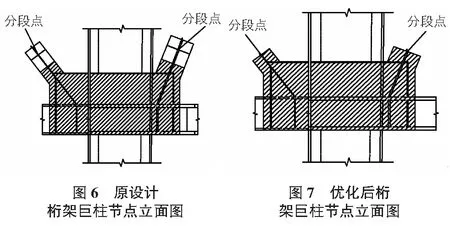
2.2.1 桁架巨柱节点分段位置优化
原设计桁架巨柱节点与腹杆对接位置,桁架巨柱节点牛腿翼缘板外伸尺寸较长(如图6所示),不利于现场安装,且会增加材料损耗。经与设计沟通将节点位置翼缘板减短,与其对接的腹杆加长(如图7所示)。此节点优化遵循《钢结构工程施工质量验收标准》翼缘板拼接缝和腹板拼接缝错开的间距不小于200 mm原则。
2.2.2 防止焊缝撕裂的节点构造优化
原设计桁架巨柱节点主材板与纵向折弯板齐平(如图8所示),为了保证节点焊接质量,降低巨柱节点因焊接产生层状撕裂的风险。经与设计沟通,将贯穿巨柱的纵向折弯板及与其连接的横向加劲板均加长100 mm(如图9所示)。

3 桁架巨柱节点特点分析
桁架巨柱节点结构形式如图10所示。
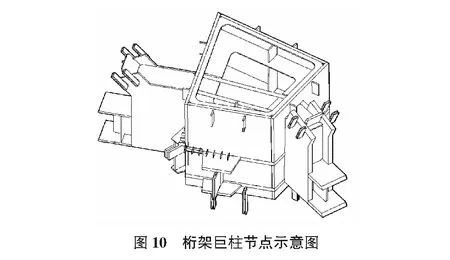
根据桁架巨柱节点的结构形式对其特点进行详细分析,并细化至具体加工工艺。
3.1 焊缝填充量巨大
桁架巨柱节点厚板用量占比较多,导致焊缝填充量巨大,焊缝质量占比高达6.6%,而常规构件焊缝质量占比仅约为1.5%。桁架巨柱节点单件质量约为35 t,经计算焊缝质量约为2.3 t,根据以往经验每个焊工每天可以焊接约25 kg焊丝,则单个桁架巨柱节点焊接工序理论需要92个人工。按照一般钢结构加工厂各工种人员配比根本无法满足本项目的焊接需求,所以焊接量大是制约加工效率的重要因素。必须分析结构形式,优化焊接坡口形式,既有利于保证焊缝质量,又可以减少焊缝填充量。
3.2 节点构造复杂,施焊空间小,隐蔽焊缝多
桁架巨柱节点构造复杂,很多焊缝施焊空间狭小,宽度仅有400 mm,而深度则有1 200 mm。桁架巨柱节点为箱形节点,3个方向均有牛腿,隐蔽焊缝较多。制定装配工艺时必须考虑隐蔽焊缝施焊问题,尽量为焊接创造有利条件。桁架巨柱节点加工时需严格按照加工工艺步骤实施,实行多次循环装焊、退装退焊等工艺保证桁架巨柱节点加工质量。
3.3 桁架巨柱节点焊缝探伤合格率的保证
桁架巨柱节点除了牛腿加劲板外其他焊缝均为全熔透一级焊缝,焊后100%UT探伤检测。焊缝一旦返修其用时将成倍于正常焊接时间,整个项目进度也会因此受到较大影响。施焊前必须对焊工进行考核,并对典型焊缝节点做针对性焊接工艺评定,以保证焊缝合格率。
3.4 桁架巨柱节点外形尺寸保证
桁架巨柱节点钢板材质为Q420GJC,大部分零件板为厚板,其中100 mm厚零件板占比43%,厚板焊接热输入较大,容易产生焊接收缩变形,由于节点构件形状不规则,后续校正难度大,必须对装配尺寸、装配顺序和焊接顺序加以研究,从而保证桁架巨柱节点构件的整体外形尺寸[3]。
4 桁架巨柱节点加工制作工艺
4.1 下料
原材料进场后需取样进行复检,复检合格后方可进行排版下料。由于桁架巨柱节点钢材材质等级较高,为Q420GJC,为避免材料用错,必须在每块零件板上进行材质等级标识,做到全过程可追溯。
桁架巨柱节点厚板零件较多,为保证切割质量需选择合适的切割工艺参数。经试验,当零件板厚为100 mm时,采用5号割嘴,切割速度控制在220 mm/min~280 mm/min,切割氧气压力为0.7 MPa~0.8 MPa,乙炔压力大于0.06 MPa时,零件切割面质量较好。
4.2 桁架巨柱节点拼装
桁架巨柱节点结构复杂,在制定拼装工艺时必须保证每条焊缝的可焊性[4]。具体拼装步骤如下:
1)第一步。
先组装与桁架下弦杆连接的折弯牛腿(见图11),牛腿上下翼缘板厚度为100 mm,腹板厚度为50 mm。

2)第二步。
将两块纵向折弯板(100 mm)与第一步组装完成的牛腿连接,并将位于纵向折弯板之间的内隔板组装完成(见图12,图13)。

3)第三步。
分别将纵向折弯板两侧的横向隔板、纵向隔板与巨柱主板组焊完成,然后将两个整体组件与贯穿巨柱的纵向折弯板连接(见图14,图15)。

4)第四步。
组装巨柱主板及箱体内部剩余零件板(见图16,图17)。

5)第五步。
组装与桁架下弦连接的直牛腿,并将折弯牛腿侧与腹杆连接的牛腿腹板进行组装(见图18,图19)。

6)第六步。
组装与桁架腹杆连接的牛腿翼板,并组装折弯牛腿侧横向、纵向两块隔板(见图20,图21)。

7)第七步。
组装与楼面梁、水平支撑连接的牛腿,并组装与桁架连接的直牛腿侧牛腿腹板(见图22,图23)。

8)第八步。
组装直牛腿侧横向、纵向两块隔板,并组装兼做吊耳板的定位连接板(见图24,图25)。

上述组拼步骤,每个组拼步骤安装完成后,均需对该步骤焊缝进行焊接并进行UT及外形尺寸检测,检测合格后方可进行下一步组拼步骤。
5 桁架巨柱节点焊接
桁架巨柱节点焊缝数量多,焊缝填充量大,隐蔽焊缝数量多,部分焊缝焊接空间狭小,焊缝质量要求高,焊接难度大。桁架节点整体焊接顺序随组装顺序,单个组装步骤内焊接顺序遵循先焊接收缩大的焊缝后焊接收缩小的焊缝,焊缝尽量对称焊接,焊缝长度较长时需分段焊接,所有厚板焊缝均需多层多道焊接。
5.1 坡口开设
桁架巨柱节点涉及3种接头形式,分别为角接接头、T形接头和十字接头,根据焊缝所在位置情况选取4种坡口形式,分别为K形坡口[5]、单边V形坡口、V形坡口和防层状撕裂坡口。
坡口总体开设原则:
1)针对十字接头和T形接头,当板厚t>40 mm时采用K形坡口,板厚t≤40 mm时采用单边V形坡口。
2)针对角接接头,当板厚t>40 mm采用V形坡口,板厚t≤40 mm时采用单边V形坡口。
3)横向隔板与贯穿巨柱的纵向折弯板位置双侧均有焊缝,极易诱发层状撕裂,需开设防层状撕裂坡口。
由于桁架巨柱节点较为复杂,如完全按照上述原则开设,则会导致部分焊缝无法焊接,节点实际主要焊缝所采用焊缝坡口形式如图26所示。

5.2 焊接工艺
5.2.1 焊接方法
巨柱桁架节点均采用药芯焊丝气体保护焊接,工厂焊缝基本以平焊及横焊为主,50 mm以上厚板横焊焊接工艺参数如表1所示。
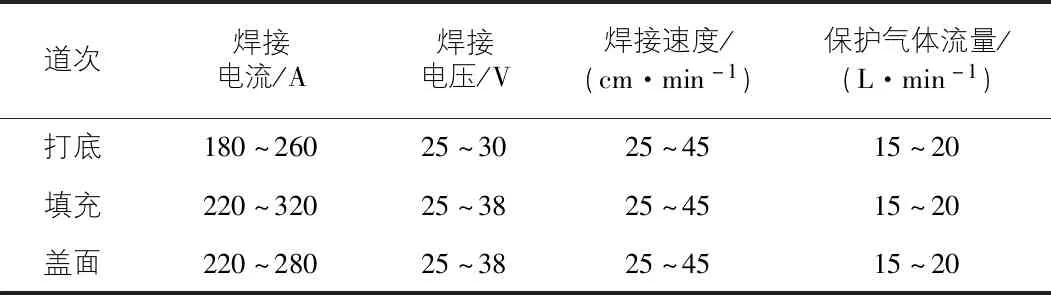
表1 焊接工艺参数表
5.2.2 焊前预热及层间温度控制
焊前预热可以有效控制焊缝金属的冷却速度,降低脆硬组织的脆化,提高钢材的抗撕裂能力。预热区域为焊道两侧,测温位置为距离焊道50 mm位置,具体预热温度如表2所示。

表2 预热温度要求表 ℃
5.2.3 防止层状撕裂措施
巨柱桁架节点纵向折弯板两侧均有100 mm厚的横向隔板,两侧焊缝拉应力集中,容易导致中间纵向折弯板厚度方向力学性能下降出现层状撕裂。为解决此问题除了采用防层状撕裂坡口外,还需采用有效的防层状撕裂焊接方法。首先需采用隔离焊打底技术,在受拉板厚度方向进行一道打底,利用打底焊缝优越的延性,与拉板共同承受厚度方向的拉应力,从而提高接头位置的抗层状撕裂性能。焊接填充层及盖面层时采用多层多道错位焊接方法,此方法可以降低焊接拘束度,使内应力得到均匀分布。
5.2.4 焊缝检测
桁架巨柱节点全熔透焊缝占比极大,受操作空间制约,每个组装步骤焊缝焊接完成后均需经过UT检测合格后才能进行下一组装步骤。其中容易产生层状撕裂位置还需增加MT检测,为避免出现延迟裂纹,在节点打砂后涂装前再进行一次MT检测。
6 结语
南宁东盟塔为超高层巨柱结构体系[6],塔楼共设有3道环带桁架,用于增加结构刚度。巨柱与环带桁架连接节点受力大,节点构造复杂,加工难度极大。通过分析节点构造,在深化阶段优化节点的分段位置,坡口的开设形式及坡口角度,有效保证了焊缝质量,降低了焊材使用量,节约了加工成本。加工前通过 细化组装工艺及焊接顺序,使节点加工精度和节点焊接质量得到保证。本文的研究对类似复杂巨柱节点的加工提供借鉴。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
汽车实用技术(2022年11期)2022-06-20
大气科学学报(2022年2期)2022-05-12
学苑创造·A版(2020年9期)2020-10-13
科教新报(2020年13期)2020-04-07
科技风(2020年2期)2020-02-14
科学导报(2019年59期)2019-10-20
现代职业教育·中职中专(2019年6期)2019-10-09
E动时尚·科学工程技术(2019年11期)2019-09-10
科技创新与应用(2018年3期)2018-01-24