
无纸化技术在空调产线的研究与应用
2022-10-10 01:54吴晗
制冷 2022年3期
吴晗
(珠海格力电器股份有限公司,广东珠海,519070)
0 引言
我司空调产品生产主要以纸质质控卡作为信息载体,通过人工将产品订单信息、重点物料信息等打印在纸质质控卡上,各检验岗位检验合格后在质控卡上盖章,最后随产品流至打包检验岗位扫描收卡,在此过程依靠纸质质控卡传递产品的生产状态,指导产品装配质量,对检验不合格产品,检验员将故障内容记录在纸质质控卡上,并由机修工维修确认后手工签字。
目前纸质质控卡在生产检验过程中存在以下痛点: 1、质量追溯难度大:纸质质控卡上没有对电气安全检验数据进行记录,而耐压仪设备也未能实现与产品订单条码关联,检验员仅对测试结果进行判断,存在漏检、误判隐患;2、管理难度大,管理成本较高:熵检测试电流及压力值,由检验员手工记录在纸质质控卡,但纸质质控卡存放需要花费大量的人力、场地去保存管理,且只保存一定的周期,此种方式管理难度大且后期质量追溯困难;3、质量防呆效果不明显: 各检验岗位的信息依赖纸质质控卡进行传递,各检验岗位只能通过纸质质控卡了解前道检验岗位的检验信息,依赖人工判定防错,检验岗位间未能互锁防错,存在质量异常产品流入下工序隐患。
1 总体方案设计
本文应用场景为家用空调装配生产线,采用无纸化工艺技术,结合物联网技术,开发无纸化系统取代纸质质控卡。整个系统基于RFID技术的离散制造业务流程和所涉及的动态数据,与MES、ERP等系统进行数据融合,并引入了PML技术,基于PML的离散制造过程动态数据的封装、解析和转换,为动态数据管理提供支撑,应用SOA架构和Web服务技术,使离散制造动态数据的采集、发布、组合灯各种服务实现[1]。
无纸化系统主要记录了产品从总装上线至打包入库之间的生产过程信息,实现空调生产全流程的信息化管控。纸质质控卡上记录了产品的MES条码信息,关联了订单、产线、物料等信息,生产过程中需记录各岗位检验信息,包括检验品质情况和检验人员信息,因此系统所关联的信息众多。系统包括4个层级,分别为管理层、执行层、应用层、控制层,各层级对应的具体业务均和质控卡系统关联,质控卡系统与PLM、ERP、MES等系统互联互通,实时获取订单、物料等数据,服务器需要实时与质控卡系统进行数据交互,客户端需要展示系统内容,接收系统数据,并录入相关信息,控制层实时采集底层数据发送至系统[2]。如图1为电子质控卡系统总体架构图。
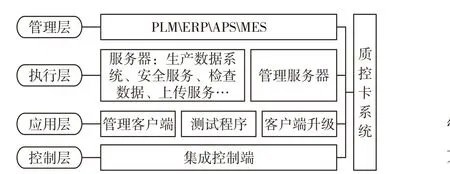
图1 无纸化系统总体架构图
2 系统硬软件组成
该系统包括硬件、软件两部分组成,硬件部分主要实现空调生产线数据的采集、指令执行、信息展示,由工业控制计算机、RFID 射频识别设备、显示终端、信息录入设备、工业通讯板卡等几部分组成; 软件部分主要实现数据的读取、运算、处理、整理、存储,由上位机软件、SQL 数据库软件构成。
射频识别技术(Radio Frequency Identification,RFID),又称为无线射频识别,利用无线电波或微波能量进行非接触双向信息传递。当贴有电子标签的待识别物出现在读写器的读取范围内时,读写器自动以非接触的方式将电子标签内的识别信息取出,实现物料自动识别和数据交换功能。
RFID系统一般由电子标签(Tag)、读写器( Reader) 以及远距离收发信号的天线(Abtenna)组成,读写器向电子标签发送射频信号,电子标签进入射频信号的识别区域后将产生感应电流从而获得能量,并将电子标签信息通过嵌入式天线发出去,读写器将电子标签信息利用解码板进行解码,再通过网络或RS232等接口将标签信息传送到计算机。电子标签由耦合元件和芯片组成,根据标签有没有电源分为有源和无源标签,无源标签的电能供应从读写器发出的射频信号中取得,因此要求读写器有较高的发射功率,系统识别距离较近。有源标签依靠自带的微型电池供电,系统识别距离较远。读写器是RFID系统的核心,其作用就是作为连接上位机和电子标签的数据交换环节[3-4]。RFID系统的运行原理如图1所示。
SQL Servers 数据库管理系统具有较高的数据管理性能,因其优越的性能,应用范围非常广,大量应用于服务器和客户体系结构中。SQL Servers 数据库的性质主要体现在系统的吞吐量、响应时间以及并行处理能力,发出请求服务器回应的速度,还有不同屏幕之间切换的速度等方面。在实际的SQL 数据库系统优化设计工作当中,设计人员会面临各种各样的问题,这些问题对于设计人员而言是比较复杂且难以解决的。正因如此,设计人员在进行优化设计工作时,一定要结合实际情况,并针对不同部分的不同工序,制定合理的优化方案及设计方案,通过这种方式提高系统的运行效率,实现对信息管理系统的整体优化[5]。
上位机软件基于C#平台开发,提供良好的用户操作界面,该软件工作在Windows系统上,可以访问已经搭载好的文件传输服务器,实现写码文件基于文件传输协议的上传与下载。该软件还提供了简单的命令按钮,点击按钮即可发送命令,实现相应功能,以及使用进度条显示事件的进度。显示终端采用Java程序,接收系统传输过来的数据进行实时展示,并可在终端录入相应在制品信息,信息存储在服务器内,进行系统平台的数据交互[6]。
3 系统运行逻辑
随着MES 系统的全面推广以及三维数字化设计工艺应用的逐步开展,信息化系统已逐步完善,现有的数字化应用框架如图2所示,生产车间无纸化生产的条件开始逐步具备。无纸化生产是指在生产过程中不需要通过二维图纸和工艺来传递信息,而是通过数字化方式来传递信息,利用信息化应用系统进行制造过程管控,达到无纸质图纸、无纸质工艺的三维数字化集成制造,无纸化生产是数字化设计与制造发展的必然结果。搭建无纸化生产平台,实施无纸化生产,能够有效控制生产数据技术状态,提高信息传递效率和生产质量,降低研制成本[7]。
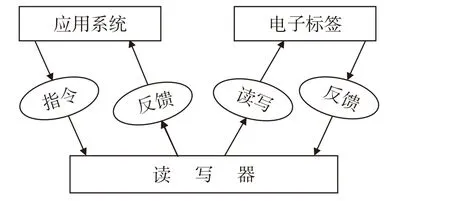
图2 RFID系统原理图
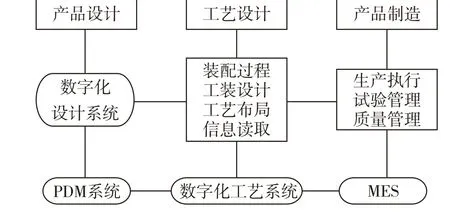
图3 数字化应用框架
无纸化技术的应用主要基于PDM 系统、MES系统和无纸化数据平台,在生产现场构建相应的网络硬件设备,建立无纸化生产的技术支撑环境。在PDM 系统中,BOM确保设计数据的准确性,工艺在BOM 的基础建立装配件的装配工艺和零件的加工工艺,在工艺中组织管理工艺数据,包括工艺路线、工序信息、制造过程中所需的设备工装等,设计数据和工艺数据相互关联。MES系统中根据BOM形成生产计划并下达生产计划,操作人员或检验人员在查看生产计划时通过将图号版本传递至无纸化数据发布平台获取PDM中相应的设计和工艺文件,实现无纸化生产的应用[8]。整个无纸化生产框架如图4所示。
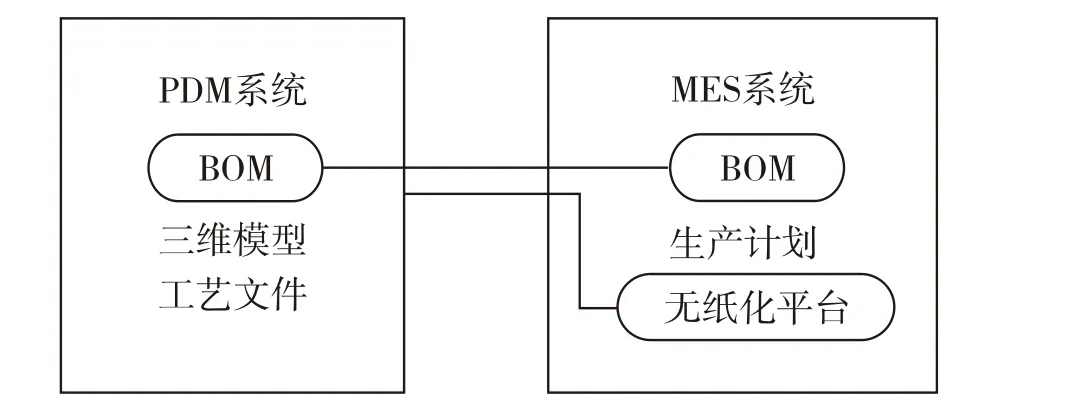
图4 无纸化生产框架
根据生产现场需求,无纸化生产数据包括两种模式: 一种是正常的生产流程,无纸化数据平台从MES 系统的生产计划中获取BOM 相应的图纸和工艺资料;另一种生产现场各岗位生产数据或返修、故障异常问题处理,通过现场终端设备录入相应生产信息,集成至后台数据库,发布至无纸化系统平台。
4 系统应用
通过在线体各岗位上安装RFID感应读写设备,在工位工控机上安装RFID系统工位客户端程序,并配置工位模块实现在工控机上显示工艺指导。电子标签内嵌在工装板上,电子标签在总装上线时关联了MES条码信息,当工装板流动到该岗位时,RFID读写器感应到电子标签,读取到该在制品的MES条码号,工位工控机会在工艺库中调取该在制品的操作指导,实时指导员工操作。空调产线应用示例如图5所示。
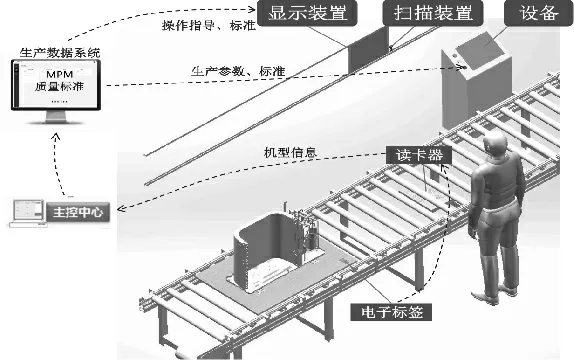
图5 空调产线应用示例图
在生产现场有很多检验岗位,线边显示终端显示通过RFID读取显示生产机型信息后,生产员工按照生产工艺要求对机型各工序进行检验,包括电子检漏、工序检验、电气安全、运转测试等,检验是否合格,测试值是否符合工艺规范,检验完成需要在终端上录入检验信息。在终检岗位需要核实各岗位检验数据,如存在某一项不合格,则需要下线返修,由返修工对该机型进行返修,合格后进行信息维护打包入库。线边终端应用如图6所示。

图6 线边终端应用图
5 结论
应用无纸化系统替代纸质指导书、质控卡,降低纸质成本、耗材打印成本及纸质流程卡仓储和管理成本,以达到降成本收益。各检验岗位测试结果关联互锁,并进行逻辑上的防呆控制,避免不合格品流入下道工序,避免错检、漏检等异常问题造成的质量封存戒返包事故,生产过程错检、漏检导致生产事故的几率降至0 %。自主开发无纸化系统,减少岗位员工放置纸质卡操作工序,岗位作业效率提升25 %以上,检验岗位减少盖章动作,减少打包岗位收取纸质卡等操作,提升检验效率10 %以上,实现无纸化、信息化、自动化的车间管理。
猜你喜欢
甘肃教育(2020年6期)2020-11-25
甘肃教育(2020年6期)2020-11-25
甘肃教育(2020年6期)2020-09-11
甘肃教育(2020年6期)2020-09-11
中国交通信息化(2017年8期)2017-06-06
中国交通信息化(2015年11期)2015-06-06
中国交通信息化(2014年4期)2014-06-05
中国交通信息化(2014年8期)2014-06-05
电测与仪表(2014年16期)2014-04-22
北京航空航天大学学报(2013年6期)2013-12-19
