可伐合金表面Ni/Au镀覆方式和镀层厚度对激光封焊裂纹的影响
2022-10-09 05:24孙乎浩薛恒旭
电焊机 2022年9期
王 成,孙乎浩,陈 澄,薛恒旭
扬州海科电子科技有限公司,江苏 扬州 225001
0 前言
可伐合金(4J29)在-80~450℃温度范围内其热膨胀系数与硬玻璃相近,可保证材料的匹配封接,封接后内应力很小,且电性能优良,易于铣削加工,低温组织稳定,表面涂敷工艺简单,被广泛用于集成电路及微电子封装中的引线、基板载体、金属围框、管壳等[1-2]。可伐合金作为微波组件中最常用金属封装外壳材料,使用中需在表面镀覆Ni/Au,Au为防护层、Ni为打底层,用于实现外壳表面的防腐蚀效果及满足内腔的钎焊、键合等封装工序要求。Au层镀覆方式主要为电镀Au,Ni层的镀覆方式主要为化学镀Ni及电镀Ni两种[3]。
某SiP封装微波组件可伐合金围框内嵌于HTCC基板内腔中,由于结构上的限制无法使用平行缝焊工艺实现其气密性封装。作为另一种常用的气密封装工艺,激光封焊相较于平行缝焊工艺在复杂异形结构封接方面具有一定的优势,理论上可以封接任何异形的壳体,并且具有生产效率高、热影响区小、热变形小、清洁、非接触等优点[4-8]。目前研究者主要研究了激光封焊工艺参数对无镀层或表面涂敷Ni镀层可伐合金焊接性能的影响。雷党刚[9]认为可伐合金壳体表面镀Ni/Au对激光封焊裂纹影响较大,无镀层可伐合金壳体可获得较高气密性。李娜[10]等通过试验研究了电镀镍金的可伐合金壳体激光封焊,20个样品细检漏均未通过,去除封焊区镀层后的20个样品气密性均满足要求。钱志宇[11]等研究了激光脉冲宽度、焊接速度、脉冲频率和离焦量等工艺参数对可伐合金壳体焊缝宽度及深度的影响,并未提及试验壳体表面的镀层情况。本文主要从可伐合金表面Ni/Au层镀覆工艺及镀层厚度两方面研究其对激光封焊焊接接头裂纹的影响,以获得较优的可伐合金微波组件表面镀层参数。
1 试验材料与方法
试验样品盖板与壳体的材料为可伐合金(4J29),其化学成分如表1所示。盖板与壳体的焊接搭接结构如图1所示,盖板尺寸28 mm×18 mm×0.5 mm,装配间隙小于0.05 mm。

表1 4J29可伐合金的化学成分(质量分数,%)Table 1 Chemical composition of Kovar(4J29)(wt.%)
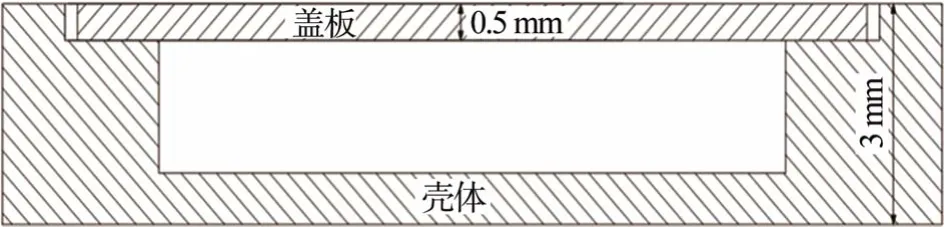
图1 盖板与壳体的搭接结构示意Fig.1 Schematic diagram of lap joint for plate and shell
采用单因素试验分别研究镀覆工艺和镀层厚度对激光封焊接头裂纹的影响并获得外表美观的焊缝。样品盖板与壳体表面Ni/Au层镀覆工艺如表2所示,其中Ni层厚度为3~5 μm,Au层厚度为0.3~0.8 μm。样品盖板与壳体表面电镀Ni/电镀Au层厚度如表3所示。

表2 盖板与壳体表面Ni/Au层镀覆工艺Table 2 Plating process of Ni/Au finishes on the surface of cover plate and shell
表3 盖板与壳体表面电镀Ni/电镀Au厚度Table 3 Thickness of electroplating Ni/Au finishes on the surface of cover plate and shell
激光封焊前先用丙酮擦拭样品壳体和盖板表面,再放入超声清洗机中超声清洗,清洗剂为无水乙醇,清洗后自然晾干。试验用激光器为MIYACHI UNITEK公司的LW600AE激光器,激光封焊工艺参数如表4所示,脉冲波形使用四阶段激光脉冲,即预热→熔化→保温→冷却。封焊后使用KEYENCE公司的VHX-7000体视显微镜观察样品焊缝的表面及截面形貌,使用FEI公司的Helios G4 FX等离子聚焦离子束分析系统分析镀层截面形貌及化学成分。

表4 激光封焊工艺参数Table 4 Laser seal welding parameters
2 试验结果与分析
2.1 镀覆工艺对焊接裂纹的影响
图2为化学镀Ni/电镀Au可伐合金焊缝表面及截面。可以看出,可伐合金表面焊缝熔合区的中间位置有明显的连续性长纵向裂纹并贯穿整个焊缝截面,焊缝表面颜色发白发亮。图3为电镀Ni/电镀Au可伐合金焊缝表面及截面,其表面焊缝熔合区和焊缝截面未见裂纹产生,焊缝表面颜色相对暗淡偏黑。图3b中样品焊缝熔深比图2b中焊缝熔深更浅。由于两种样品的盖板与壳体机加工表面粗糙度和激光封焊工艺参数均相同,故导致上述差异的原因是两种镀覆工艺造成的材料表面状态不同使得其对激光吸收率不同。
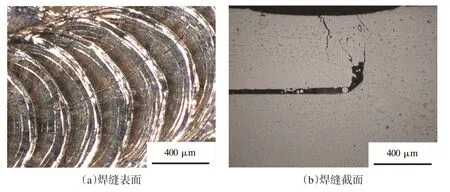
图2 化学镀Ni/电镀Au可伐合金焊缝表面及截面Fig.2 Welding surface and cross-sectional image of Kovar alloy with electroless plating Ni/electroplatingAu finishes
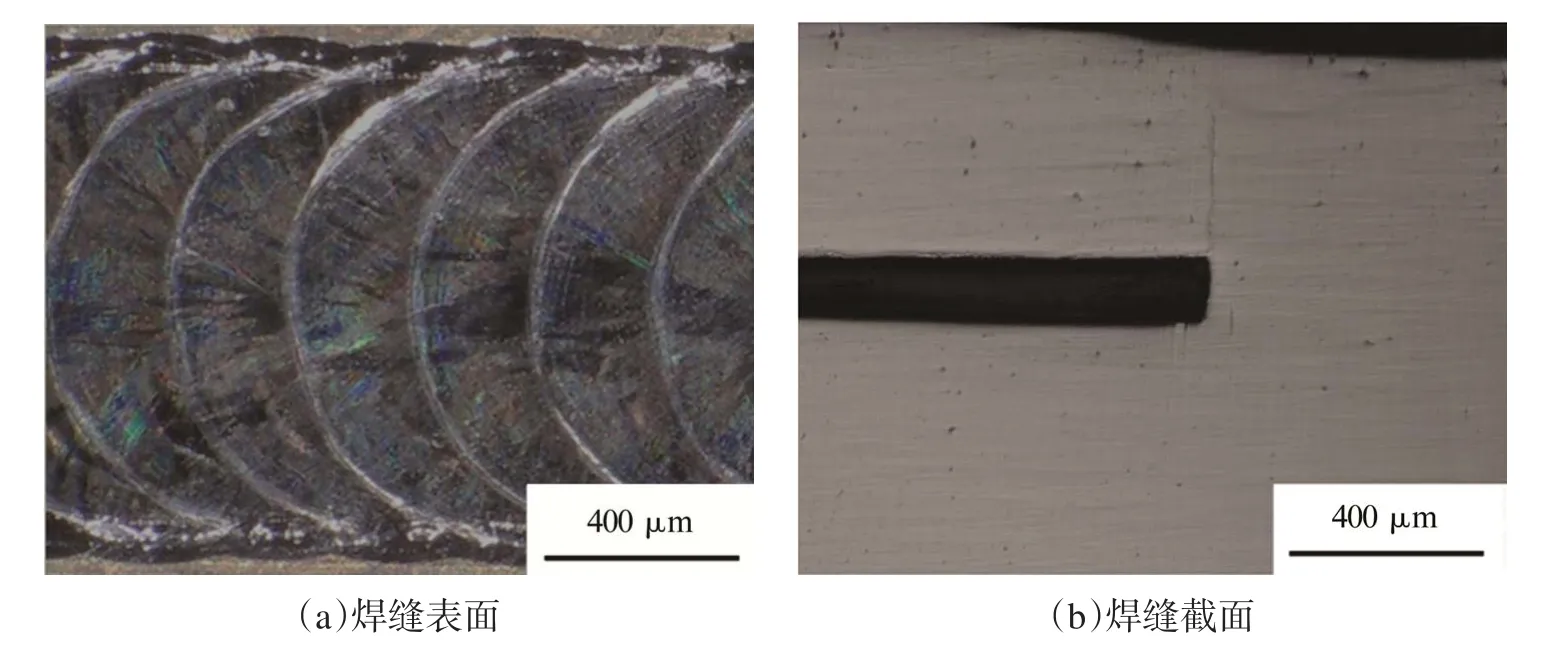
图3 电镀Ni/电镀Au可伐合金焊缝表面及截面Fig.3 Welding surface and cross-sectional image of Kovar alloy with electroplating Ni/electroplatingAu finishes
观察分析发现,两种镀覆工艺的差异对焊接裂纹的产生有显著影响。由于壳体与盖板镀覆工艺相同,所以仅对盖板镀层的截面成分进行分析。图4a为化学镀Ni/电镀Au可伐合金扫描截面,图4b为电镀Ni/电镀Au可伐合金扫描截面。两者均为三层结构,上层为镀Au层(起防氧化作用),中间为镀Ni层(起阻挡保护作用和打底作用),下层为基体层。通过电子探针EPMA进行面扫描分析样品镀层截面各层元素分布,结果如图5所示。可以看出,两种镀覆工艺的镀Au层化学成分一致,没有其他元素的存在,仅镀Au层的厚度有少许差异;镀Ni层化学成分则有明显差异,化学镀Ni层除有大量Ni元素外还有P元素存在,且P元素质量分数达到5.96%,电镀Ni层中除Ni元素外未出现其他元素。由于化学镀Ni过程中使用磷酸盐和次磷酸盐作为还原剂引入了P元素,P是强偏析元素,焊接时可伐合金表面镀层中的P元素会熔合到焊缝中,与Fe、Co、Ni形成多种低熔点的化合物,如NiP3、Fe3P等(见图6)。这些低熔点化合物不断向液固两相的分界处转移扩散,并在结晶后期呈液膜状态散布在晶粒表面,割断部分晶粒之间的联系,在冷却收缩拉应力作用下在晶粒边界分离形成结晶裂纹。这是表面化学镀Ni/电镀Au可伐合金激光焊接产生裂纹的主要原因。
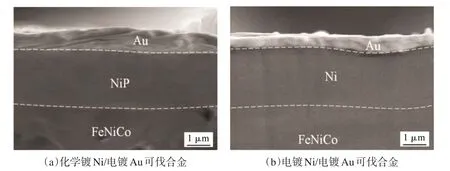
图4 可伐合金镀层扫面截面Fig.4 SEM cross-sectional image of Kovar alloy with plating finish
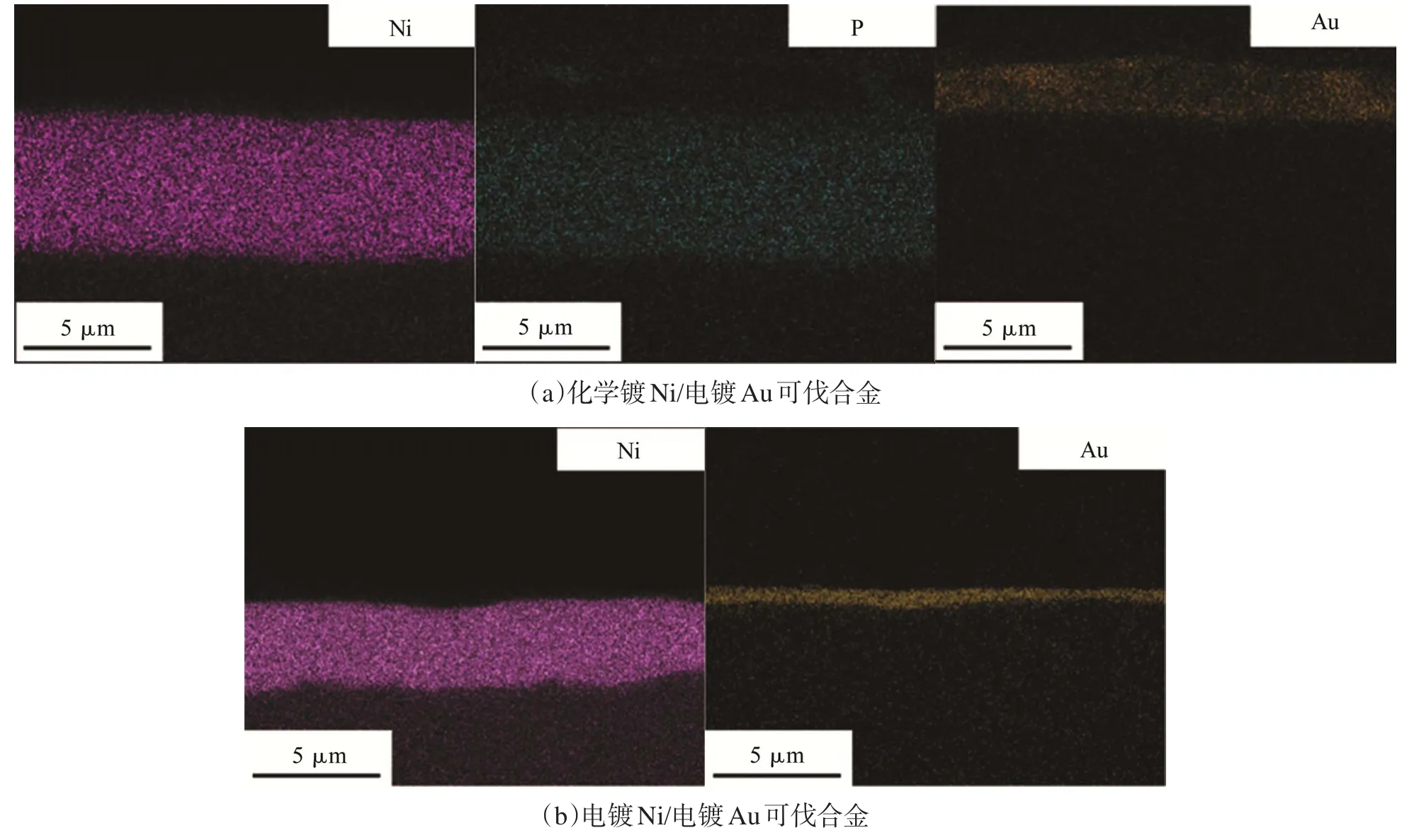
图5 可伐合金镀层EPMA图Fig.5 EPMAimage of Kovar alloy with plating finish

图6 二元合金相图Fig.6 Binary alloy phase diagram
2.2 镀层厚度对焊接裂纹的影响
微波组件外壳的镀层厚度影响封装过程中共晶钎焊、键合等工序的可靠性以及外表面的防腐蚀性能。不同的封装工序对镀层厚度要求不同。激光焊接作为封装的最后工序,研究前道工序所需的不同镀层厚度对激光焊接的影响具有重要意义。试验中的样品均采用相同的电镀工艺,镀层厚度的不同仅与电镀时间的长短和电流密度有关,其化学成分没有任何差异。
电镀Ni层厚度3~5 μm时,不同电镀Au厚度的4J29可伐合金焊缝表面形貌如图7所示。可以看出,随着镀Au层厚度的增加,接头出现明显的裂纹。镀Au层厚度为0.1~0.3 μm和0.6~0.8 μm时,焊缝表面未出现裂纹(见图7a、7b);镀Au层厚度为1.1~1.3 μm时,焊缝表面出现少量不连续的轻微裂纹(见图7c);镀Au层厚度为1.8~2.1 μm时,4J29焊缝表面出现明显的锯齿状连续长纵向裂纹(见图7d)。分析原因是:Au的熔点(1 063℃)低于4J29的熔点(1 460℃),焊缝结晶时Au被不断排斥到焊缝中心处,并与4J29中的Fe、Co元素形成低熔点共晶(见图6),易产生结晶裂纹。当Au层厚度较薄时,Au的质量分数小,引入焊缝中的Au较少;随着Au层厚度的增加,Au的质量分数增加,大量的Au逐步引入到焊缝中,裂纹倾向逐渐增高,裂纹增大。且Au的热膨胀系数相对可伐合金较大,冷却结晶收缩时,由于热膨胀系数差异较大导致收缩率不同而易产生裂纹。
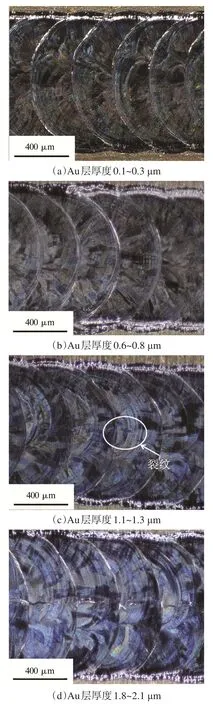
图7 不同电镀Au厚度的可伐合金焊缝表面Fig.7 Weld surface image of Kovar alloy with different electroplating Au finish thickness
电镀Au层厚度为0.1~0.3 μm时,电镀不同Ni层厚度的4J29可伐合金焊缝表面形貌如图8所示。由图8可知,随着Ni层厚度的增加,4J29激光封焊表面焊缝美观,均未出现裂纹。这是因为Ni的熔点(1 453℃)与4J29的熔点(1 460℃)接近,在高温下两者均具有较好的浸润性,在结晶时没有其他含量较高的杂质与其形成低熔点共晶,因此结晶时未出现裂纹。
3 结论
(1)化学镀Ni中的P元素是导致焊接裂纹产生的主要因素,P元素偏析系数较大,极易与Fe、Ni形成低熔点共晶,产生结晶裂纹。而电镀Ni中无P元素,未产生焊接裂纹。
(2)电镀Au层的厚度对焊接裂纹的影响较大。Au的熔点较低,与4J29可伐合金中的Fe、Co元素可形成低熔点共晶。随着Au层厚度的增加,焊缝中融入的Au增多,焊接接头裂纹越明显;Au层厚度小于0.8 μm时未产生裂纹。电镀Ni层厚度的增加未产生焊接裂纹。
(3)电镀Ni层厚度8~11 μm,电镀Au层厚度0.1~0.3 μm时,可伐合金的微波组件外壳焊接接头质量较好,同时可满足前道封装工序的钎焊及外壳防护要求。
猜你喜欢
农业灾害研究(2022年2期)2022-05-31
电子乐园·下旬刊(2022年5期)2022-05-13
建材发展导向(2022年1期)2022-03-08
交通科技与管理(2021年13期)2021-09-10
证券市场红周刊(2021年21期)2021-05-31
中国化工贸易·下旬刊(2019年9期)2019-10-21
科技视界(2017年22期)2017-11-21
科技创新与品牌(2017年3期)2017-04-27
山东工业技术(2016年23期)2016-12-23
科技资讯(2016年8期)2016-05-14