药芯钎料研究进展与绿色钎焊应用
2022-10-09 05:23龙伟民钟素娟
电焊机 2022年9期
杨 骄,龙伟民,2,秦 建,司 浩,钟素娟
1.郑州机械研究所有限公司 新型钎焊材料与技术国家重点实验室,河南 郑州 450001
2.中机智能装备创新研究院(宁波)有限公司,浙江 宁波 315700
0 前言
焊接技术是一种用于金属热连接的主要工艺。早在19世纪以前,焊接工艺就已经被人类大量应用于生产实际中。随着社会进步,传统的焊接工艺如锻焊、弧焊因为污染大、焊接性能较差,无法适应现代工业的高速发展,寻找新的连接方法成为当务之急。在现代社会,焊接技术的工艺类别多种多样,钎焊、熔焊、压焊共同构成了现代焊接技术的三大组成部分。钎焊[1]是一种利用熔化的液态钎料填充未熔化母材的缝隙,使金属得以连接的焊接方法。较之熔焊,钎焊时仅钎料熔化,母材不熔化;较之压焊,钎焊时并不对焊件施加压力。随着新技术的出现和发展,钎焊在异种材料连接和复杂、薄壁、精密构件制造中有着显著的技术优势,在机械、电子、电器、化工、航空航天以及制造业领域应用广泛。
钎焊通常采用钎料和钎剂分离的方法,钎料在熔炼浇筑过程中会产生粉尘、重金属蒸汽、有毒气体等,而在焊接过程中又会产生弧光、烟尘、烟气等,存在着生产污染、使用污染、处理污染、危害人体健康等重大问题。此外,每年钎焊过程中会生产出数以百万吨计的废弃焊接结构,由于钎料和母材的异质性,钎焊构件回收难度更大,毒害元素更易进入环境,对生态环境造成了极大的破坏。因此寻求绿色化钎焊成为了钎焊领域的研究重点。
国务院发布的“十四五”规划在“十三五”规划的基础上再次强调绿色发展,加快发展方式推进绿色转型,践行绿色发展理念,全面推行绿色制造。钎焊作为制造业的重要组成部分,实现绿色钎焊日益迫切,因此寻求钎料无害化和高效低碳的钎焊工艺成为钎焊乃至整个焊接领域研究的重点与难点[2]。
本文基于现有的药芯钎料研究文献,介绍了两种药芯钎料的开发进展,梳理了目前药芯钎料的研究内容,讨论钎焊工艺对接头组织和性能的影响,并针对当下存在的问题与未来的研究方向进行探讨。
1 药芯钎料发展现状
传统钎焊材料中钎料和钎剂分离,在施焊时将钎剂蘸取并涂抹于钎料上,用于去除母材和钎料的氧化膜,抑制母材及钎料的氧化,起到界面活性作用,从而提高钎料的润湿性。钎剂通常为粉状或糊状,因此多采用蘸取钎剂法进行施焊,钎剂存在过量现象,大量的钎剂易挥发,会污染空气,而且焊后残留的钎剂具有较强的腐蚀性,容易造成二次污染;此外,焊前添加钎剂的工序导致制冷、工具等行业难以完全实现自动化柔性生产[3-4]。因此,药芯钎料应运而生,它将钎剂置于焊丝内部,钎料和钎剂协同使用,免除了蘸取工序,减少了钎剂挥发,有效保护了环境,实现绿色化发展。
药芯钎料是钎料外皮包裹着芯部钎剂的复合材料,起源于钢药芯焊丝。目前比较常见的有药芯银钎料、药芯铝钎料、带芯锡铅钎料、药芯铜钎料、不锈钢药芯钎料[4]等。市面上的药芯钎料按结构可以分为无缝药芯钎料和有缝药芯钎料[3]。目前国内无缝药芯银钎料主要通过管状焊条法和铸锭挤压法生产;有缝药芯银钎料通过带材轧制或卷制法制备,制造工艺相对容易,工序简单,所以有缝药芯银钎料在药芯银钎料的市场上占主导地位[5],但容易出现漏粉、吸潮等问题。按形态可分为药芯焊条、药芯焊环(单圈)、药芯焊环(多圈),应用于不同场合(见图1)。现有的药芯焊丝直径已经做到0.4 mm。本文着重介绍目前应用较多、市场较广的药芯锌铝钎料和药芯银钎料。
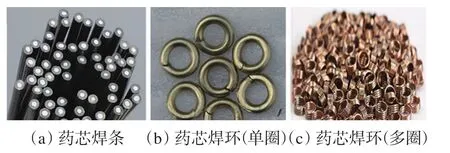
图1 药芯钎料Fig.1 Flux-cored brazing filler metal
2 药芯锌铝钎料
锌铝钎料[6]最常用于钎焊铝/铝或铜/铝异种金属,具有熔点适中、连接强度高、接头耐腐蚀性能好等优点,但钎剂与钎料分离需要频繁添加过量的钎剂[7],导致焊后需要清理残余钎剂,造成环境污染。为了贯彻绿色发展理念,研发生产出了药芯锌铝钎料,芯部添加钎剂,极大提高了工作效率,简化了生产工序,得到了广泛应用。药芯锌铝钎料由外部包覆金属Zn-Al合金和芯部氟化物钎剂组成[8],主要使用熔点相对较低(440~480℃)、无腐蚀且去膜能力强的CsF-AlF3钎剂。它的制造工艺除常用的带材轧制、带材卷制外还有铸锭挤压、粉末合成等[8-10]。然而,大量应用时,Zn-Al钎料在存储及运输过程中存在的问题凸显了出来。存放时,随着时间的延长,钎料出现“脆断”现象,即塑性降低,硬度升高,极易断裂。赵丹[11]通过研究在自然环境、高温和高湿三种环境下放置钎料的组织与性能的变化,解释了“脆断”现象的产生。张靓颖[12]在此基础上更细致地划分了不同的存储环境(水蒸气、干燥、低温湿润和盐雾),研究水汽、温度等对ZnAl2和ZnAl15药芯钎料的组织和力学性能的影响,找到了“脆断”的来源是由于水汽引起晶间腐蚀和相变,造成宏观性能的脆化。温度和盐雾也会加剧晶间腐蚀和相变的程度,致使接头焊缝处强度极低,难以应用。因此,为了抑制钎料脆化,通过向药芯锌铝钎料[13]里添加一些金属元素,如Cu、Ag、Al、Si、Mg、稀土等元素,使钎料性能得以提升,抗晶间腐蚀能力增强。
2.1 合金元素的影响
2.1.1 Cu元素的影响
纯铜又称紫铜,熔点为1 083℃,具有良好的导热性、耐蚀性、延展性和一定的强度。在Zn-Al钎料中加入铜在理论上可以提高固相线温度,减少熔化区间。孔聪等[14]发现在85Zn15Al钎料中添加Cu元素对组织有较好的弥散强化作用,使熔化温度略有下降,在铝板上的铺展性能明显改善,钎焊接头强度得到提高。Zn-Al钎焊合金铸态显微组织如图2所示,随着Cu含量增加,铸态钎料初生相逐渐变大、枝晶增多,并伴随有鱼骨状的白亮色新相析出,从而提高钎料的力学性能。Gancarz T等[15]研究了在Zn-12Al合金中添加Cu对Cu/Al基片热性能和润湿性的影响,发现添加Cu会在钎焊接头界面处有Cu-Zn金属间化合物(IMC)相存在,且随着温度升高,IMC层增加,润湿性能显著提高。Kolehák R等[16]使用近共晶型Zn-Al-Cu钎料,采用无助焊剂超声焊接铝合金Al7075与铜基板,结果表明:焊料微观结构主要由Al-Zn固溶体组成的基体和析出的CuZn4和CuAl2金属间化合物组成。Cu的增加使Zn5Al的剪切强度从136 MPa升高到167~187 MPa(见图3)。LI[17]在Zn-Al钎料中加入Cu的基础上添加了微量的In元素,发现添加3%In使得焊料具有最高的腐蚀电位和最慢的腐蚀速率,主要原因是焊料中分散分布着较多抗腐蚀性强的γ(CuZn4)相。
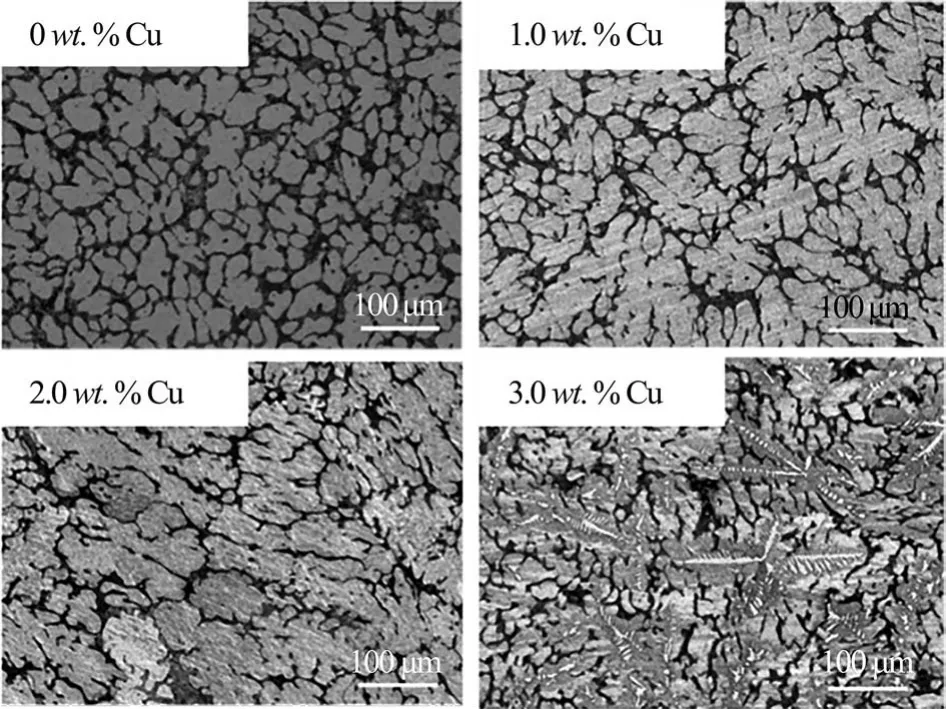
图2 Zn-Al钎焊合金铸态显微组织[14]Fig.2 As-cast microstructure of Zn-Al brazing alloy[14]
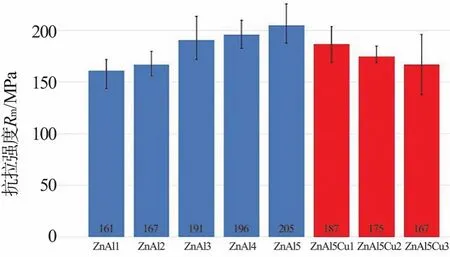
图3 Zn5Al3Cu焊料制造的焊接接头强度[16]Fig.3 Strength of soldered joints fabricated with Zn5Al3Cu solder[16]
2.1.2 Ag元素的影响
Ag的熔点是961℃,根据Zn-Ag二元相图和Al-Ag二元相图可知,Ag的加入会生成Ag-Al、Ag-Zn化合物,对合金钎料的固液相线温度影响不大。孔聪[18]研究了Ag、Cu对锌铝钎料性能的影响。由图4可知,随着Ag含量的增加,初生相由较小的等轴树枝晶逐渐粗化,Ag含量为1.5wt.%时,树枝晶二次枝晶明显粗化,组织均匀性变差;加入适量的Ag元素,钎料的固、液相线均呈上升趋势,提高了钎料的流动性与耐蚀性。Yu R等[19]将添加微量Ag的Zn-2wt.%Al合金制成铸态和线形。通过实验发现,加入Ag使铸态Zn-Al合金[19]中的初生η-Zn枝晶和共晶层状β-ZnAl均粗化;此外,随着Ag含量的增加,易腐蚀的富铝相减少,有利于产生阻碍腐蚀介质沿微裂纹扩散的耐腐蚀相,降低氧化增重量和腐蚀层深度。Adedayo A V[20]研究了固溶热处理对锌铝(ZA5)钎料合金拉伸性能的影响,发现经过固溶热处理后合金结构发生改变,抗拉强度提高。张满[21]通过添加Ag元素细化了Zn-Al钎料显微组织,发现添加Ag元素后,钎缝中块状CuAl2相尺寸变小,应力集中倾向降低,对应的钎焊接头强度提高。当Ag添加量为3.3wt.%时,钎焊接头强度达到最高(见图5),断口为韧窝状形貌。
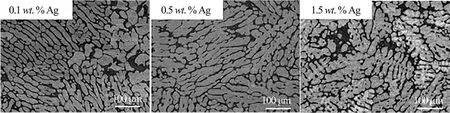
图4 Zn-Al-Ag钎焊合金的铸态显微组织[18]Fig.4 As-cast microstructure of Zn-Al-Ag brazing alloy[18]
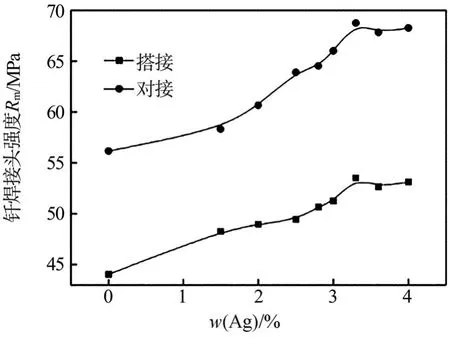
图5 钎焊接头的力学性能[21]Fig.5 Mechanical properties of brazed joints[21]
2.2 工艺参数的影响
Jin Y等[22]采用Zn-22Al药芯焊丝,利用激光焊接技术搭接连接Q235钢与AA5052铝合金,发现随着激光功率的增加,界面IMC的类型保持不变,对接头弯曲性能的影响也非常有限(见图6),但会使界面温度大幅升高,导致扩散反应加剧,最终IMC层的厚度和形态发生了显著变化。Wang L等[23]以Zn-10%Al药芯焊丝为填充材料,采用IPG-YLS-4000光纤激光器焊接T2铜板和LY16铝合金板,得到接头主要分为铜侧钎焊区、焊缝中心区和铝侧熔焊区[24],随着激光功率、焊接速度和线能量的增加,接头的抗拉强度先增大后减小,IMC层的厚度随着线能量的增加而线性增加。曾鹏等[25]以锌铝药芯钎焊丝为焊接材料,采用新型钎焊工艺(利用火焰作为热源,以TIG焊的操作手法进行焊接),该方法结合了TIG焊和钎焊的特点,操作方便。与传统炉中钎焊相比,该方法得到的接头组织致密,抗剪强度较高。周宇浩[26]同样采用激光熔钎焊方式对5052铝合金和T2紫铜进行对接试验,主要研究焊丝组分、激光功率、离焦量和焊接速度对铝/紫铜接头微观组织和力学性能的影响。不同离焦量下的铝/紫铜接头各区域显微组织如图7所示,焊缝区域由CuZn5相和Zn-Al共晶体组成,铝侧熔化焊焊缝区有明显的熔化焊特征,在铝侧界面成柱状晶区向焊缝中心生长。在一定参数范围内,随着激光功率、离焦量和焊接速度的增加,接头抗拉强度均先增大后减小。分析接头断裂行为,在铜侧钎焊区断裂时,断裂方式为解理断裂,主要受Al-Cu共晶区和硬脆的IMC层影响;在焊缝断裂时,断裂方式为介于解理断裂和韧窝断裂之间的准解理断裂。
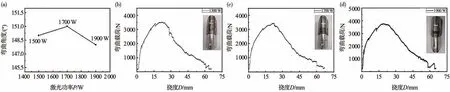
图6 激光功率对接头弯曲性能的影响[22]Fig.6 Effect of laser power on bending property of joint[22]
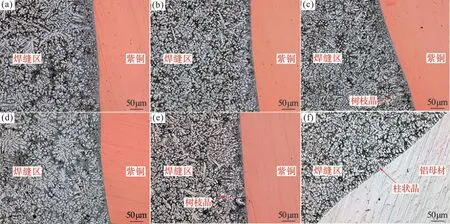
图7 不同离焦量下接头微观组织[26]Fig.7 Microstructures of the joints under different defocusing amounts[26]
随着新技术的应用,药芯锌铝钎料易老化的机理为人所知,虽然通过采用新工艺可以得到部分改善,但仍未从根本上有效解决钎料脆化、变质失效等问题,所以如何对性能优越的锌铝钎料进行新一轮的研发创新仍面临巨大的挑战。
3 药芯银钎料
近年来,为了适应钎焊向高效率、高质量、自动化和智能化方向发展的趋势,随着钢药芯焊丝的快速发展,其他新型药芯钎料也随之出现,但受到生产工艺与加工水平的影响,仍处于起步阶段。药芯银钎料是由带状银钎料包覆一定比例的粉末钎剂制成[4,6]。与实心银钎料相比,具有节省钎剂、提高生产效率、减少环境污染、便于自动化生产等优点。虽然银钎料有熔化温度适中、强度高、润湿性好、综合性能优良的优点,但成形性较差,相比于药芯锌铝钎料在制造工艺方面略显落后,应用范围较窄。
目前,国内外对药芯银钎料的关注度逐渐升温,各个科研院所与企业在该领域取得了不少研究成果。王蒙等[27]针对Sn含量高导致AgCuZnSn钎料难以加工成形的问题,设计了一种添加CuSn合金粉粉芯的复合药芯银钎料,研究了粉芯中添加不同含量CuSn合金粉对药芯银钎料的润湿性、钎焊接头组织及力学性能的影响。结果表明,随着合金粉含量的增加,复合药芯银钎料的润湿面积不断增大(见图8),钎焊接头显微硬度不断升高,抗拉强度呈现先升高后降低的趋势。浦娟等[28]研究了CeO2对Ag30CuZnSn药芯银钎料性能的影响,探索CeO2对润湿铺展性能和钎缝组织的作用机理,发现适量添加CeO2可以提高药芯银钎料的润湿铺展性能,理论认为是高价态的CeO2促进去膜反应的进行,从而提高银钎料在紫铜板表面的润湿铺展性能。于华[29]等使用Bag30T药芯钎料对Cu/Q235A异种金属进行感应钎焊试验,研究了Cu/Q235A异种金属钎焊接头的力学性能和耐腐蚀性能。龙伟民[30]等发明了一种自带增韧性合金的药芯银钎料,包括银基钎料外皮和填充在外皮内的芯粉,芯粉由钎剂、银合金、铜合金混合而成。它以中间合金的形式在钎剂中添加了Sn、Ni、Si等金属元素,当钎料外皮合金元素含量较低时,仍能保证其具有优良的加工性能,钎料具有良好的润湿性和流动性,同时提高了焊缝的强度、低温冲击韧性和抗裂性能,降低了韧脆转变温度。该钎料的出现实现了钎剂方便、高效的预加入,具有钎焊时装配方便、易实现自动化生产、成本低等优点。LUCAS-MILHAUPT公司[31]研发了一种低银、低镍药芯银钎料,具有约30%(按质量计)的Ag、约36%的Cu、约32%的Zn和约2%的Ni。按上述规定量添加Ni可提高水溶液中的界面抗腐蚀性,有助于提高合金的强度,并改善在黑色金属和有色金属基底上的润湿性。由于银钎料价格昂贵、造价高,其成形性相比铝钎料合金差,近些年国外有关药芯银钎料方面的论文较少[32],现有的国内相关研究大多围绕着添加合金元素促使钎料改性来改善药芯银钎料难以加工成形的问题。
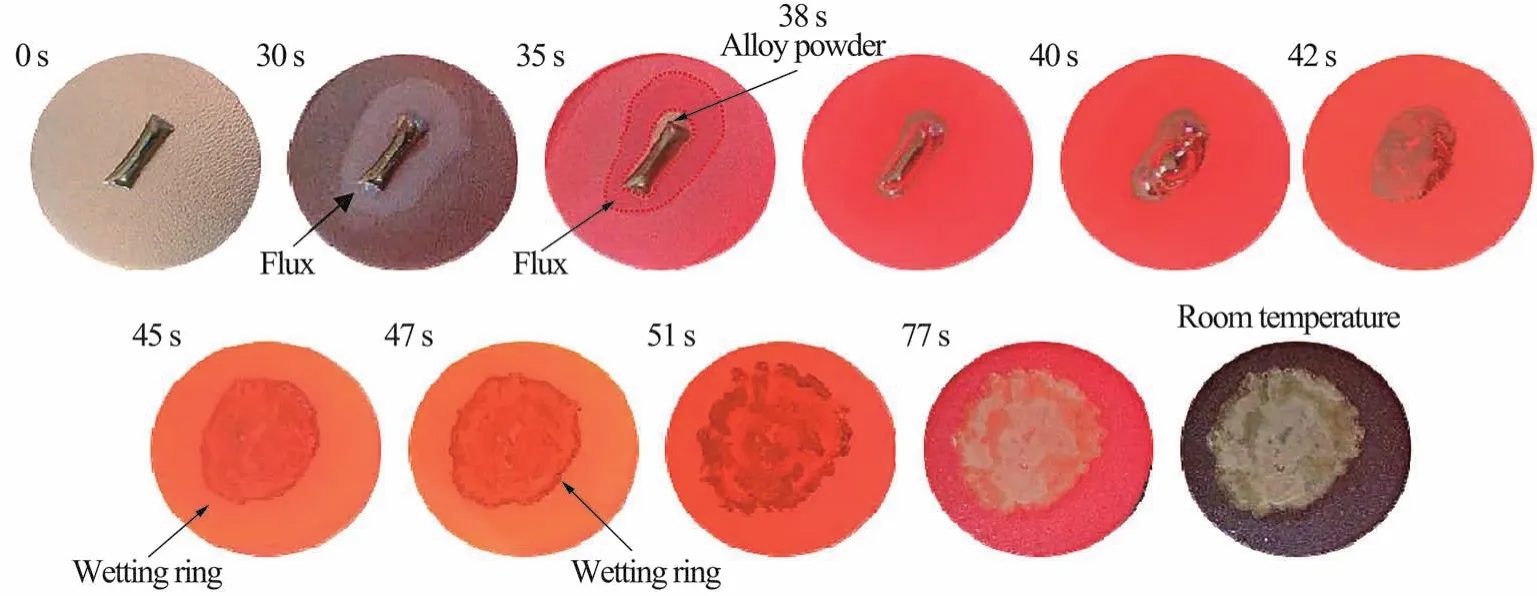
图8 30%CuSn合金粉芯药芯银钎料在铜板上的铺展润湿过程[27]Fig.8 Spreading and wetting process of 30%CuSn alloy core flux-cored silver solder on copper plate[27]
4 环境效益
合金钎料大多存在脆性大、压延加工难度大、难以加工处理等问题,针对这些难点,采用原位合成共性技术即通过外层镀覆合金钎料,以药芯钎料为载体,研发出了颗粒增强增韧型、润湿先导型、金属芯型三种不同性能的药芯钎料,实现精准控量、严格控能。河南智联寰宇知识产权运营有限公司[33]提供了一种铝芯钎焊条,包括微米颗粒增强铝钎料内芯和粘附内芯表面的铝钎剂药皮,内芯主要由金属合金相和Al2O3颗粒组成,可以改善钎焊层与铝合金基体间的抗拉强度。郑州机械研究所有限公司[34]开发出一种金属颗粒增强药芯铝焊丝,本体由Al-Si合金外皮和填压其内的药芯粉组成,是具有较薄外皮且较细的焊丝。2016年郑州机械研究所[35]公开了一种含钎剂内芯的具有润湿先导作用的药芯钎料,内芯的外表面依次包覆有锡层和基体钎料层,成形后的药芯钎料的横截面多呈圆形或多边形,具有成形美观、锡利用率高、自动、精确、定量添加钎剂的优点。使用药芯钎料,钎焊反应可以从位置、温度、时间及质量等多方面得到精准控制,实现高效使用钎剂、精准加热合金和钎剂、合金和钎剂反应及时以及在钎缝位置的精确反应,完美控制钎焊过程。此外,与传统钎料相比,药芯钎料解决了去膜活化效率低的历史难题,达到大幅减排节材的效果。药芯钎料应用在冰箱制造业领域上,平均每台冰箱可节约2.05~2.87 g钎料(5~7个焊点)。全面推广药芯钎料,冰箱制造行业每年可节约钎料100 t以上,减少钎剂用量数百吨,同时可以减少75%~90%的有害钎剂排放,每年可减少排放数百万立方的腐蚀性污水,真正达到焊接环境安全与健康的目的。
5 结论与展望
作为一种高效绿色低碳型钎焊材料,药芯钎料的发展推动着钎焊乃至整个焊接领域的创新。近几年来,药芯钎料在制造工艺和钎料改性等方面取得显著进展,但仍存在一些问题值得探索。
5.1 低成本化
目前,药芯银钎料的制造技术日趋成熟。与使用实心钎料和外加钎剂进行钎焊比,用药芯银钎料进行钎焊时,钎剂用量和钎剂残留量大大减少,如图9所示[32]。药芯银钎料中银含量较高,尤其在现在贵金属价格高涨的情况下,更不符合低成本高回收率的需求。因此,应持续推进适宜的新型药芯钎料的研发和创新,开展含不同合金元素的药芯钎料用以改善成形能力的综合性研究,以实现高效成形;且银的成本高,寻求替代药芯银钎料的其他药芯钎料,以降低钎料成本亦成为重中之重。
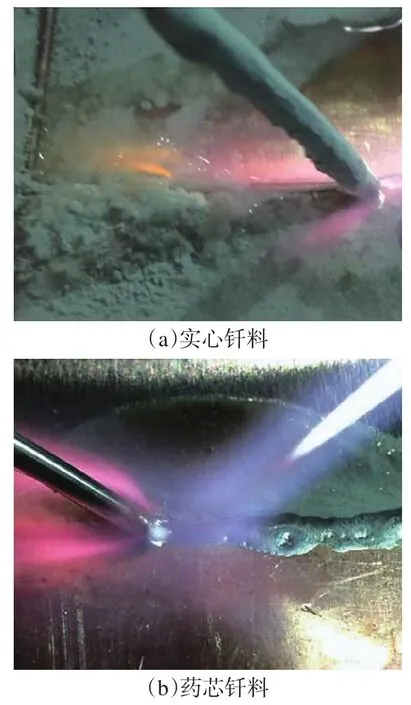
图9 药芯银钎料与实心钎料钎剂用量对比[32]Fig.9 Comparison of flux dosage between flux-cored silver solder and solid solder[32]
5.2 高性能化
药芯钎料应用较多的是有缝型,制备时大多存在填充系数(钎剂和外皮钎料的质量比)不稳定、钎剂钎料易变质等情况,例如药芯银钎料有漏粉、断粉、钎剂吸潮,药芯铝钎料存在变质失效、钎料脆化等问题。针对有关药芯钎料钎焊过程中存在的上述问题,可以借助数值模拟技术建立钎焊工艺分析模型,分析药芯钎料在成形时的金属外皮、芯部钎剂的熔化时效与流动规律,解决出现的漏粉、断粉等情况,从而确保药芯钎料钎缝的高质量和高可靠性。
5.3 无腐蚀化
药芯钎料在使用过程中节省了钎剂的使用,但仍旧会有少量的钎剂残留,给接头带来腐蚀影响,并且长期存放也会使内部钎剂对金属外皮产生腐蚀,影响钎料质量。而目前在无腐蚀性钎剂的开发方面研究较少。故加强无腐蚀性钎剂的研究,不仅要考虑其工艺性能,还要以生产无害、节省成本、优化性能为目的,在此基础上研发出适用于各类药芯钎料的配套钎剂。
5.4 高一致化
目前的制造工艺仍多以传统加工工艺如轧制、卷制为主,创新性药芯钎料加工技术多集中在实验室阶段,成本较高,未能真正用于工程实践与生产中,实现大批量制造,这在极大程度上制约了药芯钎料的应用推广。针对现有传统制备工艺工序复杂繁琐、人工成本高昂的问题,要持续创新药芯钎料加工制备工艺,开展高效、精密、优质药芯钎料成形技术研究,助推钎焊行业向绿色化、自动化、智能化发展。
猜你喜欢
建材发展导向(2022年10期)2022-07-28
焊接学报(2022年4期)2022-06-22
有色金属材料与工程(2021年5期)2021-10-25
中国科技纵横(2019年18期)2019-12-06
科技视界(2019年27期)2019-11-05
航空维修与工程(2019年3期)2019-09-10
有色金属材料与工程(2018年4期)2018-11-25
有色金属材料与工程(2018年1期)2018-11-25
科学与财富(2016年29期)2016-12-27
中学生数理化·高一版(2008年5期)2008-11-15