基于机器视觉的图像处理与尺寸检测研究
2022-10-08 01:12:38陈键
河南工程学院学报(自然科学版) 2022年3期
陈 键
(安徽电子信息职业技术学院 信息工程学院,安徽 蚌埠 233030)
生产机械零部件是制造业中最基础的一环,零件的尺寸测量是保证产品质量的重要环节[1]。近年来,工厂的自动化程度越来越高,传统的检测方式已经难以满足生产需求[2]。传统的检测方式大多是接触式测量,比如游标卡尺、三角规等,检测效率较低,难免会出现误差[3-4],而机器视觉技术很好地解决了这个问题。图像测量作为一种非接触式测量具有非常多的优点:测量效率高,能够满足高度自动化的要求;不会对零件和工人造成损伤;人工成本低,节省资源;测量范围广,能够测量各种各样的零件[5]。本研究基于机器视觉和数字图像处理技术设计了一个目标尺寸检测系统,通过采集零件图片处理得到轮廓,结合相机标定得到实际物理尺寸信息。该系统还带有可编程逻辑控制器(PLC)和传感器,符合自动化工厂的生产需求,为机器视觉图像处理技术的应用提供了理论支撑。
1 机器视觉目标尺寸检测系统概述
机器视觉目标尺寸检测系统主要由电气控制、图像处理、上位机显示3个模块组成,其工作原理是对待测工业零件进行图像处理后得到边缘轮廓信息,再结合相机标定信息得到实际尺寸信息。
1.1 检测系统总体设计
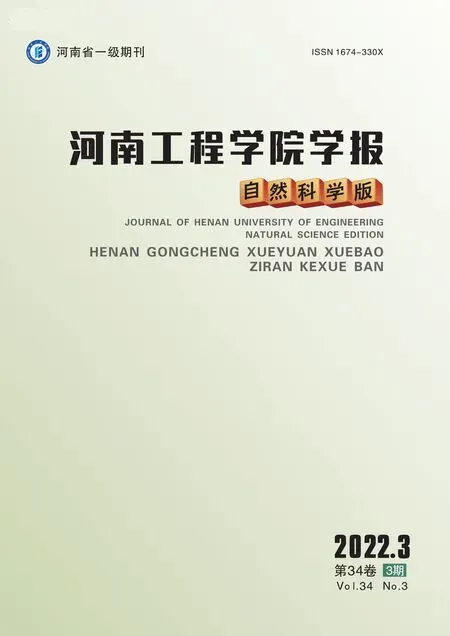
本检测系统硬件主要由PLC、CCD相机、计算机、电机、传感器、光源组成;软件主要由电气控制程序、图像处理程序、上位机通信和显示程序组成;检测过程由物体运送、采集图像、图像处理、界面显示组成。系统总体设计方案见图1。在图像处理方面,首先由PLC控制传送带,电机启动运送目标零件,然后目标零件到达光电处,光电给PLC信号,PLC给相机一个外部触发信号控制相机拍照,最后相机采集图像并将图像传输给图像采集卡,图像采集卡将图像数据传送给图像处理软件。图像处理软件先对图像进行灰度化、去噪、二值化分割等预处理,再进行边缘提取,边缘拟合得到直线和圆的图形信息,接着对相机进行标定,利用标定数据对相机进行畸变矫正,得到实际尺寸与像素尺寸的比值,最终在上位机上显示处理前后的图片及得到的尺寸信息。
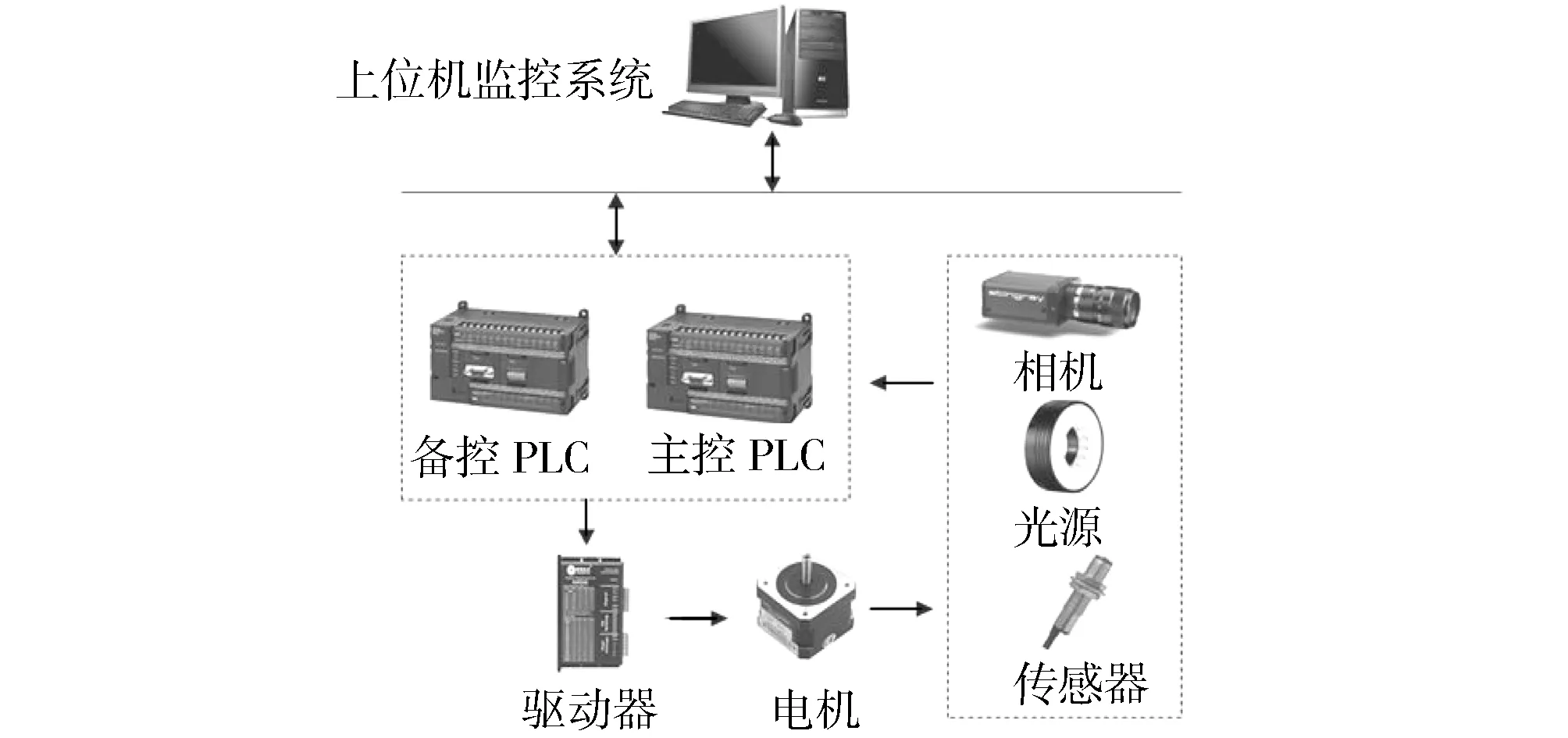
图1 检测系统总体设计方案Fig.1 Overall design scheme of detection system
1.2 系统硬件
本研究选用的PLC是Omron PLC,它采用DC电源,有18个DC输入与12个继电器输出。选用雷塞DM556型驱动器,该驱动器采用最新的32位DSP技术,具备运行平稳、噪声极小的中低速性能,能够满足大多数小型设备的应用需要。选用德国AVT stringray F125b型CCD相机,比CMOS相机有更好的成像质量,且抓拍速度快、成像质量高、体积小、质量轻、适应性强、稳定性强。由于被测量的工业零件是反光的不透明物体,故采用同轴度照明,不仅图像对比度较高,而且由于照明均匀不会产生边缘阴影,有利于后续的边缘提取等操作。
1.3 系统软件
一个系统由硬件搭建框架,由软件发出控制信号,软件起到至关重要的作用。PLC采用的是CX-Programmer软件,它可以完成用户程序的建立、编辑、调试、检查和监控。图像处理采用的是Halcon软件[6],该软件是德国MVTec公司设计的一款机器视觉软件,支持包括C、C++、C#、Visual Basic、Delphi在内的多种编程语言,并且兼容Windows、Linux、UNIX等多种操作系统。上位机编程采用的是Visual Studio软件。
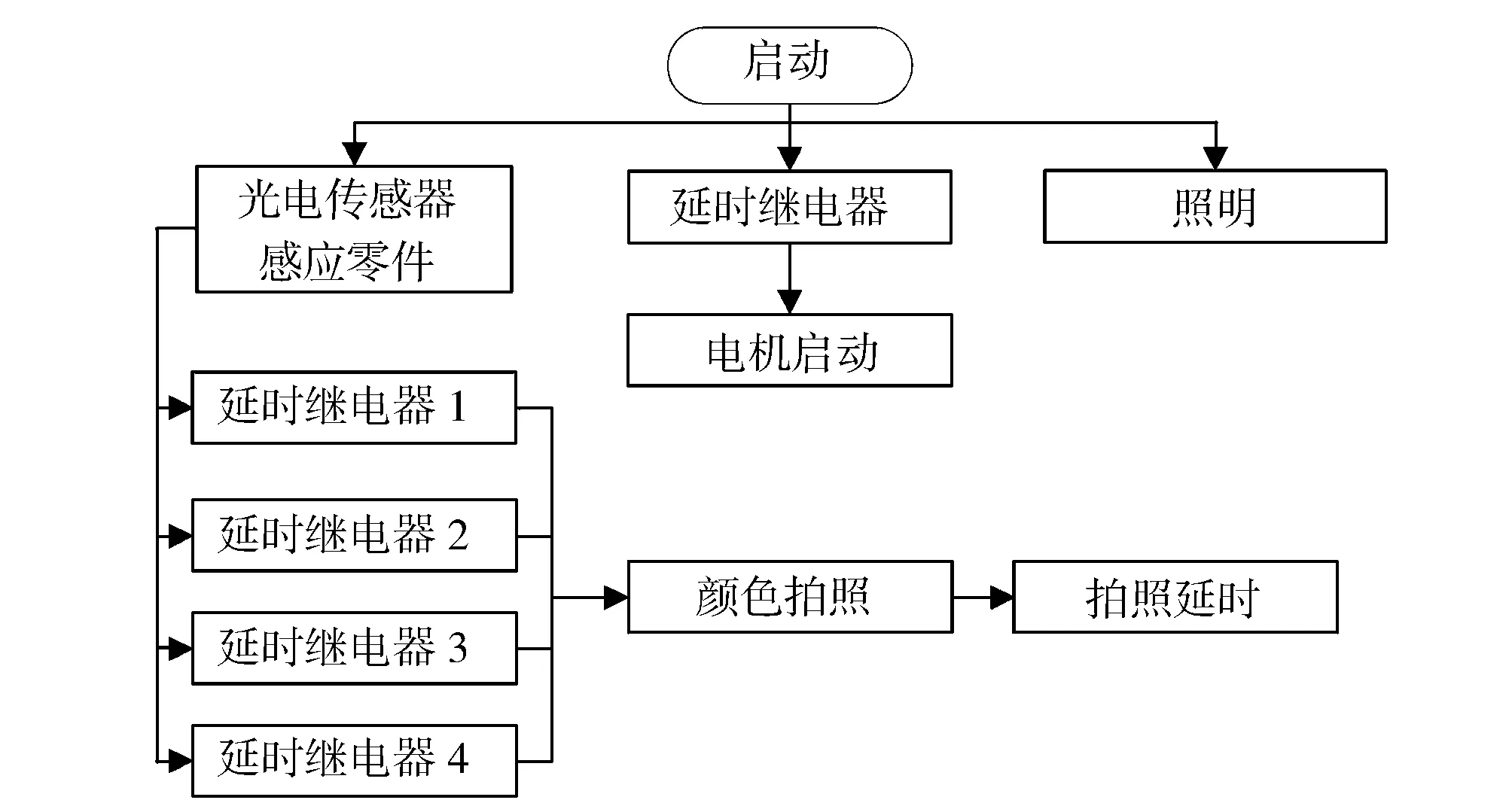
图2 PLC控制流程Fig.2 PLC control flow chart
1.3.1PLC整体流程
PLC控制流程如图2所示。首先,设计系统启动,对所有数据进行重置。然后,依次设计电机启动,设置好电机的模式、脉冲和频率;设计光电检测物体,最多一次检测4个物品,每个物品对应一个定时器;设计相机拍照,在光电传感器感应到物品时,通过物品对应的定时器时间控制拍照;设计灯光在系统启动时自动打开。最后,设计了急停按钮,按急停按钮断开程序,对电机速度置0。
1.3.2图像处理
图像边缘提取处理效果见图3。
图像灰度化:一个正常的图像对于计算机来说就是一个很大的矩阵,把图片按行列分割成一个个正方体,每一个小正方体就相当于矩阵中的一个元素。这个元素又由R、G、B这3个分量组成,也就是红、绿、蓝3种颜色分量,每个分量的数值是0~255,对这3种颜色分量进行组合可以得到任何一种颜色。本研究是要得到零件的尺寸信息,并不需要图像的彩色信息。要操作R、G、B这3个分量也相对麻烦,所以采用平均值法对图像进行灰度化处理,得到8位的灰度值图像。当R、G、B这3个分量都相等时图像就会变成黑白图像,而它们的值就是灰度值,取值也是0~255。当灰度值是0时图像为黑色,当灰度值是255时图像为白色,如图3(a)所示。
图像去噪:由于本系统采用的CCD相机成像质量良好,所以直接采用Canny算子所需要的高斯滤波器进行图像去噪。高斯滤波器是根据高斯函数的形状来选择权值的滤波器。图像处理中,采用二维零均值离散高斯函数为平滑滤波器。
图像分割:由于本系统只对零件尺寸进行测量,但相机采集到的图像含零件、传送带及很多其他多余的地方,所以需要将零件图像单独筛选出来便于后续处理。本研究采用图像分割中的阈值分割和特征直方图筛选方法,采用面积这个特征值,设置最低值和最高值就可以将零件图像筛选出来,然后将这片区域抠出来,就完成了图像分割。图3(b)中间的矩形区域就是筛选出来的待测零件图像。
边缘检测:将零件区域分割出来后,需要对图像边缘进行提取。边缘检测是基于目标图像与背景图像存在灰度值差异实现的,某段图像灰度值发生突变就被认作是边缘。本研究采用的是Sobel算子,用来运算图像亮度函数的灰度值近似值,提取效果见图3(c)。

图3 图像边缘提取处理Fig.3 Image edge extraction processing
图形拟合:提取后的图像边缘采用最小二乘法进行图形拟合,拟合效果见图4。最小二乘法在拟合直线时,先对需要拟合成直线的亚像素级轮廓进行采样,得到一系列的点,接着求取一条直线,使得这些点到这条直线距离的平方和最小,这条直线就是拟合出来的直线。最小二乘法拟合圆时,对需要拟合成圆的亚像素级轮廓进行采样,得到一系列的点,求取一个圆,用这些点到圆心距离的平方减去半径的平方得到X值。当这些X值的平方和最小时,这个圆就是拟合出来的圆。
图4 图形边缘拟合效果Fig.4 Edge fitting effect of graphs
1.3.3相机的畸变矫正
所有的光学镜头都存在畸变问题。畸变是焦平面上的不同区域对图像的放大率不同导致的画面扭曲变形现象,这种现象在图像的边缘更明显,对尺寸测量有严重的影响,所以要对相机的畸变进行矫正。本研究主要对相机的径向畸变进行矫正,数学模型表达式[7]如下:
(1)
式中:(x0,y0)是畸变点在成像仪上的原始位置;(x,y)是畸变矫正后新的位置;k1、k2、k3是非线性畸变参数。
2 系统调试结果
为了验证本系统的可靠性,对完成预处理的零件图像进行边长(L1、L2、L3、L4)与孔径(大孔径:C1、C2、C7、C8;小孔径:C3、C4、C5、C6)的测试。实验采用上位机编程软件Visual Studio,用长80.00 mm、宽50.00 mm、大圆半径2.50 mm、小圆半径2.00 mm的标准零件作为测试对象进行系统性能测试,共检测3次,测试结果见表1。
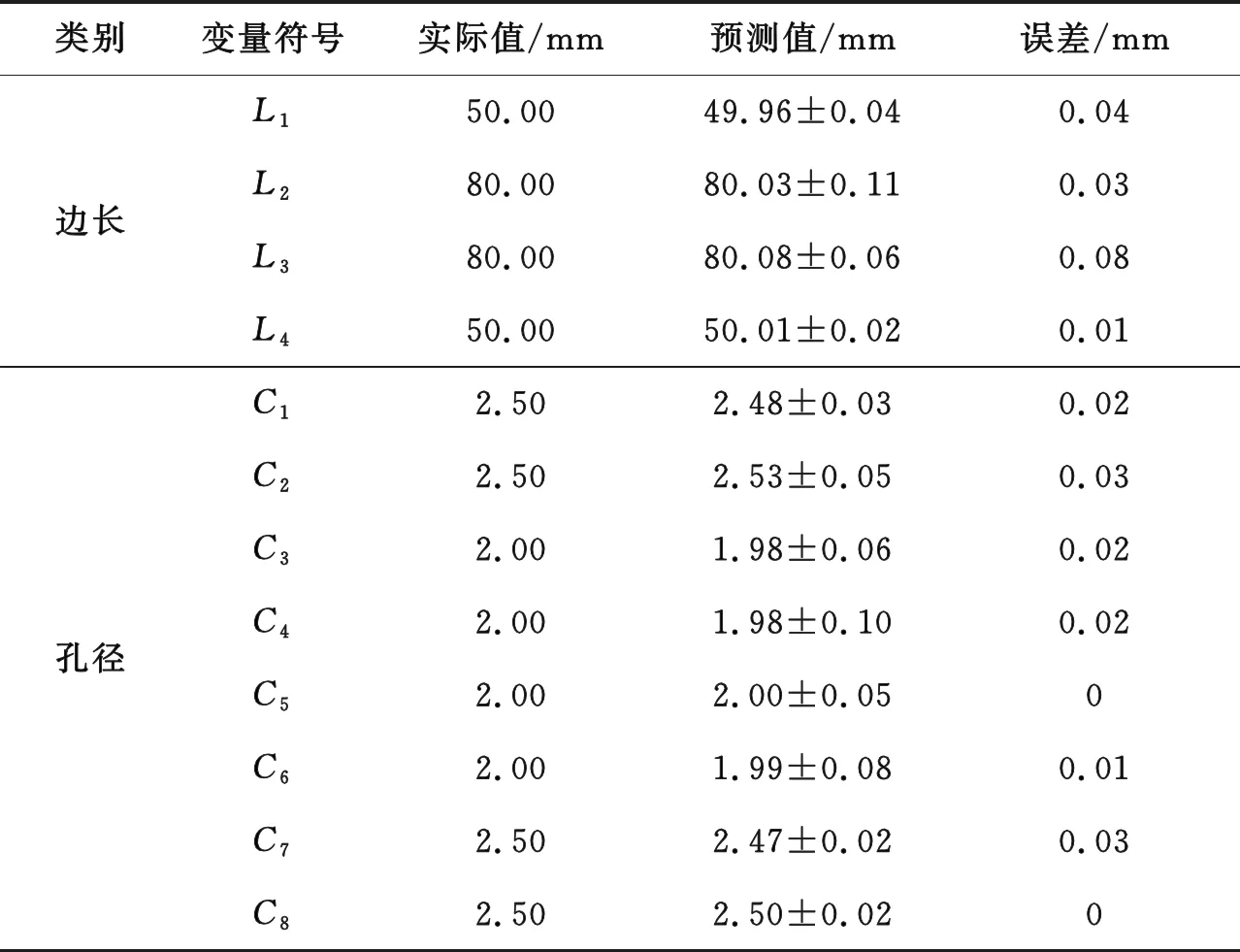
表1 边长和孔径测试结果Tab.1 Test results of side length and aperture
从表1可以看出,无论是零件的边长还是孔径,检测误差都小于0.8 mm,满足GB/T 1800.1—2020《产品几何技术规范(GPS)线性尺寸公差ISO代号体系 第1部分:公差、偏差和配合的基础》[8]的要求,可以实现零部件边长与孔径的测量。
3 结语
针对目前传统测量存在的不足,本研究制定了整体的系统方案,并且根据系统需求和实际实验条件,对PLC、相机、电机、光源等硬件进行选型,对图像进行灰度化、去噪、分割和边缘提取预处理,对相机进行标定,利用得到的内参和外参对相机进行畸变矫正。对系统进行测试,可知其性能满足实际需求。
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02 02:00:02
高技术通讯(2021年3期)2021-06-09 06:57:48
电子制作(2018年18期)2018-11-14 01:48:20
摄影之友(影像视觉)(2017年10期)2017-11-07 02:37:15
中国公共安全(2017年8期)2017-10-13 08:12:21
中国公共安全(2017年8期)2017-10-13 08:12:20
自动化学报(2017年5期)2017-05-14 06:20:56
光学精密工程(2016年1期)2016-11-07 09:01:59
癌变·畸变·突变(2014年2期)2014-03-01 04:39:41
河南科技(2014年1期)2014-02-27 14:04:06