
氨对低温甲醇洗系统运行的影响及调控措施
2022-10-06 06:48谢辉
中氮肥 2022年5期
谢 辉
(安徽晋煤中能化工股份有限公司,安徽 临泉 236400)
0 引 言
安徽晋煤中能化工股份有限公司(简称中能化工)有3套低温甲醇洗系统,均采用大连理工大学低温甲醇洗工艺,其主要任务是对变换气进行脱硫脱碳,并副产CO2用作航天炉气化装置粉煤进料载气和尿素装置的原料气。
三期低温甲醇洗系统是中能化工“600 kt/a合成氨原料路线调整节能技术改造项目”(简称三期项目) 配套的变换气脱硫脱碳系统,于2020年5月投运。三期项目主工艺系统流程为,航天炉粉煤加压气化制取的粗合成气,经可控移热变换系统将粗合成气中的CO转化为CO2,同时将变换气中的有机硫化物转化为易于吸收脱除的H2S等,变换气经热量回收和洗氨处理后进入低温甲醇洗系统进行脱硫脱碳,净化气经冷量回收后送往液氮洗系统、氨合成系统。
三期项目变换系统设置有变换气脱氨塔和变换冷凝液汽提塔。变换气脱氨塔主要用于将变换气中夹带的少量气态氨洗涤脱除,以减少变换气带入低温甲醇洗系统的氨量。变换冷凝液汽提塔主要利用蒸汽(1.3 MPa)汽提作用处理变换系统各分离器内产生的冷凝液和脱氨塔产生的洗涤液,经汽提后,液相溶解的游离氨经液面传质作用进入气相排出系统,汽提后的废液返回气化灰水系统循环利用;日常生产中会定期对变换冷凝液汽提塔处理后的废液进行pH测定和氨氮含量分析,以知晓汽提塔的汽提效果,减少气化灰水的含氨量。
三期项目低温甲醇洗系统投运以来运行稳定,净化气和CO2产品气硫含量等主要工艺参数优于设计值。但三期项目低温甲醇洗系统2021年5月出现过一次较长时间的净化气硫含量跑高事件,经多方排查和分析后,确认为低温甲醇洗系统循环甲醇氨含量偏高所致,随即据系统运行的实际情况制定了相应的调控措施,通过近2周的工艺调整,低温甲醇洗系统工况恢复正常。以下对有关情况作一介绍。
1 低温甲醇洗系统工艺流程简介
中能化工三期项目低温甲醇洗系统采用大连理工的九塔流程(如图1),包括H2S/CO2吸收塔、闪蒸塔、循环甲醇闪蒸塔、气提/CO2解吸塔、常温气提塔、热再生塔、甲醇/水分离塔、排放气洗涤塔。变换气中的H2S和CO2分别在H2S/CO2吸收塔的H2S吸收段和CO2吸收段被贫甲醇洗涤吸收,完成吸收的富硫甲醇和富碳甲醇分别进入中压闪蒸塔,闪蒸出甲醇富液中溶解的气体后进入气提/CO2解吸塔进行CO2闪蒸和惰性气气提(为降低气提/CO2解吸塔的负荷和充分回收CO2气,富碳甲醇去气提/CO2解吸塔前抽出一股经循环甲醇闪蒸塔后再去气提/CO2解吸塔);富甲醇经闪蒸和气提后去往常温气提塔,在常温气提塔内用惰性气进一步气提甲醇溶液中残留的CO2气,以降低热再生系统的负荷;经常温气提后的甲醇去往热再生塔加热再生后得到的贫甲醇循环使用;系统各点排放气送往排放气洗涤塔,排放气在排放气洗涤塔内经水洗后排入大气;甲醇/水分离塔用以处理尾气洗涤水及系统各分离器产生的含醇冷凝液等。
2 低温甲醇洗系统净化气硫含量跑高事件
2021年5月中旬,三期项目低温甲醇洗系统出现一次净化气硫含量跑高事件,分析显示净化气中硫含量达0.22×10-6(净化气硫含量指标为0.1×10-6以下),而正常生产时该指标一般仅为0.04×10-6。由于硫化物为氨合成催化剂的毒物,可造成其永久失活,为确保氨合成催化剂的使用寿命,当时系统被迫减负荷生产——净化气总量由11×104m3/h(标态,以下无特别说明处均为标态)减至9.5×104m3/h,之后再减至8.8×104m3/h维持生产,减量生产给三期项目的产量和物料消耗带来了较大的影响。起初对净化气硫含量跑高原因的分析停留在工况波动上,仅对系统吸收控制指标进行了调整,效果不明显;在减负荷维持生产期间,中能化工组织技术人员进行综合排查与分析,最终确认净化气硫含量跑高的主要原因为循环甲醇中氨含量偏高。
3 氨的形成与氨进入低温甲醇洗系统的途径
正常生产过程中,由于气化副反应、变换副反应、循环甲醇氨冷器泄漏以及各种物料带入等,不同形式的氨或铵盐会被带入低温甲醇洗系统,尤以气化副反应产生量居多。
航天炉粉煤加压气化制取粗合成气的过程中,在气化炉内高温高压的环境下,煤中含氮元素的有机物分子以及气化氛围下氮气分子结构会被破坏,在与其他物质被破坏后的化学基团结合时,会有少量的气态氨形成,这在以氮气作为粉煤输送载气时较为显著,氮气和二氧化碳分别作为粉煤输送载气时所产粗合成气(干气)组分(摩尔分数)的对比见表1。可以看出,煤气化阶段粗合成气中氨总量并不大,但以氮气为输煤载气和以二氧化碳为输煤载气相比,两者产气中氨含量相差达6倍之多,即在粉煤气化阶段氮气作为输煤载气对粗合成气中氨含量的影响更为显著,因此,条件允许时应尽量避免选择氮气作为粉煤输送载气。

表1 不同输煤载气下粗合成气(干气)组分对比 %
煤气化过程中,氨的形成可以看作氮元素(包括煤中含氮化合物和气化反应氛围中的氮气)在各种物质间的迁移和转化的过程。煤气化过程复杂而多变,其中涉及的化学反应纷繁复杂,煤气化阶段形成的氨受气化温度、气化压力、气化炉类型、粉煤输送载气及煤种性质等诸多因素的影响。
一般航天炉投煤初期和负荷提升阶段用于粉煤输送的载气多为氮气,并且气化系统使用的各种保护气和吹扫气也是氮气,气化反应氛围以氮气为主。随着气化炉内压力和炉内温度的同步提升,将有一部分氮元素向气态氨转变,且在气化炉负荷未达到向外供气时,将一直有气态氨伴随着粗合成气的生成而生成。当低温甲醇洗系统引气后,随着装置负荷的提升,低温甲醇洗系统将会有大量的二氧化碳解吸,此时将粉煤输送载气、保护气和吹扫气等切换为二氧化碳,可在很大程度上减少气化阶段气态氨的产生。
煤气化阶段形成的氨有一部分会在粗合成气激冷和洗涤过程中留存于气化灰水中,剩余未被洗涤吸收的氨将伴随粗合成气一起进入变换系统,据气化高/低压灰水循环量、气化系统水质分析以及粗合成气组分分析估算,随粗合成气进入变换系统的氨量约占气化阶段生成氨量的38%。
工艺气进入变换系统温度降低后,会有少量的氨溶于变换冷凝液并在系统进口经气液分离后被分离带出,但在变换炉内少量的含氮元素基团在适当的条件下也会转变为氨,最终大部分氨会在变换气冷凝和脱氨过程中进入变换冷凝液中,变换冷凝液经蒸汽汽提除氨后送往气化灰水系统循环利用。通过常规分析气化系统合成气洗涤塔出口气、变换系统出口气、低温甲醇洗系统H2S/CO2吸收塔进口气的氨含量(如表2)发现,经变换系统处理后,粗合成气中约17%的氨会以气态形式随变换气进入低温甲醇洗系统。
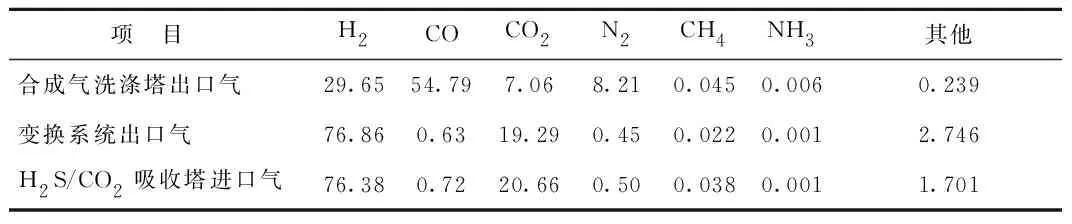
表2 几处工艺气(干气)组分(摩尔分数)的对比 %
4 氨对低温甲醇洗系统运行的影响
低温甲醇在吸收原料气中CO2和H2S等酸性气的同时,也会吸收原料气中的氨。常温下,氨在甲醇中的溶解度是H2S的10多倍、是CO2的60多倍,因此氨更容易被低温甲醇吸收,更容易在低温甲醇洗系统内累积。
有研究表明,在有机溶剂中碱性物质浓度维持在0.005~0.020 mol/L,可以起到很好的防腐蚀作用。通常认为,在弱碱性(pH=8~9)环境中,H2S、CO2等酸性气对金属设备和管道的腐蚀可以得到完全抑制或减轻到可以忽略的程度,因此正常情况下低温甲醇中允许有少量的氨存在。氨进入低温甲醇洗系统,除了可以起到一定的防腐蚀作用以外,还会对低温甲醇洗系统的正常运行产生影响,主要表现为对工艺运行和设备运行两方面的影响。
4.1 工艺运行方面
(1)氨在原料气冷却器进口被喷淋甲醇洗涤后进入甲醇/水分离塔,在甲醇/水分离塔中被加热解吸随甲醇蒸气进入热再生塔,在热再生塔中,氨会与H2S等酸性气发生化学反应转化为硫化物形式铵盐溶于贫甲醇中,贫甲醇再由贫甲醇泵加压并经过滤后进入H2S/CO2吸收塔,受工况变化的影响,硫化物形式的铵盐会在H2S/CO2吸收塔内发生分解释放出H2S,造成净化气硫含量超标。
(2)原料气经低温甲醇洗冷却分离系统后,部分未被脱除的氨进入H2S/CO2吸收塔,氨在H2S/CO2吸收塔内被低温甲醇大量吸收后与酸性介质反应生成铵盐,铵盐随富液进入热再生系统,虽然在热再生塔中部分铵盐可以分解为氨气被气提除去,但当系统中氨含量过高时,热再生塔中上升的甲醇蒸气不足以将富硫甲醇中的氨气提带出,氨会与甲醇中的H2S结合同样以生成硫化物形式的铵盐而被固定下来,并随贫甲醇去往H2S/CO2吸收塔,在H2S/CO2吸收塔和气提/CO2解吸塔中发生分解释放出H2S,造成净化气和CO2产品气硫含量超标。
4.2 设备运行方面
(1)一般认为,低温甲醇洗系统存在一定量的氨可以改善循环甲醇pH,使循环甲醇呈弱碱性,从而可缓解设备酸性腐蚀。但当氨含量过高时,氨会与热再生系统中的酸性物质形成各类铵盐,当这些铵盐不完全溶于甲醇时就会析出而附着在塔盘、换热器列管、管道甚至阀门密封面等处,影响热再生系统的正常运行。
(2)在热再生塔中,富硫甲醇中的H2S和氨同时被上升的甲醇蒸气气提带出热再生塔,在酸性气冷却器中冷却至常温,由于气体温度降低,氨与H2S溶解在甲醇冷凝液中后发生反应生成铵盐,堵塞换热器列管和酸性气管道,导致再沸器换热效率下降、酸性气不能正常外送,造成热再生系统工况异常,富硫甲醇再生不完全而影响脱硫脱碳效果。
(3)由于循环甲醇中溶解有铵盐,在甲醇温度下降或者减压节流时,铵盐会析出形成结晶悬浮于甲醇中,遇过滤器或流速降低时便附着在过滤器滤芯上以及设备、管道上而形成阻力,造成甲醇循环量降低,进而影响系统的正常运行。
5 低温甲醇洗系统内氨含量的调控措施
对于低温甲醇洗系统而言,控制系统内氨含量主要从减少各种途径氨带入量和增大系统氨排出量两方面着手,具体调控措施如下。
5.1 气化系统调控措施
(1)气化炉开车升压过程中控制炉压稳定。严格按照气化炉氧负荷与炉压对应关系、升压速率进行升压操作,避免炉压大幅波动造成保护氮和吹扫氮不稳定而致大量氮气进入气化炉,继而因气化反应氛围中氮分压过高而使副反应向着有利于氨生成的方向进行。
(2)气化炉投煤后控制好升温升压速率,做好气化大系统内部公用工程匹配。在工艺、设备条件满足要求的前提下,加快升温升压速率,缩短低温低压区运行时间,促使粗合成气温度、压力尽早达标,及时向后工序供气——运行经验表明,气化系统合成气洗涤塔出口气温度高于变换系统进口阀前温度约30 ℃时即可向变换系统供气,通过变换系统前放空对变换进口管线进行暖管操作。
(3)气化炉投煤后合理控制各用气点的用气量。气化炉环腔保护气、烧嘴吹扫气、粉煤输送氮气,这些用气点的用气量越小,向气化炉内输送的氮气量越小,氮分压越小,越不利于副反应向氨生成方向进行。据生产经验,气化炉投煤后负荷提升阶段,控制环腔保护气800~1 000 m3/h、烧嘴吹扫气约1 200 m3/h、粉煤输送氮气约220 m3/h(单条煤线)较为适宜。
(4)最大限度利用气化反应热提高低压灰水和合成气洗涤塔出口粗合成气温度。适当提高高压闪蒸系统压力,以提升高压闪蒸气的温度———对于φ3 800 mm航天炉而言,升压期间控制高压闪蒸系统压力不低于0.5 MPa,确保高闪蒸气温度不低于120 ℃,以提高低压灰水温度;同时,据气化系统水平衡情况,维持适宜的灰水循环量——对于φ3 800 mm航天炉而言,控制灰水循环量不高于420 m3/h,即通过减少外排水的方法减少热量损失,在工况允许的条件下尽可能提高合成气洗涤塔出口粗合成气温度。
5.2 变换系统调控措施
(1)减少变换副反应(氨合成反应)的发生。在中温变换过程中,常伴有氨的合成反应,为减少变换副反应、抑制氨合成放热反应的发生,可采用提高变换炉操作温度的方式,即将变换催化剂床层温度控制至正常操作指标上限、控制催化剂床层热点温度为操作温度上限±5 ℃,并控制变换炉温度稳定。
(2)加强变换气冷却器的运行管理。在循环水系统允许的情况下,控制变换气水冷器出口气相温度不高于设计运行温度40 ℃,如此不仅可使变换气中的氨溶于冷凝液后得到充分分离,而且水气有效分离后可以降低低温甲醇洗系统预分离单元的负荷。
(3)做好变换气脱氨塔的运行管理。变换气脱氨塔尽可能使用温度较低的脱盐水(一般脱盐水温度不高于35 ℃),避免直接使用高温蒸汽冷凝液等,同时调整洗涤水pH呈弱酸性——运行经验表明,洗涤水pH控制在6.2~7.2时,洗涤水对变换气中的氨吸收效果较好,变换气中的氨含量可降至10 mg/m3以下。
(4)加强变换冷凝液汽提塔的运行管理。确保变换冷凝液的汽提效率,减少向气化灰水系统的返氨量;合理控制变换冷凝液汽提塔的蒸汽加入量,在保证汽提效果的前提下,尽可能减少蒸汽加入量,如此不仅可降低变换冷凝液汽提塔的能耗,而且可避免过多的蒸汽形成冷凝液而造成汽提废液量大,以免增加气化外排水量、加重污水处理系统负荷。运行经验表明,变换冷凝液汽提塔底部温度控制在约138 ℃时,汽提塔底部废水中的氨氮可降至20 mg/L以下。
5.3 低温甲醇洗系统调控措施
(1)提高溶液温度。在酸性气压力允许的情况下,提高酸性气氨冷器出口温度至-24 ℃(设计温度为-33 ℃),即通过提高溶液温度的方法降低氨在酸性气凝液中的溶解度,使之随酸性气带出系统。
(2)减少去气提/CO2解吸塔浓缩段的H2S量。酸性气浓度满足硫回收系统生产条件时,减少去气提/CO2解吸塔浓缩段的H2S气量,避免氨在热再生系统和H2S浓缩系统中循环累积。运行经验表明,当酸性气中H2S浓度超过14%,硫回收系统H2S焚烧炉在不加入或者少量加入燃料气的情况下可以达到自热平衡,此时可关闭酸性气浓缩管线,减少氨在酸性气分离系统和酸性气浓缩系统间循环,以免形成氨累积。
(3)定期对酸性气分离器液相氨含量进行分析。酸性气分离器液相氨含量控制在50 mg/L为宜,如果酸性气分离器液相氨含量过高,可排放部分甲醇至回收槽,以减少返回H2S浓缩系统的含氨甲醇量。
(4)确保贫甲醇过滤器的过滤效果。据贫甲醇过滤器的压差变化及时安排清理滤芯——当贫甲醇过滤器压差偏大时可采用蒸汽热洗或化学清洗的方法使滤芯得到再生,确保过滤器能够有效过滤贫甲醇夹带的铵盐和其他杂质。另外,运行观察表明,贫甲醇过滤器过滤孔径选择10 μm的效果较好,此规格的滤芯既能有效过滤粒度相当的铵盐,又不会在极短的时间内因过滤器阻力过大而影响贫甲醇的流量。
(5)定期对贫甲醇氨含量进行分析。运行经验表明,控制贫甲醇中氨含量不大于20 mg/L,可有效避免H2S在H2S/CO2吸收塔和气提/CO2解吸塔析出而影响净化气和CO2产品气的质量。
6 结束语
低温甲醇洗是目前煤化工装置广泛采用的脱硫脱碳工艺,虽然使用的具体工艺不尽相同,但其理论依据和操作控制要领基本一致。低温甲醇洗系统内存在氨是普遍现象,中能化工经历了2021年5月这次因低温甲醇洗系统内氨含量偏高导致的净化气硫含量跑高事件后,认识到合理控制氨含量是确保低温甲醇洗系统长周期稳定运行的关键,日常生产中低温甲醇洗系统运行管理需注重以下要点:循环甲醇中氨含量监控是工艺管理的重要环节,应结合系统的运行特点,定期对甲醇循环中关键部位氨含量进行分析和对比,发现异常及时采取措施,以免系统工况持续恶化;结合低温甲醇洗系统的运行环境做好上下游的统筹协调;严格控制系统工艺指标,据相关分析数据和工况变化及时进行必要的工艺调整,以便为低温甲醇洗系统的运行创造良好的条件。
猜你喜欢
云南化工(2022年8期)2022-12-06
氮肥与合成气(2022年2期)2022-11-27
分子催化(2022年1期)2022-11-02
煤化工(2022年3期)2022-07-08
中国药学药品知识仓库(2022年10期)2022-05-29
能源工程(2022年2期)2022-05-23
油气田地面工程(2022年2期)2022-03-01
山西教育·招考(2020年3期)2020-05-14
山东工业技术(2018年10期)2018-06-26
发明与创新·中学生(2015年3期)2015-03-16
