谷壳用量对多粮浓香型白酒机械化酿造过程的影响研究
2022-10-04 05:03:58杨明永范宏筠税梁扬袁思棋张峰华王浩杰张太坤薛江林张世强张煜亮
酿酒科技 2022年9期
周 帅,杨明永,范宏筠,,税梁扬,袁思棋,张峰华,王浩杰,梁 泺,张太坤,王 程,薛江林,,王 燕,张世强,张煜亮
(1.泸州国之荣耀酒业有限公司,四川泸州 646000;2.四川轻化工大学生物工程学院,四川宜宾 644000;3.泸州泸南酒业有限公司,四川泸州 646000;4.泸州老窖集团有限责任公司,四川泸州 646000)
中国白酒生产历史悠久、技艺独特,是中华民族的传统产业,据史料记载,我国生产白酒的历史从汉代开始,到元末明初已经开始规模生产白酒。我国是世界上最早利用蒸馏技术生产蒸馏酒的国家,也是利用微生物制曲酿酒最早的国家。我国白酒按风味特征可分为浓香、清香、酱香、米香四大基本香型,并由此衍生出兼香、凤香、特香等其余10多种香型。
浓香型大曲酒是大曲酒中的一朵奇葩,第一届评酒会把泸州老窖作为浓香型大曲酒的典型代表,因此,浓香型大曲酒又称为泸型酒。浓香型大曲酒酿造的基本特点是以高粱为制酒原料,优质小麦或大麦、小麦、豌豆混合原料培制中、高温曲,泥窖固态发酵,续糟配料,混蒸混烧,量质摘酒,原度酒贮存,精心勾兑,有别于其他诸种香型白酒的工艺特点体现在泥窖固态发酵、续糟配料、混蒸混烧三个方面。
为了适应现代化工业的发展,浓香型白酒生产必须在保持传统生产工艺特点的基础上,正确掌握和运用现代化科学手段指导手工操作向酿酒操作工艺机械化、自动化方向发展。在保持白酒酿造传统工艺的基础上,结合现代设备、技术手段,不断改进白酒酿造工艺操作,使机械化设备最大限度满足生产工艺要求、发挥更高效能。白酒机械化生产可显著减少手工劳动、改善生产环境、明显提升生产效能,保证白酒产量和品质的稳定。
浓香型白酒独特的工艺特点决定了与其他不同香型的大曲酒配料方法的不同,谷壳作为续糟配料中不可缺少的辅料,一直在浓香白酒生产中扮演着重要的角色,成为影响浓香型大曲酒产品品质和产量的主要因素之一。传统的多粮浓香型白酒的谷壳用量为25%~28%,当采用机械化生产时,因机械拌料和机械上甑的特性,谷壳用量需进行相应的调整以保障蒸馏效果和适宜的发酵条件。
本试验通过改变机械化生产配料中谷壳的使用量,跟踪发酵过程的理化参数,研究不同谷壳使用量对多粮浓香型白酒热季停产后第一排投粮糟醅发酵的影响,为多粮浓香型白酒机械化生产配料提供技术指导和理论支撑。
1 材料与方法
1.1 材料、仪器
酒糟样品:本项目以泸州国之荣耀公司热季停产后出窖母糟为研究对象,根据机械生产的需求进行糠壳用量的调整适应白酒生产发酵条件和蒸馏效果,生产出更多的高品质多粮浓香型白酒。酿酒原辅料和工艺流程全部以实际生产流程为参考。
仪器设备:DHG-9123A 电热鼓风干燥箱,上海一恒科技有限公司;BSA822-CW 感量天平,赛多利斯科学仪器(北京)有限公司;100 mL 瓷蒸发皿;DL-1 万用电炉,北京中兴伟业仪器有限公司;酸碱滴定仪器;6890N 气相色谱仪(U.S.Agileat Technologies);酿酒机械化设备一套,包括自动在线配料系统、上甑机器人、翻转甑桶、移动出糟机、自动摊晾机及自动润粮机。
1.2 实验方法
1.2.1 实验时间
多粮浓香型白酒热季停产后第一排生产时间(2021年10月)。
1.2.2 实验要点
(1)实验操作工艺严格按生产工艺执行。
(2)选用4口热季停产前正常生产的窖池。
(3)实验窖池谷壳用量分别为:34 %、32 %、30%、28%(以投粮量计)。
1.2.3 分析方法
通过对出池和入池糟醅理化指标的检测,监控和保证窖池的正常生产。糟醅水分、酸度、淀粉等采用近红外光谱分析法;还原糖采用斐林试剂法;香味物质的测定采用气相色谱法。
2 结果与分析
2.1 发酵过程温度变化
谷壳作为浓香型白酒发酵的疏松剂,主要是作为糟醅的骨架成分,也是填充物质。白酒酿造中适量的谷壳使得酒醅有适宜的缝隙,为微生物生长和繁殖提供必要的氧气;同时,微生物代谢活动使得窖内糟醅发酵并伴随能量释放,保证窖内温度处于动态变化。针对夏季高温停产后的窖池复生产工艺,本研究采用了不同谷壳用量,其对应的窖池内温度变化的结果如图1所示。

图1 不同谷壳用量对窖内温度变化的影响
在相同的入窖温度和操作工艺条件下,不同谷壳用量使得窖内温度的变化有较为明显的差异:①谷壳用量为34%的窖池,窖内升温速度快,发酵顶温较高(约35 ℃),且温度回落较快,中挺的时间不长(图1);②谷壳用量为28 %的窖池,窖内的升温速度较为缓慢,顶温不高(约31 ℃),升温幅度小;③谷壳用量为30%和32%的窖池升温趋势基本一致,即速度平缓,中挺时间较长,温度回落速度也缓慢。相较于32 %的谷壳用量,30 %的谷壳用量的窖池在前期升温缓慢且更低(同样的发酵天数其温度要低2~3 ℃);温度回落过程30%谷壳用量的窖池温度回落更加缓慢(同样发酵天数其温度要高1~2 ℃)。所以,本研究选用30%谷壳用量作为夏季高温停产后的白酒酿造复生产工艺参数优化值。谷壳用量的多少会直接影响窖内微生物的生长繁殖和代谢活动,从而影响窖内糟醅的发酵情况。
2.2 发酵过程糟醅水分含量的变化
按照传统的工艺要求,入窖糟醅的水分在53%~55%。在发酵前期,糟醅入窖发酵,窖内富含有大量的氧气,窖内微生物大量繁殖,当氧气消耗殆尽,窖内呈现厌氧或者微氧环境,微生物开始厌氧呼吸进行乙醇发酵。微生物的代谢活动产生水分,使得糟醅中水分的含量发生变化(图2)。
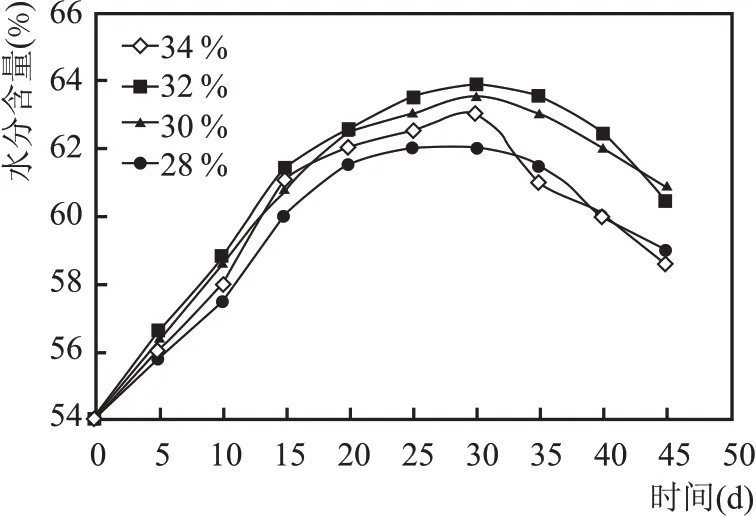
图2 不同谷壳用量对发酵过程中水分变化的影响
由图2 可知,不同谷壳用量水分的变化规律大体相同,说明发酵过程中水的生成机理是相同的。在发酵过程的前15 d,糟醅中含水量增加的速度加快,在30 d 左右,糟醅中的含水量达到最大值(图2)。34 %谷壳的糟醅含水量始终比30 %、32 %的糟醅含水量低,可能是谷壳量大使得升温幅度过大,导致糟醅的水分用于后续散热保证发酵环境温度的动态平衡,以保证窖内正常发酵。谷壳使用量为28 %的糟醅含水量不高,可能与窖内微生物的代谢活动不强有一定关系。
2.3 发酵过程糟醅酸度变化
入窖发酵糟醅具有一定的酸度,用于抑制杂菌的生长,为酵母菌的生长繁殖提供良好的生存环境,保证窖内糟醅发酵的正常进行。在日常生产工艺流程中,糟醅以相同酸度入窖,在不同谷壳用量下发酵过程中糟醅酸度变化趋势基本一致(图3)。
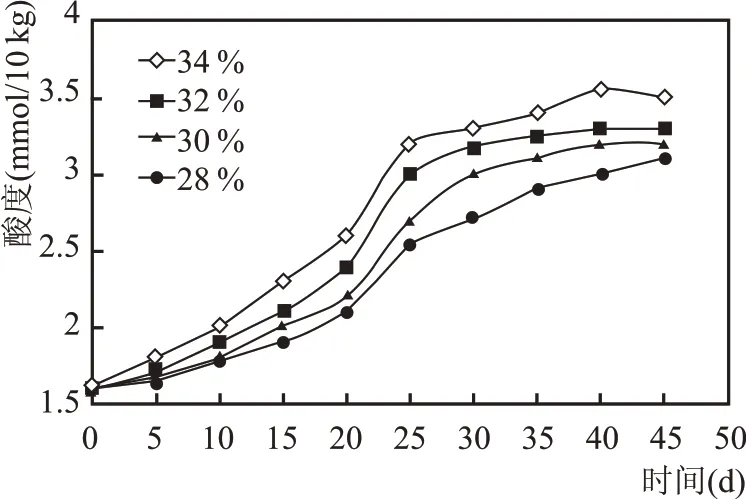
图3 不同谷壳用量对发酵过程中酸度变化的影响
由图3 可知,在发酵期的前20 d 左右,酸度的变化比较缓慢,主要原因在于这段时间属于主发酵期,微生物代谢活动的产物主要是乙醇。随着发酵的进行,主发酵期结束,随着营养物质及氧气的消耗,酵母菌逐渐衰亡,部分厌氧和兼性厌氧的细菌大量增殖产生大量有机酸,使得进入产酸期后糟醅内的丁酸、乳酸、己酸等酸类物质大量生成(酒醅酸度迅速升高),最后在酯化酶作用下生成酯类物质。发酵后期,糟醅中的酸度基本持平或有所下降。谷壳用量为34 %的糟醅中的酸度较大,并且升酸速度明显快于其他谷壳用量的发酵窖池。谷壳量的加大使得窖内氧气含量充足,各类好氧微生物快速繁殖,代谢过程使得糟醅中酸度增大,酸度过高抑制有益微生物(主要是酵母菌)的生长和代谢活动,使得发酵受阻,严重影响产量和质量。
2.4 发酵过程糟醅中淀粉含量的变化
在发酵过程中前20 d 左右,糟醅中的淀粉含量快速减少,后期发酵的淀粉含量变化不是很大(10%左右),主要是发酵的前期,以霉菌、酵母菌为主的微生物代谢旺盛,促进淀粉转化为可发酵性葡萄糖(转化速率高),使淀粉含量大幅度下降(图4)。谷壳用量为34 %的糟醅中淀粉含量下降最快,谷壳使用量越少,淀粉的消耗越缓慢。谷壳使用量大,使得糟醅空隙度变大,糟醅中的氧含量增大有利于微生物的大量繁殖,使得糟醅中的淀粉糖化速度加快,淀粉的含量快速减少,随着温度逐渐降低、酸度升高影响酵母菌、细菌等微生物,淀粉含量逐渐降低趋于平稳状态(图4)。
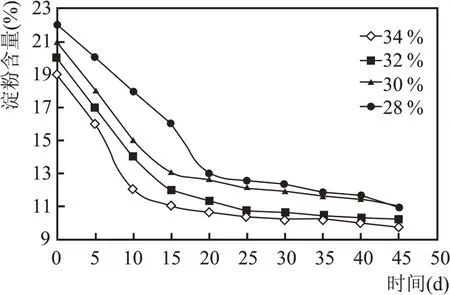
图4 不同谷壳用量对发酵过程中淀粉含量变化的影响
2.5 出窖糟醅感官评定
以公司技术中心国家评委2 名、省级评委3 名和一级品酒师2 名组成评审品鉴小组。发酵期结束后,取出发酵糟醅,对糟醅进行感官鉴定,相关评审结果如表1 所示。通过感官鉴定谷壳使用量为30%时出窖糟醅在色泽、香气、形态三个方面的质量综合比较,明显优于谷壳用量为34 %、32 %、28%的糟醅质量。

表1 出窖糟醅感官评价
2.6 原酒酒样感官评定
发酵期结束后,蒸馏取酒,取二段综合样,原酒品鉴小组对酒样进行感官鉴定(表2)。通过感官鉴定谷壳使用量为30 %的酒样较好,明显优于谷壳用量为34%、32%、28%的原酒酒体质量。

表2 原酒酒样感官评价
2.7 酒样理化指标
发酵结束后,出窖糟醅蒸馏流酒,取二段酒综合样进行色谱分析酒体中的香味成分含量(表3)。
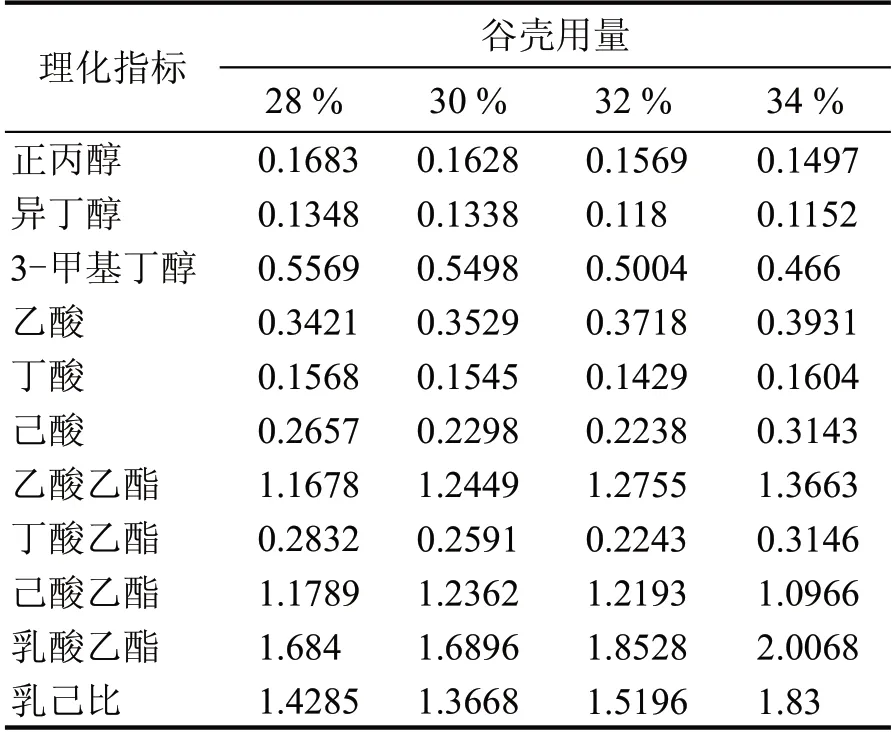
表3 原酒酒样色谱分析 (g/L)
随着谷壳用量增加,醇类等香味成分含量下降,乙酸、乙酸乙酯、乳酸乙酯含量上升,乳己比先下降后上升(表3)。根据酒样中香味成分间的相关性分析得知,乳酸乙酯与己酸乙酯含量的比值越低,酒样品质越好,在谷壳用量较小或较大时基酒的品质下降。由此可知,谷壳用量为30 %时基酒酒样的质量更好,与糟醅、基酒酒样感官品评结论一致。
3 结论
在五粮浓香白酒机械化酿造中,通过改变热季停产后头排粮糟生产配料中谷壳用量,跟踪窖内糟醅的理化指标数据、出窖糟醅的感官以及基酒理化指标,发现不同谷壳用量对窖内糟醅的发酵有重大的影响。谷壳用量为34%的窖内糟醅升温幅度较大,升酸较强,基酒品质较差;谷壳用量小(28%)的窖内糟醅升温幅度较小,糟醅现腻、无骨力或骨力较差,发酵不完全。
本次研究发现,机械化生产中,五粮浓香型白酒热季停产后头排粮糟的谷壳使用量在30%时糟醅的理化指标、出窖糟醅感官、基酒品质都明显优于谷壳用量为28 %、32 %和34 %的酒醅。结合实际生产过程的相关情况,在机械化生产中,多粮浓香型白酒热季停产后头排粮糟的谷壳用量可在30 %~32 %的范围内,谷壳用量不能过低或过高。在机械化生产配料中谷壳用量过低(低于30%),拌料后糟醅骨力较差,不利于蒸馏,入窖糟醅现腻、骨力差,不利于发酵,给二排的生产带来影响;谷壳用量较大(高于32 %)时,糟醅疏松,升温较快,升酸较强,产酒的质量较差。谷壳用量较大,量水用量较大,黄水产量多,造成辅料用量和费用、副产物处理费用增加,增加了产酒成本。
因此,适量的谷壳用量给微生物创造适合生长代谢的有利环境,保障了微生物的正常活动,有利于窖内糟醅的发酵,提高基酒的产量和质量,同时能控制相关的产酒成本。本次研究为多粮浓香型白酒热季停产后头排投粮时谷壳的使用量提供了技术支撑,也为二排及后续的白酒酿造生产配料提供了指导。
猜你喜欢
中国酿造(2023年10期)2023-11-06 09:05:16
食品与发酵工业(2021年24期)2022-01-13 08:53:04
西南农业学报(2019年2期)2019-04-09 06:15:02
现代园艺(2017年23期)2018-01-18 06:57:59
北方人(2016年3期)2016-05-30 10:48:04
浙江农业科学(2016年11期)2016-05-04 04:16:39
湖南农业(2016年12期)2016-03-10 12:48:45
中国酿造(2015年7期)2015-04-12 09:35:56
湖南农业科学(2014年18期)2014-02-27 14:32:36
湖南农业科学(2014年5期)2014-02-27 14:29:22