
连铸机引锭系统安全锁紧装置的研究与应用
2022-09-30 02:06张伟健
中国重型装备 2022年3期
张伟健
(马钢集团设计研究院有限责任公司,安徽 马鞍山 243000)
1 研究背景与设计目的
在连铸设备中,引锭杆是连铸机的重要装置之一。引锭杆由引锭头、过渡件和杆身组成。浇铸前,引锭头和部分过渡件进入结晶器,形成结晶器可活动的“内底”,浇铸开始后,钢水凝固,与引锭头凝结在一起,由拉矫机牵引着引锭杆,把铸坯连续地从结晶器拉出,直到引锭头通过拉矫机后,通过脱引锭装置将引锭杆与铸坯分离,最后进入引锭杆存放装置。
在连铸机中,引锭杆装入方式通常有上装式和下装式两种。引锭杆从结晶器上口进入的称为上装式,反之称为下装式。下装式引锭系统和上装式引锭系统优缺点比较见表1[1]。
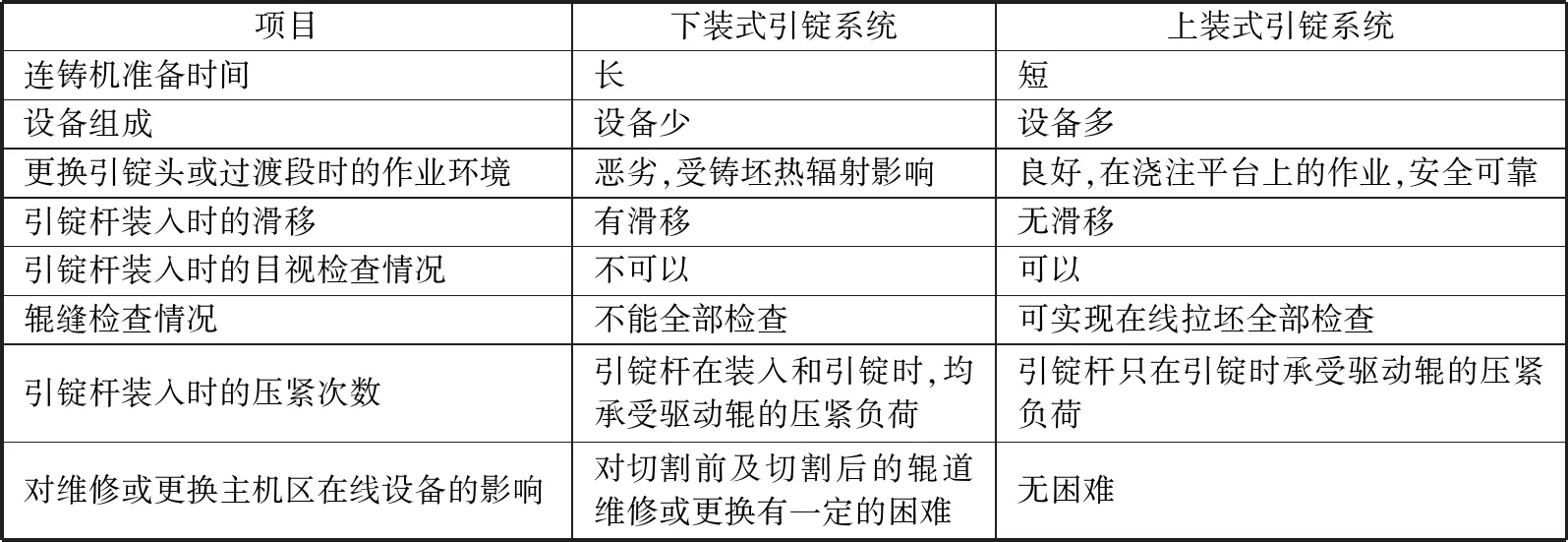
表1 下装式引锭系统和上装式引锭系统比较Table 1 Comparison of upper-fixing dummy bar system and lower-fixing dummy bar system
从表1所列的优缺点中可以看出:上装式引锭系统最大的优点就是极大地缩短了连铸机的准备时间,提高了连铸机的作业率。由于上装式引锭杆系统具有表1所列各项优点,使得其在板坯连铸机、大规格圆坯连铸机、大规格异型坯连铸机中得到广泛应用。本文设计的安全锁紧装置就是应用在上装式引锭系统中。
上装式引锭系统的工作流程为:装载有引锭杆的引锭杆车从引锭杆收集位通过电机驱动行驶到引锭杆装入位,此时引锭杆车上的传送链条开始工作,链条通过电机驱动将引锭杆慢慢的送入结晶器内,直到引锭杆尾部到达扇形段尾部夹送辊的位置,夹送辊紧紧夹持住引锭杆,防止引锭杆下滑,然后引锭杆车再返回到引锭杆收集位,此时连铸机准备开浇。连铸机开始浇铸后,引锭杆在扇形段夹送辊的夹持驱动下,按提前设置好的拉速将铸坯从结晶器中缓慢拉出,引锭杆和铸坯依次会通过扇形段、拉矫机、切割前辊道、火焰切割机。在切割前辊道中设置有脱引锭装置,当引锭杆头部到达此位置时,脱引锭装置开始工作,脱引锭辊在液压缸的驱动下迅速升起,将引锭杆与铸坯脱开,此时卷扬装置的吊钩勾住引锭杆的尾部,通过电机驱动卷扬将引锭杆慢慢提升起来,当引锭杆被提升到一定的高度时,引锭杆尾部将通过传送链条被送到引锭杆车上的链条勾头上,然后引锭杆车上链条开始运转,最终将引锭杆收集在引锭杆车上,以备下一个浇次使用。
在将引锭杆尾部从卷扬勾头移送到引锭杆车输送链条勾头的过程中,电气控制系统失效或者引锭杆车上的链条断裂,重达十多吨的引锭杆就可能突然坠落,造成大量机械设备的毁坏,甚至人员伤亡等重大事故。控制系统或者设备的故障时有发生,如何在发生故障时确保设备和人员安全,是本文研究的重点。
本研究目的在于设计一种结构简单、能有效地防止连铸机上装式引锭系统的引锭杆在提升过程中意外坠落的装置。一旦引锭杆提升装置在提升引锭杆的过程出现意外导致引锭杆坠落,这时该装置可以自动锁紧引锭杆,使其停止在空中等待事故处理。当事故处理完后,通过机构自动打开引锭杆的安全锁紧装置,使引锭杆恢复正常工作。
2 设计技术方案
本研究设计应用在马钢新区双流板坯连铸机的上装式引锭系统(见图1)中,该系统的设备主要由以下几部分组成:
(1)引锭杆
引锭杆用来在开浇时引导铸坯,并将铸坯拉出二冷区。其主要结构特点是引锭杆为链式,链节之间用销轴连接,每节链只能向一个方向弯曲。为适应不同规格的铸坯,引锭杆头部设计成可随铸坯规格变化。头部可安装多功能自动辊缝检测仪,具有检测辊缝、辊子外形(变形,不对中,转动)、二冷水喷嘴状况的功能。
主要技术参数:
铸坯断面尺寸:厚度230 mm,宽度900~1600 mm
引锭头尺寸:宽度950~1610 mm
引锭杆长度:~9100 mm
杆身厚度:~196 mm
杆链长度:~1500 mm
引锭头存放架:焊接钢结构框架
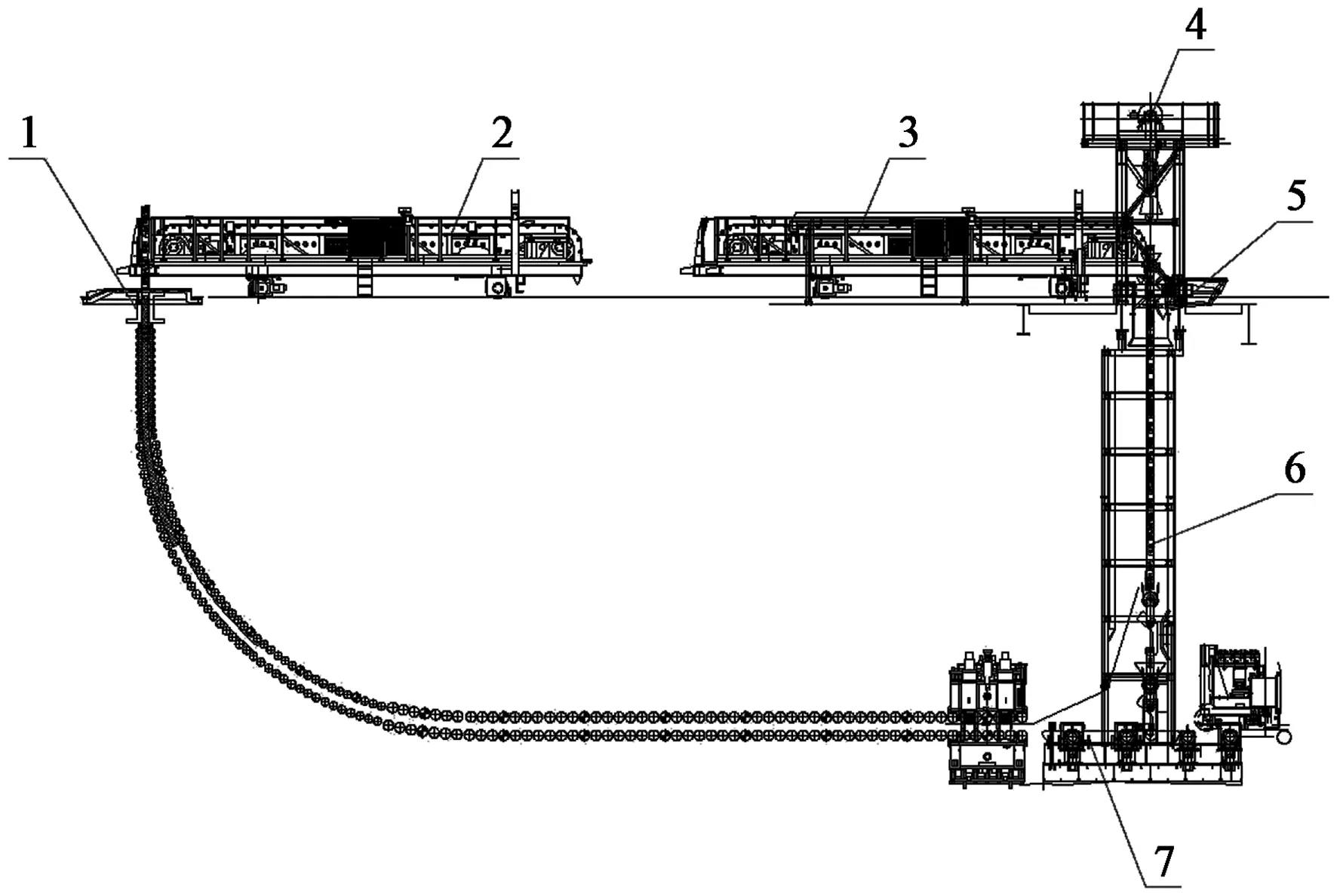
1—结晶器;2—引锭杆车装入引锭位;3—引锭杆车收集引锭位;4—卷扬系统;5—安全锁紧装置;6—引锭杆;7—脱引锭装置。图1 上装式引锭系统Figure 1 Upper-fixing dummy bar system
(2)引锭杆车
引锭杆车布置在浇铸平台上,在浇铸过程中,用来接收引锭杆提升装置提升上来的引锭杆并将其存放在车上,在开浇前将引锭杆运送到结晶器上方并通过结晶器插入二冷段。
引锭杆车主要由以下几部分组成:带行走驱动装置的小车、传送链条及链条驱动装置、钢结构支撑、对中装置、引锭杆提升卷扬系统。
a)带行走驱动装置的小车
小车行走在提前设置好的轨道上,由特殊的马达驱动。驱动系统包括电机、减速机、编码器、制动器组成。
主要技术参数:
小车行走速度:0.6~15 m/min
电机功率:7.5 kW
送引锭速度:0.25~5 m/min
介质供应:拖缆
对中形式:液压
b)传送链条及链条驱动装置
传送链系统由两股带间隔腹板的链条组成,并包括引锭杆转接挂钩。链条驱动装置由一个组合蜗轮蜗杆减速机、制动盘、钳式制动器组成。可摆动的引锭杆锁作为支承引锭杆的板片在被制动器的驱动导向辊夹紧之前。
c)钢结构支撑
钢结构支撑框架用于驱动装置的管线布置支撑。
d)对中装置
通过对中装置的两个勾头保证引锭杆在引锭杆车上的对中定位。勾头与引锭杆结合,并沿着引锭杆车上的导向辊拖动引锭杆,并保持引锭杆始终处于居中状态。这些勾头也用于从引锭杆车上勾住引锭杆,防止引锭杆掉入结晶器内。
e)提升卷扬系统
提升卷扬系统用于将在引锭杆从辊道上收集提升到引锭杆车上。卷扬系统包括电机、减速机、制动器、卷筒。
引锭杆卷扬提升行程:15500 mm
提升速度:0~5.0 m/min
电机功率:22 kW
(3)脱引锭装置
该装置位于水平扇形段出口处。脱引锭装置用于脱离铸坯和引锭杆。该装置可全自动操作,也可手动操作。脱引锭装置由顶升头、顶升液压缸和框架组成。顶升头是一个可沿框架上下移动的辊子,由顶升液压缸驱动,框架为焊接钢结构。
主要技术参数:
液压缸缸径:∅80 mm
活塞杆直径:∅56 mm
行程:150 mm
最大压力:20 MPa
(4)引锭杆导向保护装置
该装置主要用于引锭提升装置下落或提升已与铸坯头部脱离开的引锭杆上升时对引锭杆进行导向和提升引锭杆时进行安全保护。引锭杆导向由摆框架和摆动液压缸等组成;保护装置为焊接钢结构框架。
主要技术参数:
液压缸缸径:∅125 mm
活塞杆直径:∅80 mm
行程:600 mm
工作压力:20 MPa
(5)安全装置
引锭杆安全装置又叫防落装置,是一种特殊的安全装置。
2.1 设计方案
本次设计的引锭杆安全锁紧装置采用平行四边形机构原理[2],主要由底座、引锭杆导向架、支撑座、导向座、电动缸、锁紧头、锁紧头支座、连杆、推杆和连接杆等组成,如图2和图3所示。
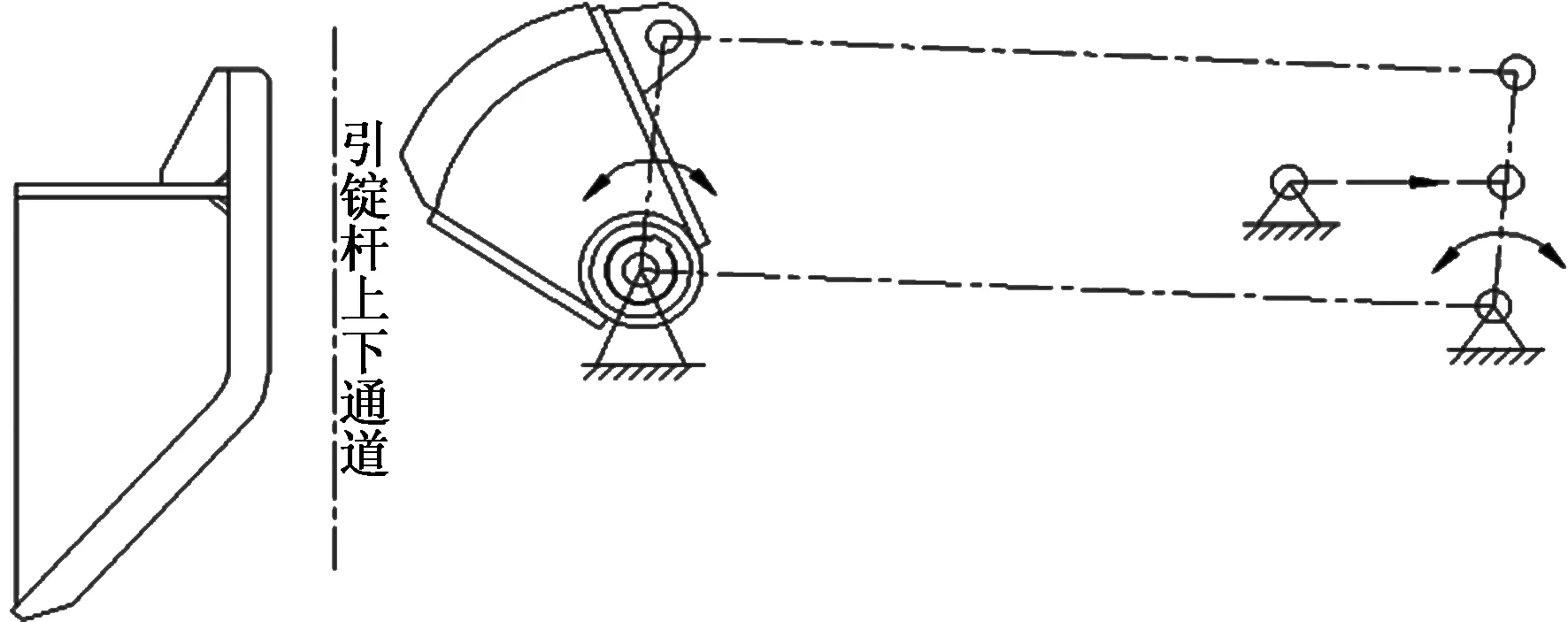
图2 引锭杆安全锁紧装置机构简图Figure 2 Safety locking device mechanism of dummy bar system
底座为焊接加工件,底座用10个M20 mm×850 mm穿心地脚螺栓安装在固定平台基础上,底座的安装精度直接影响防坠自锁装置的质量,要求中心线尺寸和位置尺寸严格控制。
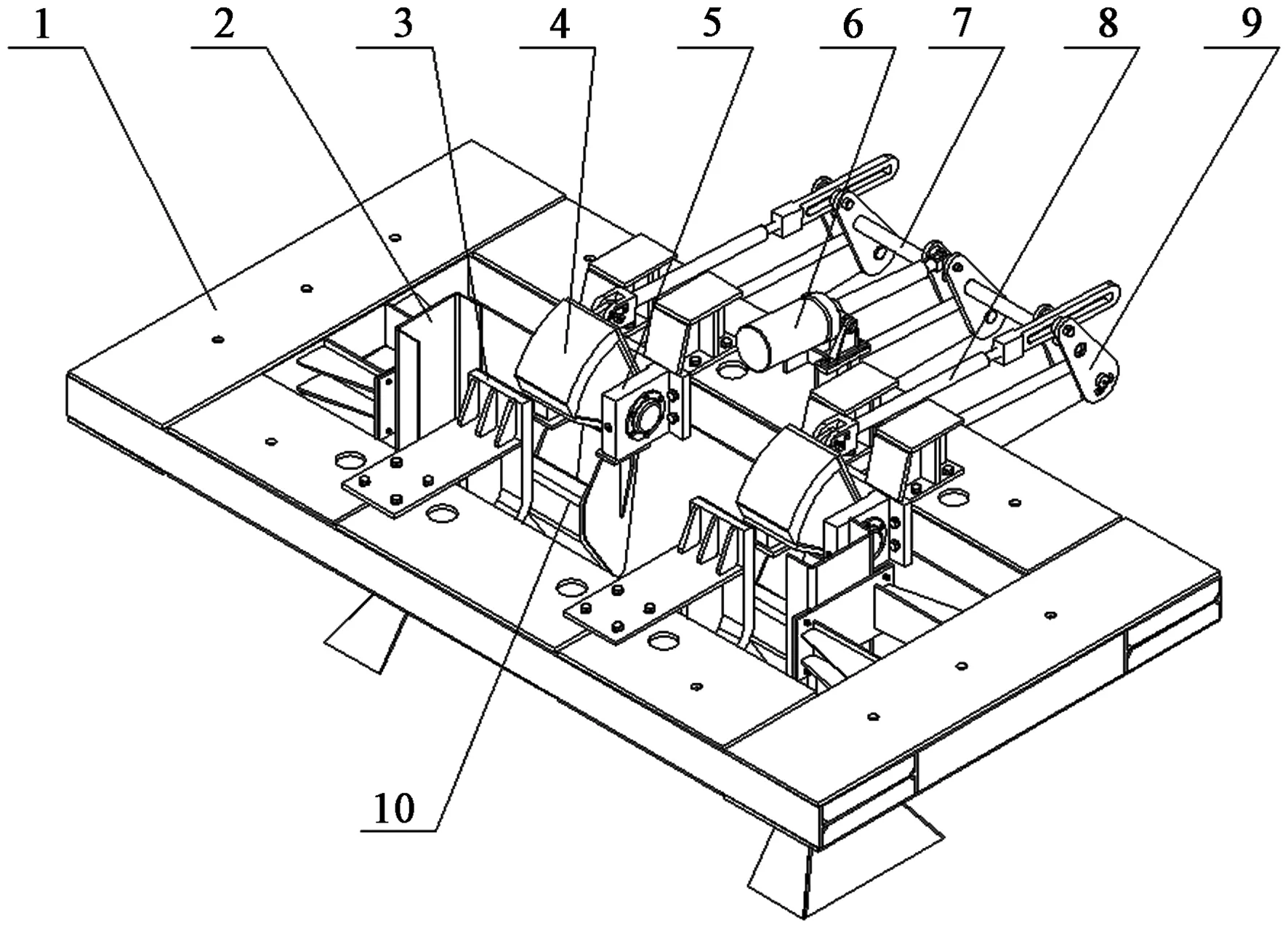
1—底座;2—引锭杆导向架;3—支撑座;4—锁紧头;5—锁紧头支座;6—电动缸;7—连杆;8—推杆;9—连接杆;10—导向座。图3 引锭杆安全锁紧装置示意图Figure 3 Safety locking device of dummy bar system
两组引锭杆导向架和导向座通过螺栓和垫片装配在底座上,用于提升引锭杆时的导向,引锭杆导向架和导向座垂直度要满足一定要求和对称度要求,中心线尺寸和位置尺寸满足设计要求,利于引锭杆顺利提升运行,防止产生额外阻力。
支撑座和锁紧头支座固定装配在底座上,锁紧头通过自身转轴和轴承装配在锁紧头支座上,锁紧头转动自如,两组支撑座和锁紧头平行布置,引锭杆提升时在两组支撑座和锁紧头之间,两组支撑座和锁紧头以引锭杆为轴心对称布置,严格控制两组支撑座和锁紧头中心线尺寸和位置尺寸,并控制两者的间隔尺寸,支撑座和锁紧头安装精度直接影响自锁效果。支撑座和锁紧头引锭杆提升时贴合引锭杆,当引锭杆下坠时,锁紧头在摩擦力作用下旋转并锁紧,它能防止连铸中上装式引锭系统的引锭杆在提升过程中意外坠落。一旦出现意外,该装置可以自动锁紧引锭杆,使其停止在空中等待事故处理。
电动缸固定装配在底座上,电动缸通过销轴与连杆互相连接,连杆通过装配在连接杆滑槽中销轴与连接杆连接,连接杆通过螺纹连接头推杆连接,推杆通过销轴与锁紧头互相连接,当引锭杆在空中事故处理完后,通过电动缸工作,带动推杆、连杆和连接杆等,使锁紧头动作,打开引锭杆的锁紧。
引锭杆安全锁紧装置主要技术参数:
驱动:电动缸
电动缸行程:400 mm
额定出力:10 kN
额定速度:117.5 mm/s
2.2 引锭杆安全锁紧装置结构特点[2]
(1)上述连铸机引锭系统安全锁紧装置,其特征在于:一旦引锭杆提升装置在提升引锭杆的过程出现意外导致引锭杆坠落,这时该装置可以自动锁紧引锭杆,锁紧的动力来自引锭杆和锁紧头之间的摩擦力,而且此摩擦力完全可以支承引锭杆的重力,整个装置安全可靠性强。
(2)驱动型式采用平行四边形机构,保证锁紧头运行精准。同时结构型式简单,连杆和推杆的受力较小,减少变形。
(3)采用电动缸驱动装置运动,传统型式采用液压缸较多,液压缸维护不方便,容易漏油,造成环境污染严重。电动缸驱动速度快,不需要单独设计液压站,维护简单方便。
(4)在底座两侧上设计有引锭杆导向架,用于在卷筒提升引锭杆过程中导向引锭杆,防止跑偏,也很大程度上减少引锭杆在卷筒勾头和引锭杆车链条勾头转换时脱落的几率。
(5)由于板坯引锭杆宽度较宽,设计有平行布置的两组支撑座和锁紧头,两组支撑座和锁紧头以引锭杆为中心对称布置,引锭杆在提升时处于两组支撑座和锁紧头之间。设计考虑一旦一组支撑座和锁紧头出现故障,另一组支撑座和锁紧头的强度和刚度足以支承整个引锭杆,使引锭杆不至于下滑。
(6)设计的锁紧头与引锭杆贴合部分被加工成锯齿形状,锁紧头采用45钢。锯齿形表面要求淬火处理,淬火深度3~5 mm,硬度40~45HRC。锯齿状的表面可以增大锁紧头与引锭杆贴合摩擦力,提高锁紧的可靠性,加工成本低,强度和刚度好。
(7)设计的锁紧头为偏心块,重心处于引锭杆侧,自由状态时始终处于低头状态。在提升引锭杆时,锁紧头始终贴着引锭杆;当引锭杆下坠时,锁紧头在摩擦力的作用下自动夹紧引锭杆,在这个过程中不需要电动缸驱动,靠机构自身即可实现,当事故处理完成,需要打开锁紧头时,电动缸才工作。
3 结束语
连铸机上装式引锭系统,为防止引锭杆在提升的过程发生意外,必须设置引锭防坠落装置。本文从多个方面对传统的引锭杆防坠装置进行了优化,设计了一种结构型式简单、操作方便、安全可靠的引锭杆安全锁紧装置。
该装置采用了平行四边形和凸轮设计原理,实现了上装式引锭杆的自动锁紧防坠和打开功能。与现有技术相比,本次研究的技术方案具有一下几个优点:
(1)底座用穿心地脚螺栓安装固定平台基础上,占用空间较小,安全可靠;
(2)驱动单元选用的是电动缸,具有控制简单,采购成本低、使用维护方便和安全可靠;
(3)整套装置具有结构和控制简单、投资成本低、使用维护方便和运行安全可靠的优点,可以有效地防止引锭杆坠落的情况发生,避免出现机械设备或人身伤害等安全事故的发生。
本次设计的引锭系统安全锁紧装置自投入使用以来,设备运行平稳,使用情况良好,受到了用户单位的一致好评。
猜你喜欢
安徽冶金科技职业学院学报(2022年2期)2022-08-09
安徽工业大学学报(自然科学版)(2022年3期)2022-07-14
铸造设备与工艺(2022年2期)2022-05-27
天津冶金(2021年4期)2021-08-18
小资CHIC!ELEGANCE(2021年46期)2021-01-11
数学大王·中高年级(2020年9期)2020-09-21
安徽冶金科技职业学院学报(2020年2期)2020-08-04
中国自行车(2020年2期)2020-04-26
当代陕西(2019年13期)2019-08-20
燕山大学学报(2015年4期)2015-12-25
