
20 kV发电机定子装配技术
2022-09-26 09:09王石林
水电站机电技术 2022年9期
王石林
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明 650032)
1 概述
广东阳江抽水蓄能电站(以下简称阳蓄电站)发电机定子机架分两瓣到货,现场组装焊接、叠片和下线。定子外径为Φ8 000 mm,内径为Φ5 030 mm,铁心高度为3 400 mm,定子每层由27张硅钢叠装而成,铁心沿轴向方向共分成 86段,设有85段通风沟,每段铁心高度为34.6 mm,每段通风沟高度5 mm,铁心槽数共计216槽,由54根浮动式双鸽尾定位筋通过托板固定在定子机座上。定子额定电压等级为20 kV,采用玻璃丝套管注胶硬化端箍工艺固定线棒,绕组采用单匝、条式叠绕组结构,4个支路对称绕组,每极每相6槽,绕组节距为1-17-2,Y型接线,绝缘等级为F-Class,定子冷却采用全空气冷却方式,定子装配后重量为392 t。
2 定子装配难点分析
(1)工地现场湿度大、环境差,定子装配需在温度相对恒定、湿度≤75%、无尘或少尘环境下装配,方能保证定子装配后的质量满足要求。
(2)定位筋安装质量要求高,定位筋满焊后半径偏差为-0.1~+0.4 mm,圆度偏差≤0.4 mm;同一高程面上的定位筋相邻半径差<0.2 mm,定位筋弦距偏差<±0.1 mm,径向扭斜要求<0.1 mm。
(3)定子铁心叠装质量要求高,铁心高度达3 400 mm,铁心内径偏差-0.8~1.2 mm,圆度偏差≤0.9 mm,高度与设计偏差为0~+5 mm,整体波浪度≤5 mm。
(4)线棒装配工艺和质量要求高,定子额定电压达20 kV,定子线棒长度超过5 m,绝缘等级F-Class,线棒嵌装难度大,单根线棒交流耐压57.5 kV,整体直流耐压60 kV,整体交流耐压43 kV。
3 定子装配关键技术
3.1 封闭工棚构造
阳蓄电站地下厂房湿度达90%,前期施工环境差。根据现场实际情况为定子装配设计并制作了两个相邻的封闭工棚,两个工棚共用1堵隔墙,工棚墙体采用型钢加防火板结构,进人门分别设置,保证定子装配温湿度和环境满足要求,单个工棚设计结构和室内设置如下:
(1)工棚长度比定子外径大3 m,以定子中心线呈不对称结构,偏距约600 mm,较宽一侧在前面板上设1道双开进人门。工棚宽度(或深度)比定子外径大2.5 m,以定子中心线对称。工棚高度比定子组装后高1.8 m,与厂房桥机互不干涉。
(2)工棚上盖板和前面板为活动结构,侧面板和背面板为固定式结构。上盖板由分块盖板和活动天窗组成,两扇半透明活动天窗位于定子正上方,天窗尺寸满足整箱铁心冲片由其吊入;前面板具备快速装拆功能,方便定子吊进和吊出。
(3)工棚室内顶部设置1 t移动式电动葫芦和照明灯具;背面板上设置排气扇,背面板和定子之间设有带中间休息平台的钢楼梯;地面布置除湿机、座式空调和货架。
3.2 定子测圆工具安装及检查
定子测圆工具是在定子机架组装成整体后进行中心和垂直度调整,以定子机架下环板内径为中心基准调整测圆工具中心,中心偏差≤0.5 mm;在测圆工具顶部90°方向分别挂钢琴线检查并调整中心柱垂直度偏差≤0.02 mm/m,在轴向测量范围内的最大倾斜度≤0.05 mm;借助百分表检查测量臂重复测量圆周上任意一点的误差≤0.02 mm,测量臂旋转1周百分表上下跳动量≤0.5 mm。测圆工具调整合格后应可靠固定,不得在使用过程中松动,在每个安装节点检查前应按表1中内容复测中心柱[1],如有超差应重新调整满足要求。
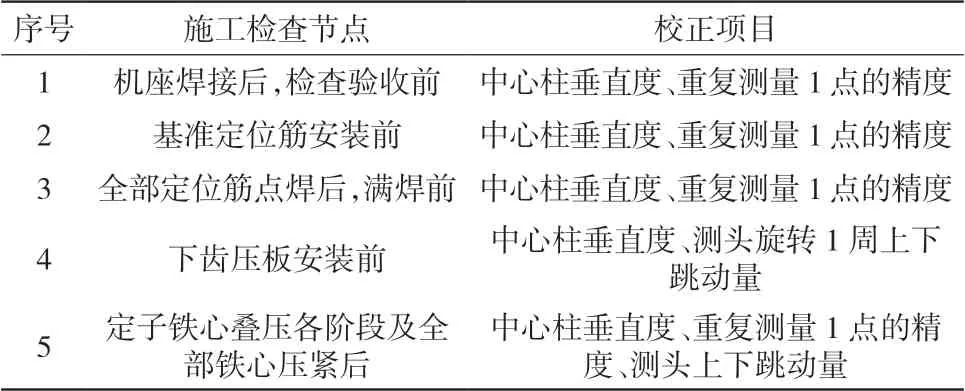
表1 定子装配过程中测圆工具检查校正表
3.3 定位筋安装
定位筋安装工艺流程:基准定位筋安装→大等份定位筋安装→剩余定位筋安装。
基准定位筋也称第一根定位筋,它是所有定位筋的安装基准,故第一根定位筋的安装位置偏差应宜≤0.5 mm、半径R偏差应为-0.15~+0 mm,扭斜度|R1-R2|偏差应≤0.05 mm,切向|L1-L2|垂直度偏差应≤0.05 mm/m×L(L为两测点间距离),径向|L3-L4|垂直度偏差应≤0.05 mm/m×L,见图1所示。半径R偏差调整均按负偏差控制,定位筋焊接后的半径会向外侧偏移。定位筋托块焊接工艺为:先对称焊接两侧边再焊接背缝,两侧边焊缝宜同时由内向外焊接。
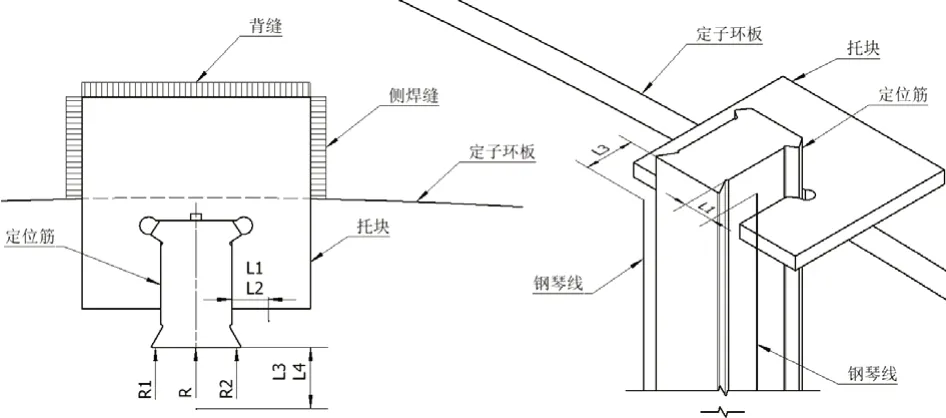
图1 定位筋调整示意图
大等份定位筋就是将所有定位筋分成整数倍,大等份数过多调整起来费时费力,但有利于后期剩余定位筋安装、精度控制和加快安装进度;等份数过少刚好相反。比如定位筋共计54根,可按3或18等份也可按6或9等份,按功效比宜选择后一组等份数进行定位。根据施工经验,大等份数宜控制在6~10之间[2]。大等份定位筋安装调整同基准定位筋,但需以基准定位筋为基准调整各定位筋之间弦长满足:同一高程面的大等份定位筋弦距偏差宜<0.10 mm,相邻两根定位筋上下弦距偏差宜<0.10 mm。
剩余定位筋即为大等份定位筋之间的定位筋,以大等份定位筋为基准安装调整。利用测圆工具、定位筋安装工具和弦距检查工具安装调整,大等份内的定位筋安装后同一高程面相邻半径差宜<0.10 mm,定位筋弦距偏差宜<±0.08 mm,其余尺寸要求同上。
注意,定位筋托块与定子环板之间局部间隙最大不宜超过0.05 mm,适用于所有定位筋安装,定位筋托块全部焊接完后按第2章的尺寸要求检查合格。
3.4 定子铁心安装
定子齿压板安装后相邻压指高度差宜≤0.5 mm,齿压板整体高差宜≤2 mm,压指内径宜≤±0.5 mm,叠2~3层扇形片检查齿压板压指与扇形片中心偏差宜≤1 mm。
定子上、下部阶梯片按厂家工艺要求用胶粘接成整体,叠片过程中发现不合格冲片不能叠入,检查叠片顺序和层数正确,叠装过程应及时进行铁心整形,测量铁心齿部、轭部高差以及周向波浪度,确定是否增加径向和周向补偿片,单段铁心叠片高度不应超过设计高度的±0.5 mm。
定子铁心分段压紧高度根据压紧工具长度定,分段压紧和最终压紧前先用手动扳手分多次预紧至拧不动为止,然后再用液压拉伸器拧紧。将螺栓分成6等份区域,将6个拉伸器(共用1套泵组)均布在6个区域同时把紧螺母,每次螺母拧紧不超过1圈,按顺序将全部螺母把紧1圈后再进行第2圈螺母把紧,多次循环把紧全部螺母直至满足设计要求预紧力[3]。铁心的叠压系数应不小于0.99,分段叠片压紧后按第2章的尺寸要求检查合格。
铁心温度计安装前检查绝缘电阻应≥5 MΩ,用万用表检查温度计电阻值符合要求,温度计安装后将引出线绑扎固定,多余引线妥善保护。
阳蓄电站定子铁心磁化试验电压为10 kV,采用无屏蔽单芯70 mm2电缆均匀缠绕在铁心表面,励磁绕组为33匝,测量线圈使用2.5 mm2的多芯软铜线缠绕在铁心槽底1匝,磁化试验结果:铁损值为1.122 9 W/kg,铁心最高温升7℃,最低温升4.8℃,最大噪音为101 dB。
3.5 线棒绕包房构造
线棒绕包房与工棚相邻,绕包房设计尺寸为:长度宜≥1.5倍线棒长度,宽度宜≥0.9倍线棒长度,高度宜≥2 m,采用轻型钢和透明封装结构,墙壁设置排风机,线棒绕包支架按两根线棒同时并排作业设计,支架高度宜为900~1 000 mm,支架用弹性橡胶包裹防止损伤线棒,其他设备有绕包工具、除湿机、照明和货架等。
3.6 定子下线
定子下线工艺流程:单根线棒耐压→下层线棒安装→测温电阻(层间垫条) 安装→斜边垫块和端箍安装绑扎→端箍注胶→下层线棒耐压→上层线棒安装→斜边垫块安装及线棒绑扎→槽楔安装→上下层线棒并头焊接→绝缘盒安装→槽口垫块安装→空气罩安装→汇流环安装→定子清扫干燥→定子整体耐压→定子喷漆。
(1)在定子铁心外表面用胶带粘接做好防护工作,并保护好定子齿压板,在定子铁心槽内喷环氧聚酯防电晕漆并固化。按设计图纸从定子铁心第一槽开始,用记号笔将槽号、引出线、跨接线、层间测温电阻等信息标注在铁心面上,以便线棒安装时快速识别。铁心槽口两侧用胶带粘贴,防止边角划伤线棒。
(2)单根定子线棒建议进行100%耐压试验,消除未知因素,用硅橡胶槽衬对线棒嵌槽段绕包,间距3~5 mm,每端伸出铁心10 mm,首末端头用两层聚酰亚胺胶带粘牢。
(3)线棒安装时用双平板小车将线棒运到安装位置附近,用软吊带捆绑线棒直线段拐弯处,操作电动葫芦吊起,另一端由工作人员用手抬着随同线棒吊起移动。线棒吊起后将线棒移到安装位置,由上、中、下3人配合将线棒嵌入槽内,调整线棒上、下端至铁心面与设计尺寸偏差≤2 mm,偏差应上下均分。在铁心槽内将测温电阻(层间垫条)嵌入槽内,装入假上层线棒、铁垫条和压线工具压紧线棒,线棒轴线每隔300 mm装压1个压线工具。线棒压紧后拆除吊带,及时清除槽口处、斜边处和铁心表面等部位黏附的硅橡胶。用相同方法完成下层线棒和测温电阻(层间垫条)安装。
(4)借助红外线放线仪标识出下层线棒斜边垫块安装位置线,测出下层线棒总间隙求出平均间隙配装斜边垫块,用不同厚度的涤纶毡裁剪大小与垫块相匹配的U条,将U型涤纶毡浸渍非线性半导体高阻防晕漆,用U型涤纶毡包住斜边垫块安装到位。U型涤纶毡固化前,将涂刷室温固化胶的玻璃丝套管端箍安装到位,用浸胶后的玻璃丝带将斜边垫块、端箍绑扎在线棒上,胶固化后用砂纸和扁锉处理绑扎带尖角、毛刺和胶瘤。玻璃丝套管端箍接头处理方法:先将两端箍与线棒靠紧并上下并拢,保留重叠部分有1 m搭接长度,多余接头切除;将两端箍涤纶护套各缩回1 m以上,两端箍搭接1 m长度内的玻璃纤维各切除一半,将剩余玻璃纤维进行搭接,用透明胶带包扎固定;然后将一侧护套先拉回用胶带全包扎固定,再将另一侧护套拉回,接头用胶带包扎固定。
(5)玻璃丝套管端箍在注胶前用塑料布遮盖好成品部件,用手提端箍注胶装置(气压0.3~0.5 MPa)每隔 60~200 mm 距离间隔注胶,保证玻璃丝套管每段注胶饱满均匀,整个玻璃丝套管里注射胶液应连续为一体,注胶完成后清理干净端箍上的胶瘤,待端箍固化后保护好线棒端头、测温电阻引线接头、定子铁心及铁心槽等部位,在绕阻端部喷非线性半导体高阻防晕漆两遍漆,固化后再喷涂1层环氧酯晾干红瓷漆。
(6)定子下层线棒耐压试验前先检查槽电位宜≤5 V,按规范要求进行下层线棒耐压试验[4]。
(7)上层线棒下线前,先在铁心槽内均布嵌装10根上层线棒,标出层间垫条安装线,根据上、下层线棒端部距离和涤纶毡厚度配装层间垫条,并临时固定在下层线棒上;上层线棒下线前用浸渍涤纶毡装到层间垫条前后,在涤纶毡固化前将上层线棒嵌入槽内,保证上、下层线棒端部紧靠层间垫条。上层线棒嵌装方法同下层线棒,用铁垫条和压线工具压紧线棒。
(8)定子槽楔采用波纹弹簧结构,见图2所示。在槽内分别放置垫条、紧度检查样板、主槽楔和副槽楔,将副槽楔打紧后测量副槽楔露出长度满足要求,此时槽内楔下垫条厚度适宜,否则应重新加垫打紧直至副槽楔长度满足要求后测量垫条厚度值。根据测量值配装楔下垫条,安装波纹板、主槽楔和副槽楔并打紧副槽楔,槽楔通风沟中心与铁心通风沟中心对齐偏差应≤3 mm。按相同方法完成所有槽楔的安装和打紧,用敲击法辅助检查槽楔是否存在空音[5]。

图2 垫条配装及槽楔结构
(9)上层线棒斜边垫块安装与下层线棒相同,斜边垫块安装绑扎完后对上、下层线棒的并头进行矫正,使上线层线棒并头周向错位偏差≤1.5 mm。清理干净线棒并头焊接面,将银铜片制成小波浪型放置在上、下线层棒并头面间(线棒与并头为整体结构),用湿布保护好线棒并头以下绝缘部位,用大力钳夹紧上、下层线棒并头使其靠紧,用中频焊机加热上、下层线棒并头融化银铜片,用银铜丝及时对焊缝补料,使焊缝饱满平整。并头焊接完用湿布覆盖在端头上,用冷水喷洒湿布冷却。用相同方法完成上、下层线棒并头焊接。
(10)下部绝缘盒安装前先搭设支撑平台,绝缘盒外表用薄塑料和胶带进行包裹防护,绝缘盒安装后,调整绝缘盒与线棒绝缘搭接距离≥50 mm,绝缘盒上口与线棒的间距≥3 mm,绝缘盒底部与线棒端头的间距≥5 mm,绝缘盒整体周向水平度≤2 mm,绝缘盒之间间隙均匀。按配比将环氧胶与固化剂搅拌均匀后注入绝缘盒中完成灌胶,胶与绝缘盒上口应齐平无凹坑。
(11)上部绝缘盒外面从盒口向上40 mm范围内用胶带包裹1圈,绝缘盒安装平台用0.5 mm环氧板制成“E”型结构,两块“E”型板为一组交叉安装在上下层线棒间形成平台,“E”型板用骨架支撑,平台整体安装后的周向水平度≤2 mm;用环氧板将平台内外两侧做封边处理。将配比好的环氧胶注到平台上,平均厚度约5~8 mm,待胶自流找平后将绝缘盒对正线棒压进胶内与平台充分接触,调整绝缘盒尺寸满足要求,胶固化后再对绝缘盒注胶。
(12)在定子线棒上下端部标识出槽口垫块安装位置线,将清洗干净的槽口垫块包浸渍非线性半导体高阻防晕漆U型涤纶毡安装到位。安装铁心上口处空气罩,空气罩与铁心内圆齐平,偏差0~+2 mm,空气罩、槽楔和槽口垫块用浸胶后的玻璃丝带进行绑扎固定。
(13)在定子上环板上安装汇流环和引线支架、绝缘线夹、螺杆等,支架与上环板焊接固定。汇流环由下往上逐层安装、接头焊接和包扎。接头包扎用0.14 mm×25 mm环氧玻璃粉云母带包扎,半叠绕包层数≥16 层,再半叠绕两层 0.1 mm×25 mm的无碱玻璃纤维带,层间均匀涂刷室温无溶剂固化胶,最后在表面刷1遍非线性半导体高阻防晕漆,干燥后表面打磨光滑。
(14)清理干净整个定子及下线区域杂物,用干燥压缩空气,将定子吹干净,铁心通风沟或线棒缝隙中不允许存在金属杂物。用防火布包裹定子,安装加热块和风机对定子进行加热干燥,温升应控制在5~6 ℃/h,最终加热温度控制在60~80℃,保温72 h,然后缓慢降至室温后按规范要求对定子线棒整体耐压试验。
(15)用浸酒精白布擦除铁心内表面、绕组端部、齿压板和绝缘盒等表面灰尘,对以上表面喷涂环氧酯晾干红瓷漆两遍,室温固化24 h。
4 结束语
定子作为发电(电动)机组核心部件,随着科技的日新月异,新技术的开发和运用,定子零部件的材料性能、制造工艺、加工精度和结构优化等将会得到较大改变;而简化定子装配工艺,采用模块化、自动化或半自动化装配,减少人因素为带来的质量不稳定性,是提高定子装配质量的必然趋势。
猜你喜欢
电力电容器与无功补偿(2022年2期)2022-04-22
防爆电机(2021年3期)2021-07-21
防爆电机(2021年1期)2021-03-29
微特电机(2019年2期)2019-02-25
读者·校园版(2019年3期)2019-01-28
安徽建筑(2018年2期)2018-05-02
少年文艺·开心阅读作文(2017年1期)2017-02-24
船海工程(2015年6期)2015-05-08
小天使·四年级语数英综合(2014年3期)2014-03-21
中国新技术新产品(2011年18期)2011-12-31
