
水电站定子下线施工工序优化探讨
2022-09-26 09:09周松林
水电站机电技术 2022年9期
周松林
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明 650032)
在大型水电站机组安装中,发电机定子装配是发电机安装中的一个重要组成部分,其中定子下线又是定子装配施工中一道重要工序。定子下线作为定子装配关键线路上占时较长的重要工序,在实际施工中由于各种因素的影响,经常会导致定子下线实际工期小于计划工期,这就需要我们对下线施工工序进行合理优化,既能缩短施工工期又能确保工程施工质量。
1 概述
定子下线也称定子卷线,是将定子线棒、极间连接、汇流母线等零散部件通过钎焊组成一个完整的定子绕组,其施工质量的优劣直接影响发电机组的安全运行和发电机组的寿命,高质量的定子绕组安装是机组长期安全运行的前提条件。
2 定子下线主要工序
在大型水电站中定子安装工序主要包括以下17道步骤:
施工准备→定子清扫和定子铁心槽检查→定子铁心槽底喷漆→定位线棒安装→端箍装配→下层定子线棒嵌装及绑扎→定子下层线棒加温、耐压→层间端箍安装及绑扎→上层线棒嵌装及绑扎→槽楔安装→定子上、下层线棒加温,耐压→上、下层线棒并头焊接和极间连接装配→绝缘盒灌注、打磨→铜环引线焊接及绝缘包裹→定子整体加温、耐压→定子整体喷漆→定子挡风板安装
根据上述施工步骤拟定工期见表1。
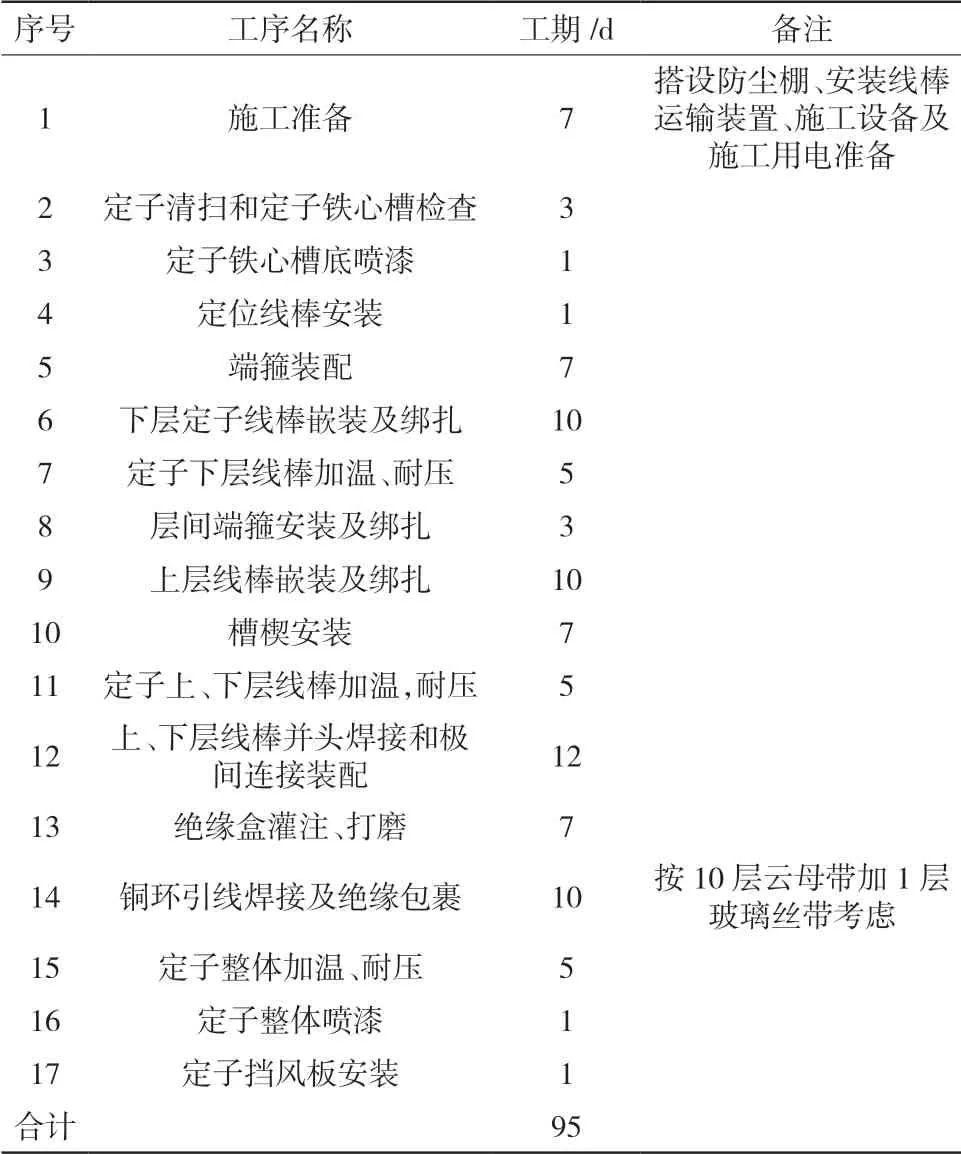
表1 定子安装工序拟定工期
施工中通常以下层线棒耐压,上/下层线棒耐压,定子整体耐压为定子下线施工过程控制节点,并以此将整个定子下线的工期时长按3∶3∶4来控制。
绘制施工网络图如图1。

图1 施工网络图
由图1所知,整个定子下线施工工期95 d,每道工序均处在关键线路上,每道工序的延误都将影响到整个下线工期。
3 定子下线工序优化分析
为尽可能地缩短施工工期,从时间和空间两方面对定子下线的每道工序进行分析、细化,寻找可优化的可能:
(1)施工准备:该道工序在定子磁化试验前即可开始着手进行,相关施工设备、施工工器具、施工材料、楼梯、平台、线棒吊装工具、工具箱、照明箱、配电柜均可在工作面移交前准备就绪,待工作面移交后立即进行相关施工。
(2)定子清扫和定子铁心槽检查:定子清扫的同时可以进行定子铁心槽的检查,这两项工作可以并行施工,施工中在发现不合格的位置进行及时处理,清扫检查完成后对定子铁心进行防护,为后道工序槽底喷漆做准备。在空间足够大的情况下可以采用分组清扫、责任到人,分部位验收的方法提高工作效率。
(3)定子铁心槽底喷漆:该道工序施工时整个定子内无法进行其他工作,此道工序不考虑优化。
(4)定位线棒安装:此道工序历时较短,不用进行工序分解。
(5)端箍装配:定子端箍一般分为定子上端端箍和下端端箍安装,无论上端端箍安装还是下端端箍安装均属于连贯施工,无法在同一区域采用平行施工方式,但可以在空间上进行工序分解,将定子上部端箍和下部端箍安装并行施工,两组人员同时施工,缩短端箍安装时间1/2。
(6)下层定子线棒安装及绑扎:在时间上将下层定子线棒安装、下层定子线棒绑扎先后施工关系调整为搭接施工,考虑到工序衔接关系,下层定子线棒安装1 d后开始线棒的绑扎固定,后续线棒安装和绑扎同步进行。从空间上再将定子线棒绑扎工作再分解成定子上部线棒绑扎和定子下部线棒绑扎,绑扎人员上下端部同时施工。通过时间和空间的合理优化,可以缩短工期。
(7)层间端箍装配:该道工序在下层线棒耐压完成后进行,考虑到后续施工的工序衔接,层间端箍安装在上层定子线棒安装提前1 d进行,后续与上层线棒安装及绑扎同时进行,其安装进度必须满足后续上层线棒安装。
(8)上层定子线棒安装及绑扎:该道工序的分解与下层定子线棒安装及绑扎一致,考虑到层间端箍安装于此道工序并列进行,涉及施工项目较多,需做到人员分工明确、技术交底和安全交底到位。
(9)槽楔装配:槽楔装配作为一道重要的工序,其安装工序一般不与其他工序并列进行,如若确实工期紧凑,其他工序安装已进行优化仍达不到工期要求的方才考虑此道工序与其他工序并列进行。
(10)上、下层线棒并头焊接和极间连接装配:无论任何发电机厂家的接线方式有何不同,其线棒极间连接都集中在定子基座上端。在进行上、下层线棒并头焊接时,优先进行定子上部的并头焊接,将下部并头焊接放在上部并头焊接之后。上部并头焊接过程中在施工中必须先仔细核对工序,理顺并头焊接和极间连接施工的施工顺序,充分考虑到后续工序施工的可行性,避免不必要的返工。从空间、焊接设备、人员3方面可以采用不同的方法优化工序:
1)在施工空间宽敞、焊接设备充足、人员允许的条件下,可以安排4组人员在上、下端各两组同时进行并头焊接。
2)在空间宽敞,焊机不足(焊机2台)的条件下可以从空间上同时进行定子上端并头焊接、定子下端并头焊接。
3)在空间受限、焊机严重不足(焊机1台)的条件下可采用分班制,安排两组人员24 h轮班焊接,节约焊接时长。
现场可以结合工程的实际情况进行不同的焊接工作人员搭配。
(11)绝缘盒灌注:由于定子机座上端后续还有铜环引线装配工作,优先进行上端绝缘盒安装,上端绝缘盒灌注同时进行铜环引线底座支架划线、定位,上端绝缘盒灌注完成后可立即进行极间连接安装。待极间连接安装完成后立即进行铜环引线底座支架的安装,完成上端绝缘盒灌注后再进行下端绝缘盒的灌注。
(12)铜环引线安装是定子下线的较长一道工序,其安装完成意味着定子下线主体工作全部结束。每层铜环引线安装过程中必须穿插进行相应的接头包裹,待铜环引线安装完成后相应的绝缘包扎工作也随之完成。
(13)定子整体喷漆:该道工序由于对施工环境影响较大,一般利用夜间进行。
(14)定子挡风板安装:该道工序占用时间较短,不做优化。
(15)下层定子线棒安装及绑扎完成后进行下层线棒的耐压,上层线棒安装及绑扎完成后需进行上、下层线棒的耐压,在铜环装配完成后进行定子整体耐压试验。这3次耐压试验前的定子加温、降温、耐压没有可压缩的空间,不考虑对其进行工序进行优化。
在定子下线过程中还存在一些不占直线工期的工作:譬如线棒绕包、绝缘块清洗、毛毡浸胶、玻璃丝带浸胶,灌注胶配比试验、中频焊机焊接水管装配、水箱制作等零星工作,虽然在工作中不那么起眼,但确实存在,且对后续施工也是必要的,在施工中这些小工作也必须安排合理,统筹规划,让其不会成为造成工期延误的因素。
分解、细化后的施工网络图如图2。
从上述优化后的施工网络图中可见许多工序从先后关系变成了并列关系,也就意味着相关人力资源投入也会相应增加。在工期紧张的情况下适当投入人员加快施工进度也是非常必要的。从图2中对工序时间进行统计、计算,可知定子下线施工的关键路线缩短了,安装工期70 d,节约了近1/4的工期。

图2 分解、细化后的施工网络图
4 结束语
通过对定子下线工序调整可知,定子下线施工工序优化主要从施工空间和工序衔接两方面进行分析。通过对每道工序进行细化、分解,确定其关键线路,在工序允许的条件下,将工序分部位施工,实现多面平行施工,将先后施工关系调整成为搭接或并列施工关系,最终达到工序优化的目的。这在大型发电机组定子下线施工进度控制中尤为可行。
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
舰船科学技术(2022年10期)2022-06-17
科学之友(2021年12期)2021-12-23
语数外学习·高中版中旬(2021年4期)2021-11-24
舰船科学技术(2021年12期)2021-03-29
小猕猴智力画刊(2021年2期)2021-02-22
上海故事(2020年8期)2020-10-22
读者·校园版(2019年3期)2019-01-28
少年文艺·开心阅读作文(2017年1期)2017-02-24
中国新技术新产品(2015年3期)2015-07-19
