
AVEVA APC 系统在水泥窑烧成系统中的应用
2022-09-26 10:09:42徐立东杨宏兴郭军锋朱东辉
化工自动化及仪表 2022年5期
徐立东 杨宏兴 郭军锋 朱东辉
(1. 剑维软件技术(上海)有限公司北京分公司;2. 冀东海德堡(扶风)水泥有限公司)
水泥熟料生产工艺过程复杂, 原燃料性质多变,质量、热量传递的物理过程和化学反应同时存在,变量多且耦合明显[1]。 目前,水泥生产线虽然已经普遍采用了DCS控制,但大部分DCS仍然停留在取代常规仪表的水平上[2],风、煤、料几乎全部依赖操作人员的经验手动调整, 热工状况判断的一致性差,导致出现熟料质量不稳定、班组操作水平差异大、 熟料煤单耗和电单耗高及操作人员劳动强度大等问题。如果单纯使用PID单回路或复杂回路解决以上问题, 很难统筹兼顾多个变量之间的相互影响,也不能实现窑系统的整体优化。
以多变量模型预测控制为核心的先进控制技术适合解决上述问题。 笔者将介绍剑维软件技术有限公司先进控制软件AVEVA APC系统在陕西某水泥厂一号线窑系统中的应用情况。 该生产线熟料产能4 000 t/d,采用五级旋分预热器、入窑生料与高温烟气逆流换热、四代篦冷机、四列篦床油压驱动; 除篦下7个冷却风机风量使用挡板控制外,高温风机、尾排风机、头排风机均采用可以精确调整风量的变频控制;配有预热器出口气体分析仪、烟室高温分析仪、窑头比色高温镜头及熟料红外测温等仪器,具备良好的仪表基础。
1 AVEVA APC系统功能介绍
AVEVA APC先进控制系统集稳定控制和经济优化于一体,在稳定生产的同时能够提高装置产能,降低单位产品能耗,实现经济收益的最大化。 模型预测控制基于动态数学模型计算被控变量在未来时段的变化趋势,从而实时更新控制策略,提高过程控制品质。
AVEVA APC系统主要包含多变量模型预测控制模块、最优化模块、嵌入式编程语言Python模块、软测量技术、神经元网络模块、秒级运行周期及窑系统先进控制器设计等。
1.1 多变量模型预测控制模块
模型预测控制模块通过变量之间的模型,认知各种扰动因素对被控变量的影响。 当扰动发生时, 可预测被控变量在未来时段发生的变化,如图1a所示。 根据未来时刻,变量针对设定值的偏差,及时调整控制策略,从而使被控变量可以紧靠设定点,进而提高过程的控制品质,如图1b所示。 CV为被控变量,MV是操作变量,FV是干扰变量。

图1 多变量模型预测控制示意图
1.2 最优化模块
最优化模块建立在提高控制品质的基础上,通过最优化技术找到装置的最优操作点,利用模型预测控制模块将装置稳定在最优点运行,从而使装置的经济收益最大化。
1.3 嵌入式编程语言Python模块
AVEVA APC系统软件平台支持嵌入式编程语言Python(IronPython),能与AVEVA APC 系统软件功能灵活有机结合,有助于实现基于专家知识的逻辑控制、 自适应控制等多种智能控制功能。
1.4 软测量技术
针对熟料游离钙等各种无法直接测量的变量,或由于测量设备限制样本测量周期过长的变量, 通过软测量技术测得上述变量的实时值,为过程控制提供重要依据。
1.5 神经元网络模块
神经网络技术利用径向基函数(RBF)类神经网络的优点,可以更好地拟合非线性方程,而且能够迅速学习训练。 经由训练学习和必需的测试后, 类神经网络可立即应用于在线运行软件,如推论预测等。
1.6 秒级的运行周期
AVEVA APC系统可以达到几秒钟的运算周期,大幅提高了响应速度,从而快速抑制干扰,稳定生产。
2 窑系统先进控制器设计
窑系统AVEVA APC系统控制器建立在DCS上,通过OPC接口实现DCS数据的读写操作。 优化控制器的构成如图2所示, 主要包括分解炉温度控制、窑尾系统风量控制、熟料游离钙软仪表、煅烧温度、熟料质量控制、窑头排风机控制、篦床料层厚度控制和冷却风量控制。

图2 熟料烧成系统优化控制器结构
2.1 分解炉温度控制
分解炉承担了90%以上的生料分解任务,分解炉的出口温度可以反映物料在分解炉内的预分解状况。 温度过高会引起煤耗的增加和生料提前液化挂壁,温度过低则造成过低的分解率使分解炉的作用大幅降低[3]。 分解炉温度的稳定对分解炉的操作很重要,同时它有助于下游窑的操作稳定,减少fCaO的波动[4]。而分解炉温度受到多种因素的影响,如生料喂料量、生料成分、三次风温、煤粉细度,以及多种不可测干扰变量,如煤粉热值、协同处理生活垃圾和危废的燃料成分及流量等,这就导致了分解炉温度复杂多变,以往依赖操作人员手动控制,不仅极难稳定,而且劳动强度大。
AVEVA APC系统利用多变量模型预测控制建立固废/二三次风温/喂料量等关键变量对分解炉温度的量化模型,通过多变量模型预测分解炉温度的变化趋势(图3),并根据未来预测值提前调整尾煤用量,提前调节而非出现偏差的反馈调节,从而改善控制效果。 针对不可测干扰,AVEVA APC系统利用反馈校正模块实时调整预测值,避免出现静态误差。 并且优化控制器会根据窑尾NOx、窑电流、游离钙化验值等多重因素综合评价,主动微调分解炉出口温度的设定值,避免过分解或欠分解。

图3 分解炉出口温度预测控制示意图
2.2 窑尾风量控制
回转窑和分解炉中煤粉的燃烧需要足够的氧气。 如果氧气含量不足,煤粉不完全燃烧,热量损失较大,燃料的利用率低,窑内温度降低,同时窑内不完全燃烧产生的CO会形成还原气氛,使熟料质量降低[5]。但过多的通风量会增大热量损失,导致煤耗增加,且C1出口温度高,会导致窑尾废气体积流量增大,增加高温风机电耗。 文献[6]的研究表明,预热器出口O2含量每降低1%,煤耗将会减少1.6%。
AVEVA APC系统优化控制器主要参考C1出口CO含量、C1出口O2、C1出口压力、窑尾烟室O2,自动调整高温风机转速, 在保证这些被控变量都在控制范围内的前提下,最小化高温风机转速,避免热量浪费和电量浪费。 同时高温风机在自动调整时会兼顾其电流上限,避免其过载跳停。
2.3 游离钙测量软仪表
熟料游离钙是关系到水泥质量的重要指标,它的高低直接影响到水泥的安定性和熟料强度。在生产中,操作运行人员会根据游离钙的化验值对窑喂料量、分解炉温度及窑头喂煤用量等进行调整。 但是目前国内水泥熟料游离钙含量的检测方法主要是化学分析法和荧光分析仪法,检测周期多数是每次1~2 h,存在明显的滞后[7],不利于实时控制,且影响熟料游离钙的变量多、非线性强、变量之间互相关性强,常规的线性回归和建模方法不适用于建立准确的水泥熟料游离钙预测模型。
针对上述问题,AVEVA APC系统采用基于径向基函数(RBF)的神经元网络模型,通过采集历史数据,选择强相关性的可测变量,训练回归非线性模型。 可以通过这些可测的强相关性变量,来实时预测熟料游离钙的含量,通过与化验值连续7 d对比可以发现,预测值与化验值趋势一致,准确度可达80%以上(图4),为连续控制提供了重要依据。

图4 游离钙软仪表预测值与化验值连续7 d对比
2.4 煅烧温度、熟料质量控制
生料在回转窑内加热发生固相反应、氧化钙的吸收和硅酸三钙的形成反应最终形成水泥熟料。 如果烧成温度过低,氧化钙的吸收反应不充分,CaO以游离状态存在,没有生成足够的C3S,继而影响熟料的强度和安定性。 反之,如果烧成温度过高,会导致熟料过烧,缺乏活性,同时煅烧温度过高还会增加熟料结粒尺寸,同时损坏窑皮。
窑内煅烧温度是整个烧成系统最核心的参数,对窑内烧成温度的稳定控制是保证整个烧成系统热工状态稳定的关键[8]。 然而烧成带温度一般不可测,而窑头火焰比色高温计容易受到飞沙的影响,因此需要同时参考窑电流、窑尾NOx、窑尾烟室温度及游离钙软测量等参数来综合评估烧成系统热工状态,通过调整窑头喂煤量、喂料量、 窑转速来控制窑内烧成带温度和热工状态。当窑头火焰温度高、 窑电流较高、 窑尾NOx浓度高、游离钙预测值低时,适当提高产量,或降低窑头喂煤量的使用, 避免煤资源浪费和熟料过烧;当窑头火焰温度低、窑电流低、窑尾NOx浓度低、游离钙预测值高时,适当增加窑头喂煤或降低喂料量,从而保证烧成带温度和熟料质量的稳定。
2.5 窑头排风机控制
出于工艺和安全的考虑,窑头罩的压力需要被控制在微负压状态, 避免火焰喷出造成危险,但窑头排风机转速太高又会造成热量浪费,同时导致窑头废气排放量增加, 增大窑头排风机电耗。
AVEVA APC系统优化控制器通过调整窑头排风机控制窑头罩压力,保持微负压,并在保证窑头负压在被控范围内的同时最小化头排风机转速,降低电耗。
2.6 篦床料层厚度控制
篦冷机是熟料急冷、冷却和热量回收的重要装置,篦冷机的换热效率直接影响烧成工序的煤耗, 而稳定的料层厚度有助于稳定热量交换,同时稳定并提高二、三次风温。 AVEVA APC系统优化控制器参考四列篦床油压和篦板压差自动调整四列篦速,实现料层厚度的稳定,从而提高热交换效率;同时参考二次风温、篦床油压和比色高温计温度, 分析判断影响二次风温的原因,主动调整篦床油压的设定值, 调整篦床料层厚度,最终维持二次风温的稳定。
2.7 篦冷机冷却风量控制
熟料从窑头进入篦冷机后需要急冷,避免硅酸三钙分解生成二次游离钙,同时熟料需要通过篦冷机冷却到环境温度加65 ℃的入库温度。
熟料的冷却一部分依靠高温风机拉风,另一部分则依靠篦下冷却风机的鼓风。 针对熟料前端急冷,后端冷却的控制需求,AVEVA APC系统优化控制器对前两台风机的控制策略是在保证V1、V2风机电流不超上限的前提下,最大化V1、V2风机的挡板开度,以在满足风机电流约束的前提下最大化风量,保证急冷效果;而对V3~V7风机则采用卡边优化熟料温度,当熟料温度低于上限时逐级关小风机挡板, 越是后面的风机则关得越多,避免过冷却。
3 AVEVA APC系统优化控制器控制效果
窑系统AVEVA APC系统控制器投用后实现了窑系统的平稳运行,正常工况下完全可以代替操作人员手动操作的目标。 操作人员只需关注异常工况处理,根据工况及时调整被控变量的控制范围即可,AVEVA APC系统在线投运率达到了95%以上。
从图5和表1可以看出, 与手动控制相比,AVEVA APC系统控制器大幅降低了关键变量的波动,提高了生产过程的稳定性,其中分解炉出口温度波动的标准偏差降低了64.6%, 二次风温波动的标准偏差降低了50.2%, 窑头罩负压波动的标准偏差降低了53.8%, 熟料游离钙波动的标准偏差降低了44.1%,可以看出AVEVA APC系统自动控制时窑头罩负压基本被控制在给定的上限,实现了卡边控制。 对二次风温,AVEVA APC系统控制不仅比手动控制波动幅度明显减小,而且平均值也比手动时高出约40~50 ℃,说明AVEVA APC系统控制器可以明显稳定并改善窑况,始终维持良好的烧成热工状态。
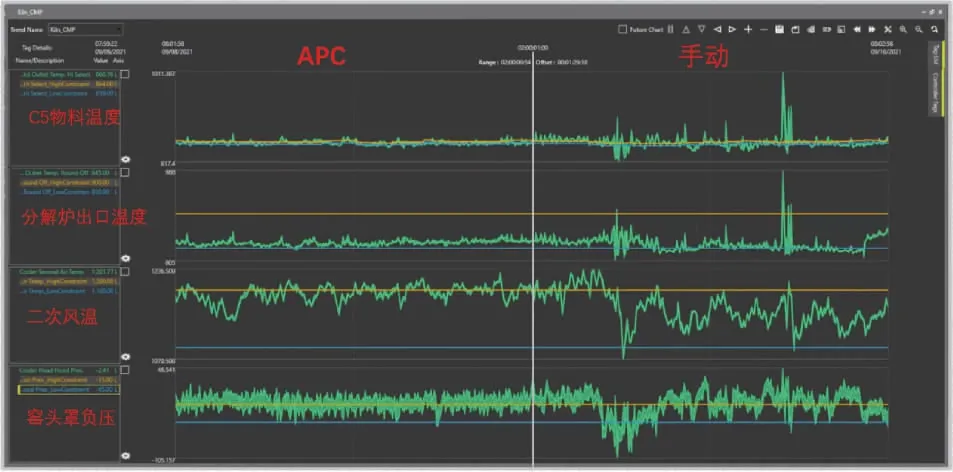
图5 窑关键变量控制效果对比

表1 窑关键变量标准偏差对比数据
除了降低参数波动、稳定工况和熟料质量之外,AVEVA APC系统控制器通过内置的优化模块和优化规则, 卡边控制高温风机和窑头排风机,实现在工况允许的范围内,最小化预热器出口O2、窑尾烟室O2、窑头罩负压(绝对值),避免拉大风造成的热量损失和风机电耗增加;卡边控制熟料温度,最小化末端冷却风机风量,避免过冷却;通过窑工况综合识别,游离钙实时软测量,根据特定的专家规则,主动调节分解炉温度和烧成温度,最大化生料喂料量,避免过烧造成的煤耗增加,从而在稳定工况的基础上还能实现提产降耗。通过手动操作72 h和AVEVA APC系统自动操作72 h的测试标定,水泥窑AVEVA APC控制系统可以降低熟料工序标准煤耗2.22%和熟料工序电耗1.55%。
4 结束语
AVEVA APC系统在陕西某水泥熟料生产线窑系统中的应用表明, 通过实施AVEVA APC系统,可以明显降低操作人员的劳动强度和误操作可能,消除操作人员水平的差异,保持操作的一致性,降低烧成工序关键被控变量的标准差40%~70%,有效提高系统的稳定性,降低熟料煤耗和工序电耗。 同时AVEVA APC系统控制器还可以通过数据接口与能管系统、质量系统等智能工厂子系统联动,作为生产执行层,充分利用各个子系统的重要数据,实现更高层级的闭环控制,从而构成智能工厂整体解决方案的一个子系统。
猜你喜欢
当代作家(2023年8期)2023-10-16 23:20:46
建材发展导向(2022年1期)2022-03-08 01:52:42
右江医学(2018年5期)2018-11-21 11:50:18
新技术新工艺(2018年1期)2018-02-05 02:42:51
饮食科学(2016年11期)2016-12-21 22:32:51
新世纪水泥导报(2016年3期)2016-09-22 03:14:19
建筑材料学报(2014年6期)2014-03-11 17:08:51
建筑材料学报(2014年1期)2014-03-11 17:07:09
水泥技术(2014年4期)2014-02-10 01:36:11
现代检验医学杂志(2014年3期)2014-02-02 02:42:21
