
基于神经网络逆系数的冷连轧厚度与张力解耦控制
2022-09-15 09:14张瑞成商颖
机床与液压 2022年11期
张瑞成,商颖
(华北理工大学电气工程学院,河北唐山 063210)
0 前言
厚度与张力是带钢轧制中十分重要的工艺参数。在带钢冷连轧生产过程中,大张力轧制为其最主要特点,对轧件的精度与质量都有重要影响。当前国内外对厚度与张力系统的主要研究都以厚度与张力的独立控制为主,但是此控制策略没有考虑厚度与张力的耦合,影响了控制精度。近几年,一些学者开始把厚度与张力看作耦合系统,将传统解耦方法和智能解耦方法引进厚度与张力耦合系统中。
文献[4]采用不变性原理对厚度与张力耦合系统解耦,有效降低了厚度与张力的耦合影响;所设计的H鲁棒控制器,很好地解决了建模不精确、参数摄动与外部扰动问题。虽然不变性原理解耦方法原理简单,解耦效果很好,但是它对于模型的精确性要求很高。文献[5-6]应用基于神经网络的PID控制器参数在线整定的智能解耦方法,虽然较PID解耦缩短了模型到达稳态的时间,但其模型抗干扰能力有待提高。
因此,本文作者针对传统解耦方法对模型依赖性强且现有智能解耦方法的模型抗干扰能力和响应速度不高的问题,在原有模型的基础上,将神经网络逆系统解耦方法应用到厚度与张力耦合系统中,以解决以上问题。
1 厚度与张力系统建模与可逆性分析
1.1 系统建模
以冷连轧机中压下量最大和受干扰最多的第1机架为研究对象,探究其入口张力和出口厚度的耦合程度。增量形式的厚度方程为

(1)
式中:为1号机架出口带钢厚度;为轧制力;为前张力;为轧机刚度;为轧件的塑性刚度;为辊缝设定值;Δ为与厚度相对应的扰动,表达式为

(2)
式中:为后张应力。
张应力与张力的关系为
(3)
式中:为带钢宽度;为1号机架入口带钢厚度参考值。
由式(3)知:

(4)
由式(4)可得:
(5)
定义为轧制力相对于张应力的变化系数:
(6)
将式(3)(5)(6)代入式(1)中,可得:

(7)
对式(7)进行拉氏变换可得:

(8)
为1号机架轧辊位置参考,与的近似关系如式(9)所示:
(9)
式中:为表征系统阶跃响应时间的时间常数,文中取0.003 s。
将式(9)代入式(8)中可得辊缝位置与张力两个控制量对厚度变化的影响:

(10)
模型中轧辊转速与前张力之间的参数关系为

(11)
式中:Δ为与张力相对应的扰动,表达式为

(12)
式中:为带钢弹性模量;为机架间距离;为摩擦因数;为带钢硬度。
轧机辊缝和轧辊转速分别由轧机的压下系统和速度调节系统完成,两者可以分别用一个二阶环节来等效,与之对应的传递函数分别为()、()。根据式(1)(2)(11)(12)可得冷轧机第1机架的厚度与张力耦合系统结构如图1所示。
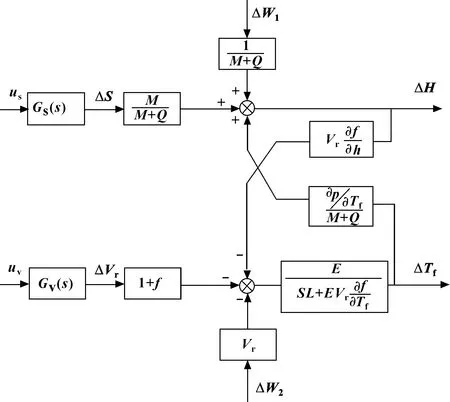
图1 第1机架厚度与张力耦合模型
1.2 系统的可逆性证明
对厚度与张力耦合系统应用神经网络逆系统解耦方法,需先证明此系统的可逆性。由以上模型推导可知,此系统是一个二输入二输出系统,对于多输入多输出系统可以采用Interactor算法证明系统的可逆性。对式(10)(11)进行拉氏变换,可得厚度、张力的动力学关系描述分别为

(13)

(14)


(15)
2 神经网络逆系统设计
2.1 神经网络逆系统解耦原理
根据上述分析可知厚度与张力耦合系统存在逆系统,由神经网络构造的逆系统如图2所示,主要由静态神经网络与积分器组成。通过与原系统串联,等效成两个伪线性子系统,以实现系统输入输出线性化解耦。
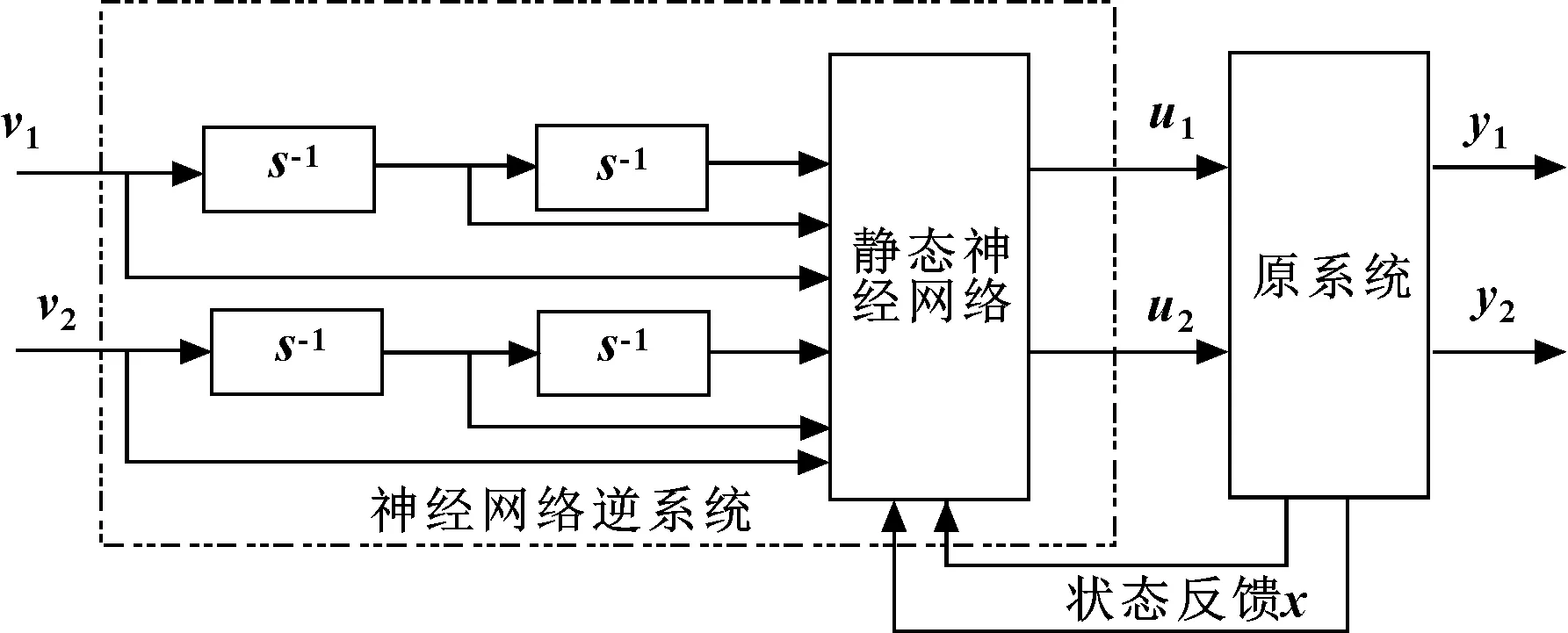
图2 神经网络逆系统结构
2.2 神经网络结构
由于直接求解厚度与张力耦合系统的逆系统存在一定的不精确性及复杂性,根据系统模型求解逆系统有一定不可取性。因神经网络有很好的非线性逼近能力且具有自适应等优点,所以神经网络特别适合求解内部机制复杂问题。BP神经网络具有高度自学习和自适应能力,适用于构造逆系统。该神经网络包含一个输入层、一个隐含层和一个输出层。将厚度张力耦合系统所得出的第1机架期望出口厚度及离线计算后的的一次微分和第1机架期望入口张力及离线计算后的的一次微分作为神经网络的输入,轧机的辊缝和轧辊的转速作为神经网络的输出,隐含层节点数的选取公式为

(16)
其中:为神经网络输入个数;为神经网络输出个数;为常数且≤10。
如图3所示的BP神经网络中,=4、=2,由此可得2<<13,在的范围内通过试凑法最后确定隐含层的节点数为12。
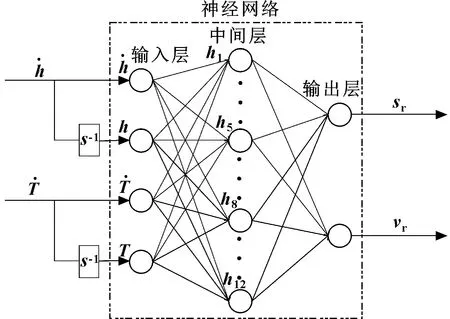
图3 BP神经网络结构
2.3 神经网络逆系统训练
在厚度与张力系统输入端输入采样频率为20 Hz、采样周期为0.1的随机辊缝值和辊速值,分别对输入{,}和输出{,}进行离线采样,记录2 000组数据,离线计算采样样本的导数,用前1 500组数据训练神经网络逆系统,后500组数据测试其学习效果。由训练结果可得网络输出均方根误差达到3×10,神经网络逆系统训练良好。
3 基于粒子群-细菌觅食混合算法的PID控制器设计
由于解耦后的伪线性系统处于开环状态,极不稳定,应对解耦后的系统实现闭环控制,提高系统的稳定性。针对粒子群优化算法(Particle Swarm Optimization,PSO)“认知部分”能力较差、全局最优值搜索极易陷入局部最优的问题,本文作者提出一种粒子群-细菌觅食混合算法。把细菌觅食算法(Bacterial Foraging Optimization,BFO)里的趋向操作引入粒子群优化算法中,先由PSO算法对区域进行全局搜索,记忆个体和群体信息,而局部搜索则由BFO算法进行趋向和聚集等步骤完成。
3.1 混合算法详述
PSO初始化一群随机粒子,所有粒子都有一个被目标函数所确定的适应值、位置和飞行速度,它的位置和飞行速度随自身搜索到的最优解和群体搜索到的最优解动态变化。

(17)

(18)

细菌觅食优化算法是一种仿生随机搜索优化算法,具有对初值和参数选择不敏感、鲁棒性强等优点。
趋向操作指细菌向富营养区域移动的行为。大肠杆菌通过翻转和游动,趋于营养浓度高的地方觅食。细菌的每一步趋向操作可表示为

(19)
式中:(,,)为细菌在经过第次趋向动作、第次繁殖操作以及第次迁徙操作后的位置;()为趋向的方向向量;()为固定步长。对()引入指数函数,以提高搜索过程中的准确性和快速性,改进后的步长为
′()=()·e(-iter,)/
(20)
式中:为算法最大迭代算数;iter,为细菌目前迭代次数。



(21)

(22)
3.2 混合算法流程
混合算法具体步骤为
(1)初始化参数、、、、、、、,为细菌总个数;为搜索空间维度;为趋向操作数;为细菌总数的一半;、、、为PSO随机参数;
(2)利用PSO算法进行全局寻优,记忆个体和群体信息,寻找当前的和并初始化;
(3)细菌翻转寻找局部最优解,根据混合算法的位置和速度更新公式更新细菌动态,评估粒子的适应度函数;
(4)如果适应度大于上一次的值则输出结果,如果小于上一次的值则转向步骤(3)继续运行;
(5)趋向操作循环;
(6)聚集操作循环;
(7)迁移操作循环;
(8)判断是否达到最大迭代次数,如果是,则结束算法运行,否则返回步骤(4)。
为增强控制效果,本文作者在PID控制器参数优化中,运用PSO-BFO混合算法对PID的、、3个参数进行调整。其控制结构如图4所示。
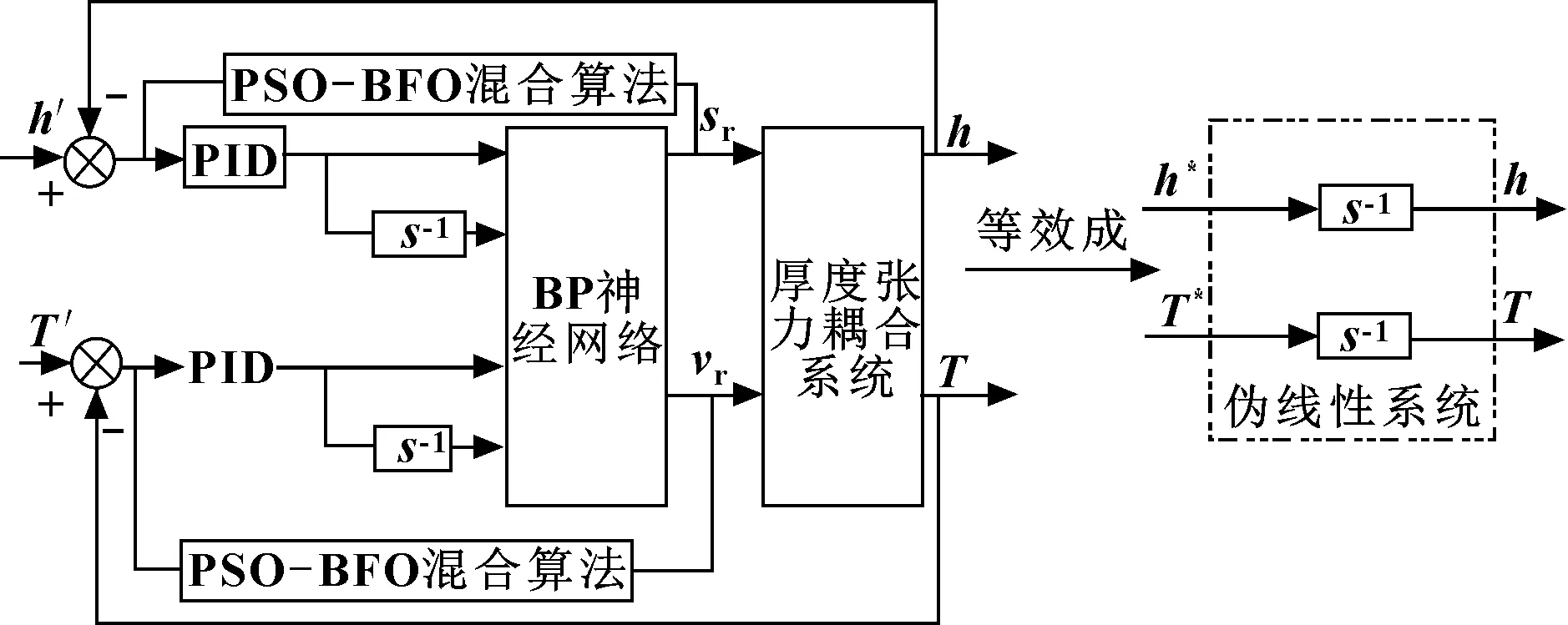
图4 厚度与张力神经网络逆解耦控制系统框图
4 控制系统的仿真
以文献[9]中某钢厂5机架冷连轧机第1机架为例,其主要参数为

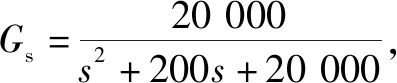
厚度与张力仿真系统采用的传递函数为

()=

()=

()=

4.1 神经网络逆系统解耦效果
每次以给定一个输入且另一个输入为0的方式,判断两个输出间的耦合响应,结果如图5所示。由图5(a)可知:解耦前虽然厚度的设定值为2.55 mm,但响应为2.50 mm,存在误差,厚度变化量引起的张力20 MPa,解耦后厚度响应达到2.55 mm,厚度变化量引起的1号机架入口张力变化1.8 MPa。由图5(b)可知:解耦前102 MPa的张力变化量可使1号机架出口厚度变化0.03 mm,解耦后102 MPa张力变化量引起的厚度变化为1.5×10mm。可见神经网络逆解耦很大程度上减弱了厚度与张力系统的耦合,大大减弱了厚度与张力的相互影响。
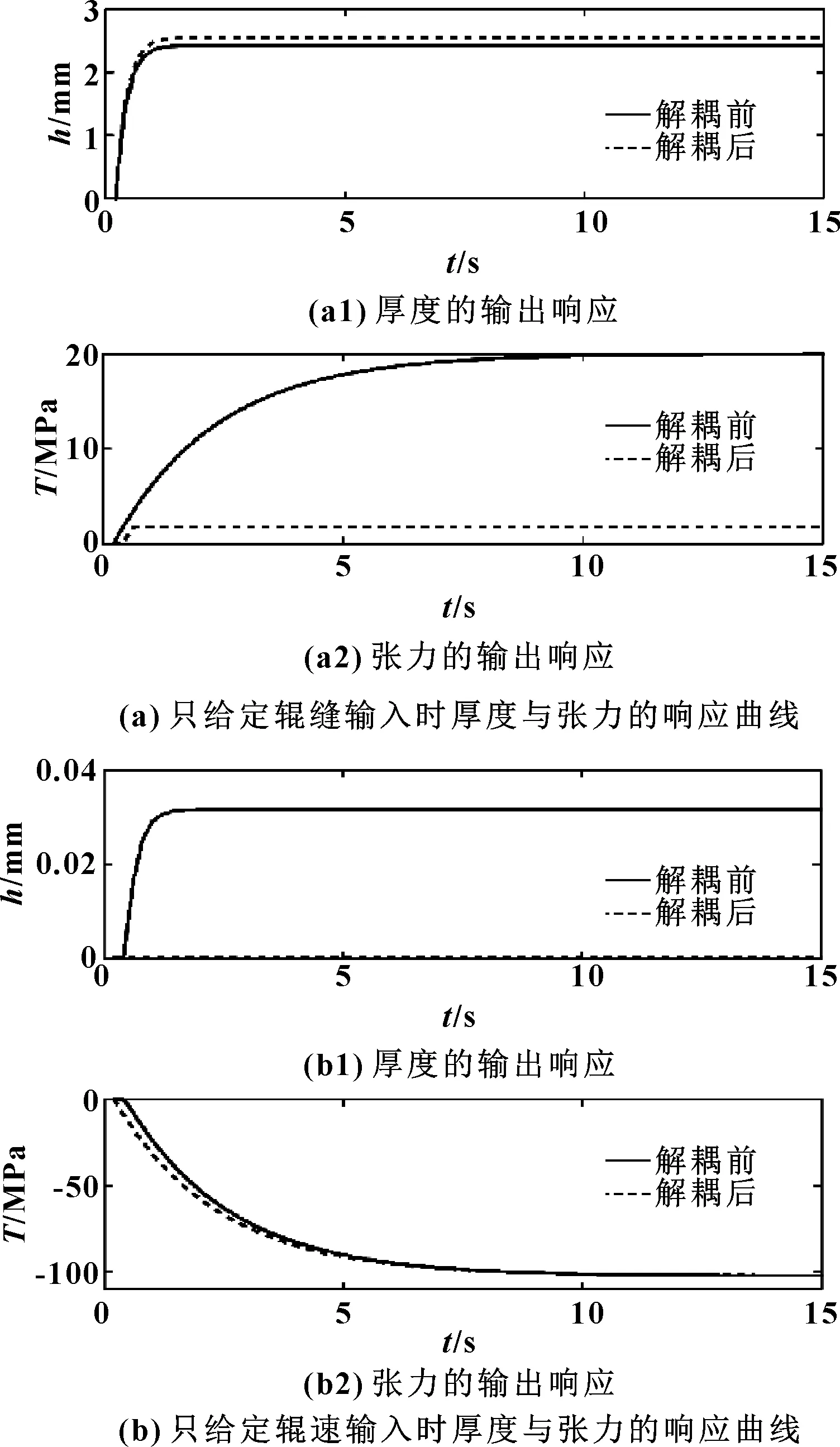
图5 厚度与张力解耦前后耦合程度曲线
4.2 解耦方法对比及结果分析
将基于准对角递归神经网络(Quasi-Diagonal Recurrent Neural Network,QDRNN)的多变量PID解耦控制和基于BP神经网络逆系统的PSO-BFO混合算法优化PID解耦控制分别应用到厚度与张力耦合系统中,并在30~40 s加入幅值为0.5、频率为1.256 rad/s的正弦干扰信号,解耦后的响应曲线如图6所示。可以看出:基于BP神经网络逆系统的PSO-BFO混合算法优化PID解耦控制比基于QDRNN的多变量PID解耦更快达到设定值,且对于施加的相同的正弦扰动信号,基于BP神经网络逆系统的PSO-BFO混合算法优化PID解耦控制,体现了更优的抗干扰能力。
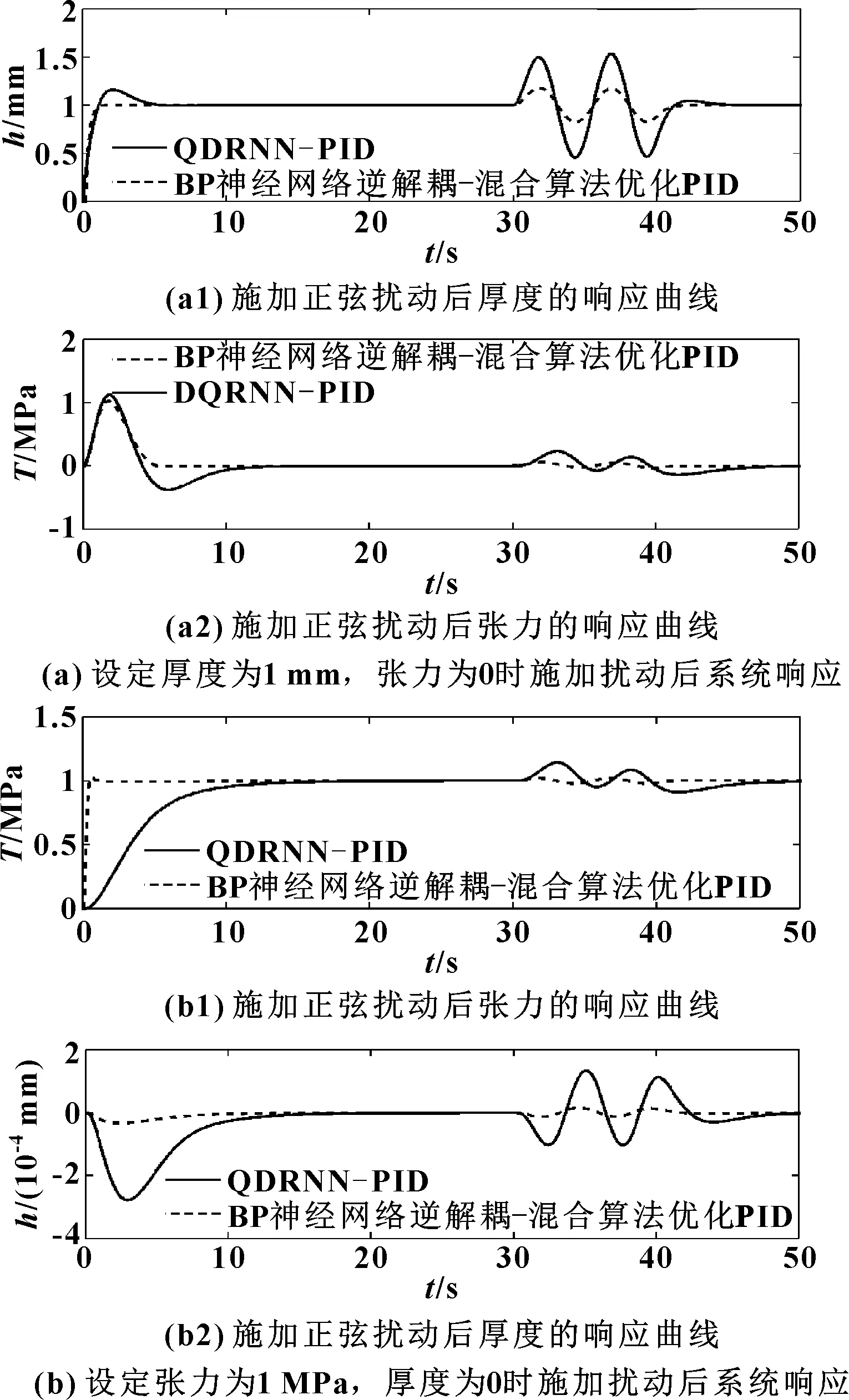
图6 两种解耦方法对比下厚度与张力响应曲线
5 结语
针对冷连轧厚度与张力系统,考虑轧制力相对张应力的变化系数,建立厚度与张力耦合模型。由于直接通过模型求解逆系统存在一定难度且精度不足,可以采用神经网络的非线性逼近能力构造其逆系统,然后对解耦后的开环系统采用PID控制器进行闭环控制。由于传统的PID控制精度低,本文作者采用一种PSO-BFO混合算法对PID参数进行调整。通过仿真可知,所提解耦策略无论是解耦效果、模型响应速度还是抗干扰能力都明显优于基于QDRNN的多变量PID解耦,具有很好的应用前景。
猜你喜欢
中国德育(2022年12期)2022-08-22
中国应急管理科学(2022年2期)2022-05-23
中国典型病例大全(2022年10期)2022-05-10
农业工程学报(2022年4期)2022-04-24
少儿科技(2022年4期)2022-04-14
风能(2020年11期)2020-04-19
VOGUE服饰与美容(2019年6期)2019-07-17
智富时代(2019年3期)2019-04-30
智富时代(2019年3期)2019-04-30
计算机辅助工程(2018年3期)2018-09-17
