
高压水除鳞系统的改进与应用
2022-09-11 01:27侯铁军张洪亮张春雷
设备管理与维修 2022年11期
侯铁军,张洪亮,张春雷,徐 信
(承德建龙特殊钢有限公司 河北省锻造用钢技术创新中心,河北承德 067201)
1 问题
某钢厂棒材生产线高压水除鳞系统于2006 年1 月投产,至今已运行15 年,工艺标准及装备水平逐渐落后,出现传动部件老化、水泵密封面磨损等现象。原工艺设计额定压力25 MPa,适用于普碳钢、优碳钢的使用。随着特钢产品的研发,合金结构钢、钢球钢、轴承钢、非调质钢等比例逐渐增多,尤其是Si、Ni 含量高的钢种(27SiMn、8620H 等)表面氧化铁皮粘附性强,表面铁皮不易与钢坯剥离(图1),主要问题如下:

图1 钢坯除鳞情况
(1)高压水除鳞系统设计额定压力25 MPa,因设备老化,实际最高工作压力22 MPa。
(2)除鳞系统能力不足,常规钢种的出钢温度需要达到1090 ℃,含Si、Ni 高的钢种出钢温度需达到上限1170 ℃才能保证钢坯的除鳞效果,加热炉煤气消耗高,且棒材表面容易二次氧化。
2 除鳞原理
高压水除鳞原理:①利用水的急冷,使氧化铁皮与坯料体产生温差,坯料表面的氧化铁皮龟裂机械脱鳞[1];②靠高压水产生的打击力铲除坯料表面的氧化铁皮。
高压水除鳞系统工作水源压力0.2~0.5 MPa,由进水总阀门至自清洗过滤器,经高位水箱然后通过出口管道分配给各台高压泵。高压泵进水分管经低压蝶阀(选择工作式或非工作状态)及膨胀节(可减少泵及管线振动和噪声)再到高压泵的低压集水器,由于高压泵的往复运动和进、排液阀的开启、闭合,高压管线上的水又受到喷嘴阻力,管线上的水建立压力(可人为设定及控制),因高压泵的液力端装有止回阀,因此高压水只能经高压单向截止阀、高压软管至高压除鳞环,通过喷嘴射向钢坯,以清除钢坯表面氧化层。为了达到最佳效果,在高压管上还安装各种附件,如:蓄能器,能吸收管线高压水的压力脉冲,使高压水更平稳和喷嘴开启及关闭时的水压冲击力,管线上的安全阀可保证额定的工作压力,一旦超压自动排出,既可以保护设备安全又能保证人员安全。
3 新增高压水除鳞系统
新增高压水除鳞系统[2]以解决除鳞效果不佳的问题,主要组成:高压泵站1 个,高压水除鳞装置1 套(压力35 MPa),自清洗过滤器1 台,额定压力35 MPa 的电动往复泵3 台(355 kW 变频电机,二用一备),西门子变频柜3 台(一拖一),西门子PLC柜1 台、受电柜1 台。
3.1 系统流程
净环水→自清洗过滤器→高位水箱→手动蝶阀→高压泵组→高压单向截止阀→除鳞环→喷嘴
3.2 系统参数
除鳞水压:根据高压水除鳞使用数据,确定高压泵额定水压35 MPa。
喷嘴孔径及数量:根据钢坯尺寸及钢种,选用进口喷嘴,孔径2.5 mm,在压力35 MPa 时的单个流量为52.4 L/min,四面除鳞喷嘴数量共计为16 只,水量为838 L/min(50.3 m3/h),喷嘴位置见图2;考滤喷嘴磨损后水量的补偿,选用每台高压泵的流量为30 m3/h,总流量为60 m3/h,高压泵额定压力35 MPa,采用变频调速调节泵的流量、压力。
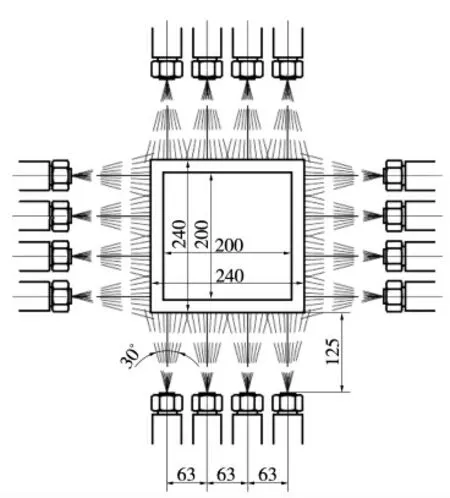
图2 喷嘴布置示意
3.3 除鳞装置
由箱体、除鳞环、防撞导卫、退钢导位、挡水罩等组成,安装在加热炉后辊道上。喷嘴使用进口莱克勒品牌,具有打击力大,使用寿命长等特点。挡水罩进、出口设置双链帘,防止高压水及鳞片飞溅(进口挡水罩长度≥3 m)。除鳞集管和箱体连接要定位,与管道采用法兰软连接,便于拆卸和更换。
(1)除鳞点:1 个。
(2)除鳞方式:四面除鳞。
(3)坯料规格:240 mm×240 mm,200 mm×200 mm,长度9 m。
(4)除鳞线速度:坯料速度0.85~1 m/s。
(5)坯料温度:950~1150 ℃。
(6)钢种材料:优碳钢、合金结构钢、钢球钢、轴承钢、非调质钢、弹簧钢等。
3.4 除鳞方式
利用现有热金属检测仪HMD,安装位置改到除鳞箱前2~3 m处检测坯料位置,将检测信号传送给PLC,通过PLC 控制阀的开、闭,从而实现间断式除鳞。
3.5 能源介质需求
(1)除鳞系统用水:净环水,水压0.2~0.5 MPa,最大用量60 m3/h。
(2)压缩空气压力:0.4~0.6 MPa。
(3)除鳞系统电源:电压380 V/220 V±5%、50 Hz;总装机容量1080 kW。
3.6 电控
主电机采用变频启动,电气控制系统采用PLC 对信号进行联锁控制,主电机与油泵电机、风扇电机、压力开关、油温开关联锁,并与管道上的压力开关、阀门限位开关、热金属检测器、水箱液位计及二位三通电磁阀联锁。
(1)允许启动高压泵条件:进、出口阀门上限到打开,油泵电机工作正常,油压正常,进口水压力正常,二位三通电磁阀不得电,水箱液位低不报警。
(2)在以下情况下报警:进口水压及润滑油压力<0.2 MPa,泵的出口压力>35 MPa,泵的油温>75 ℃,水箱液位低。
(3)在以下情况下自动停车:进口水压及润滑油压力<0.15 MPa时延时15 s,泵的出口压力>36 MPa,泵和减速机的油温≥80 ℃时,水箱缺水。
3.7 系统节能措施
通过安装在除鳞水泵液力端的气缸开、闭实现除鳞系统间歇性提供高压水,在不除鳞时气缸打开,水泵处于10 Hz 的低频空负荷运转,不仅不消耗水,还能节电节能。
4 投用效果
(1)新除鳞系统使用后,系统最高使用压力可达到35 MPa(原最高使用压力22 MPa)。
(2)钢坯除鳞效果明显改善:含Cr、Si、Ni 的特殊钢种除鳞完全、效果明显改善(8620H、30CrMnSiA 等),除鳞效果见图3;据统计,2021 年1—7 月因钢坯除鳞不净造成棒材产生麻面的修磨量为零。

图3 新除鳞系统使用后钢坯除鳞效果
(3)钢坯出炉温度降低:常规钢种的出钢温度降到1050 ℃左右,比改造前降低30 ℃,节省煤气,减少氧化烧损。
(4)节能效果:改进后的系统在不除鳞时,安装在水泵液力端的气缸打开,水泵处于10 Hz 的低频运转,实现除鳞水零消耗,节电节能。
猜你喜欢
新疆有色金属(2022年1期)2022-03-22
天然气与石油(2020年5期)2020-11-11
大型铸锻件(2020年5期)2020-09-15
农家科技下旬刊(2020年3期)2020-05-13
中国金属通报(2019年5期)2019-07-11
汽车与新动力(2019年1期)2019-04-23
鞍钢技术(2018年2期)2018-12-31
安徽冶金科技职业学院学报(2018年4期)2018-11-28
科学中国人(2016年32期)2016-07-16
山东工业技术(2014年12期)2014-05-03
