
M701F 燃气轮机透平转子轮盘间隙温度优化方案
2022-09-11 01:27后小军冯冠军陈晓辉
设备管理与维修 2022年11期
后小军,冯冠军,陈晓辉
(深圳能源集团股份有限公司东部电厂,广东深圳 518120)
0 引言
燃气轮机作为一种重要的动力设备,提高燃机进气温度对于提升燃气的功率和效率有着非常重要的现实意义。但是提高燃机进气温度往往受到透平材料耐热性的限制,因此必须采取有效的冷却技术,降低燃气轮机透平温度。F 级燃气轮机透平初温已接近1400 ℃,因此对透平设备的冷却显得尤为重要。
1 燃机透平轮盘冷却原理介绍及分析
三菱M701F3 型机组设置了三级抽气来冷却透平轮盘,分别从压气机6 级、11 级、14 级抽气,按照压力及温度匹配原则,分别冷却透平4 级、3 级、2 级透平轮盘(图1)。压气机及透平每一级叶片的压力与大气温度有密切关系,由于大气温度是变化的,深圳冬季和夏季最大温差达30 ℃,因此对燃机压气机和透平压力也随着大气温度而变化。

图1 燃机透平静叶冷却空气流程
以高压抽气为例,压气机14 级高压抽气经过一个节流孔,该抽气节流孔的设计直径是118 mm,节流孔的大小影响进入透平轮盘冷却空气的压力及流量。冷却空气经过节流孔节流后,先从透平二级静叶顶部进入,再从根部流出后冷却透平静叶。从透平静叶流出的冷却空气进入静叶保持环,然后冷却空气进入透平一级和二级轮盘腔室,该腔室内充满了冷却空气,该冷却空气最后通过透平动静叶之间的间隙流入热通道与主流道气体,起到密封轮盘腔室的作用,防止主流道高温气体进入轮盘腔室(图2)。

图2 透平二级轮盘冷却空气流程
2 燃机透平轮盘间隙温度异常现象
透平轮盘间隙温度随着燃机负荷及大气温度变化而变化,目前三菱M701F-3 燃机轮盘间隙温度报警逻辑设置如下:
(1)2 级轮盘间隙温度平均值>460 ℃,报警发出。
(2)3 级轮盘间隙温度平均值>460 ℃,报警发出。
(3)4 级轮盘间隙温度平均值>460 ℃,报警发出。
(4)4 级轮盘间隙下游侧温度>410 ℃,报警发出。
根据机组日常运行的经验,三菱M701F-3 型燃机在每个C修周期内都会出现一到两次二级轮盘间隙温度高的现象,轮盘间隙温度超过460 ℃,TCS 系统频繁报警。透平轮盘间隙温度过高,对燃机转子基体损伤加大,因此需要尽快处理。
3 原因分析
压气机及透平每一级叶片的压力与大气温度有密切关系,由于大气温度是变化的,因此对燃机压气机和透平压力也随着大气温度而变化。在大气温度较低时,透平高温气流通过侧和冷却空气侧的压差会变小,压气机抽气空气压力与透平叶片空气之间的压差会变小,导致压力逆转可能导致热气流逆流,从而使#2DCT 出现温度高的问题。三菱厂家提供的曲线如图3 所示。

图3 不同大气温度下压气机和透平压力曲线
4 解决方案
4.1 节流孔扩孔解决方案
一般解决燃机2 号轮盘间隙温度高的办法就是将高压抽气的节流孔扩孔,以增加进入透平冷却空气的压力,保证冷却空气压力高于透平热通道气流压力,防止出现压力逆转导致的热气流泄漏进入轮盘腔室(图4)。三菱厂家目前的节流孔设计值是118 mm,每次扩孔2 mm 到8 mm 就可以解决问题。但是该方法有两个缺陷:①比较消耗时间,对节流孔扩孔整个流程走下来需要2 d 时间;②燃机运行时出现温度过高或者过低时无法及时进行调整,在停机后才可以调整。因此无法及时消除缺陷,对机组安全经济运行造成影响。

图4 节流孔扩孔解决方案
4.2 可调节冷却空气压力解决方案
将节流孔恢复到设计值,与节流孔并联一个小管道,用手动阀来调节开度,在轮盘间隙温度高时将阀门开大,增加冷却空气流量,在轮盘温度低时将阀门开小,减少冷却空气流量,可以做到实时调节,控制透平轮盘间隙温度在合理范围内(图5)。
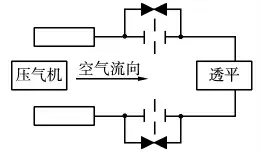
图5 可调节冷却空气解决方案
4.3 具体实施方案:
4.3.1 阀门尺寸选型
为了可以更好地控制透平轮盘间隙温度在合格范围内,选择可调节冷却空气解决方案处理该缺陷。根据几次的扩孔经验,进行扩孔后DCT 温度升降值见表1,三菱节流孔设计值是118 mm,三台机组目前都进行了扩孔。

表1 通流面积对应透平轮盘间隙温度下降值
根据目前的扩孔数据,如果出现DCT 温度高,节流孔一般扩孔到130 mm 就可以基本满足所有运行条件下DCT 温度不超限,从118 mm 扩孔到130 mm 通流面积增大3.14×(65×65-59×59)=2336 mm2。因此要跟节流孔并联的手动阀阀全开时的通流面积需大于等于2336 mm2,该流通面积对应的旁路阀全开时最大通流直径约为:
由于加装旁路阀对流体存在压力损耗现象,实际阀门直径要大于54 mm,根据阀门通用标准,本次选用阀门直径为2.5 英寸的阀门,可满足运行工况。在出现超温后及时调整,将透平轮盘温度控制在合格范围内。
4.3.2 安装实施方案
(1)材料规格确认主管尺寸为直径270 mm,壁厚10 mm,主管道材料为20G。新增管道尺寸为直径76 mm,壁厚8 mm,材料为15CrMo。
(2)开孔位置确认在节流孔法兰两端,保证空间位置无遮挡,具体开孔位置如图6 所示。

图6 节流孔并联阀门管道安装示意
(3)开孔及对口尺寸如图7 所示,先用火焰切割50 mm 直径的孔洞,再采用机械打磨的方式扩孔。

图7 主管开孔及焊接对口尺寸
(4)焊接方案采用氩弧焊打底+填充方式焊接。焊丝采用J50,直径2.5 mm 和3.2 mm。焊前预热150~200 ℃,采用火焰加热方式预热,预热时间不少于20 min。
(5)焊后检验。焊接完成且24 h 后进行无损检测,角焊缝进行PT/MT 检测,对接焊缝进行射线检测+PT/MT检测。
5 技术改造效益
该项目于2019 年4 月份完成改造。在2019 年6 月份出现轮盘间隙温度高的缺陷,出现该缺陷后,现场技术人员可通过调节手动阀来控制温度(图8、图9)。从图中可以看出,经过调整操作后可将温度控制在460 ℃以下,解决了改造前透平轮盘超温后无法在线处理的缺陷。

图8 调整前轮盘间隙温度

图9 调整后轮盘间隙温度
6 总结
燃气轮机透平轮盘间隙温度影响转子轮盘的寿命,必须将温度控制在合理范围内。目前三菱M701F-3 型燃机轮盘冷却空气设计使用了节流孔来调整冷却空气流量和压力,无法做到实时调整,影响机组运行的安全性和经济性。某电厂1#机组经过技术改造,增加了轮盘间隙温度在线实时调整功能。在温度过高时开大阀门,增加冷却空气流量,降低轮盘间隙温度。在温度过低时关小阀门,防止冷却空气过量,影响燃机联合循环效率,将温度控制在合理范围之内。
猜你喜欢
大电机技术(2022年4期)2022-08-30
中国饲料(2022年5期)2022-04-26
煤气与热力(2021年6期)2021-07-28
科技视界(2021年4期)2021-04-13
航空动力(2019年6期)2019-12-24
疯狂英语·新悦读(2019年5期)2019-05-15
航空发动机(2018年2期)2018-06-20
智族GQ(2018年1期)2018-05-14
科学导报(2017年43期)2017-07-09
电子制作(2016年19期)2016-08-24
