手持激光填丝焊接技术修复超高压输电线路金具的工艺研究
2022-09-01 01:52郑三毛刘东甲
材料研究与应用 2022年4期
郑三毛,刘东甲
(中国南方电网有限责任公司超高压输电公司昆明局,云南昆明 650217)
随着激光器制造技术及焊接枪头制造水平的进步,激光焊接技术在过去几十年发展迅速,在工业领域取得了长足的发展,在部分行业激光焊接逐步取代传统的电弧焊接工艺,其优良的焊接质量及高效率越来越受到重视[1-3]。近两年来,手持激光焊接设备取得较大的进展,在工业中取得广泛的应用[4]。手持激光焊接设备结构简单、操作较为方便,且在焊接时不需要复杂的夹具及设置,具有相当的灵活性[5],焊接过程中产生的弧光、烟尘、飞溅等相比较于电弧焊较少,使得工业领域对手持激光焊接设备的接受程度大幅度增长。
超高压输电线路使用的金具一般由板形、杆形、环形各类形状的部件组成,由于在服役过程中受外力破坏、自然侵蚀等,金具不可避免地出现损坏甚至失效[6-8]。目前,采用焊接修复技术实现现场修复可减少更换零部件的数量,然而修复过程中需要高空作业,而且受环境、天气、地形、电磁等因素干扰影响大,传统的电弧修复易出现氧化、气孔、热裂纹等问题。因此,为进一步提高输电金具的修复水平,拟选用手持激光焊接修复的方法来替代电弧焊修复。本文针对铝合金金具,采用手持激光焊接修复的方法进行激光焊接修复,对焊接修复工艺及修复接头的各项性能进行了研究,为手持激光焊接修复用于超高压输电线路的铝合金金具打下基础。
1 实验部分
1.1 实验设备
用于实验研究的手持激光焊接设备由激光器、水冷机、手持焊枪、控制系统、送丝机等部件组成。激光器为光纤激光器,其输出最大功率为1.5 kW、波长为1070 nm;手持激光头准直焦距为100 mm、聚焦焦距为150 mm,传输光纤芯径为200 μm。手持激光焊接设备如图1 所示。

图1 手持激光焊接设备Figure 1 Hand-held laser welding equipment
1.2 实验材料
实验母材为1050A 铝合金金具,选用直径1.2 mm 的4043 铝合金焊丝作为填充材料,母材及焊丝成分分别列于表1 和表2。

表1 母材组成成分Table 1 Chemical composition of base metal

表2 焊丝组成成分Table 2 Chemical composition of wire
1.3 实验方法
为了模拟待修复的缺陷,首先对铝合金金具开具宽2 mm、深2 mm 的坡口,然后对坡口进行单道激光填丝焊接修复。焊前用钢丝刷去除母材表面的氧化膜,并用酒精清除表面油污。焊后沿垂直于焊缝方向制备拉伸试样,拉伸试样尺寸如图2 所示。

图2 拉伸试样形状及尺寸Figure 2 Dimension of tensile specimen
采用GP-TS2000M 型拉伸机对接头进行拉伸测试,采用FD-101 型数字便携式涡流导电仪对焊接接头进行电导率测试。
2 结果与分析
2.1 工艺参数对修复效果的影响
2.1.1 光束摆动方式对修复的影响
通过振镜的摆动可实现激光光束多模式摆动,实验研究了在其他参数不变的情况下,光束四种摆动模式对铝合金材料修复表面的影响,结果如图3所示。从图3 可见,四种摆动模式分别是其中“—”这种摆动模式获得的焊缝形貌效果较好,故在后续实验研究中光束采用此种摆动方式。

图3 光束摆动模式对接头成形的影响Figure 3 Effect of beam swing mode on joint formation
2.1.2 工艺参数对修复效果的影响
表3 为焊接工艺参数,采用表3 的实验参数进行工艺实验研究,实验结果如图4 所示。从图4 可见:在合适的工艺范围内,线性修补能够实现细小裂纹类线性缺口的一次性修复,且修复效果显著;随着激光功率的增加及摆动宽度增加,修复表面更为饱满,修复效率提高,成形美观。

表3 焊接工艺参数Table 3 Laser welding process parameters
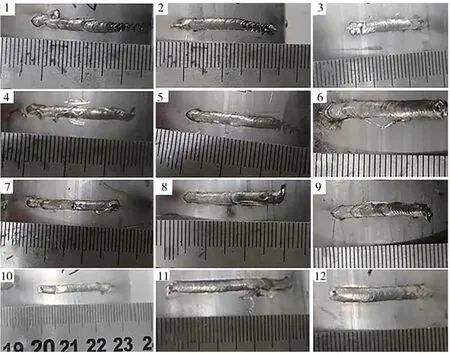
图4 实验结果Figure 4 Test results
2.2 对焊接接头性能的影响
2.2.1 拉伸性能
对所制备的焊接修复接头进行拉伸性能实验(图5),并且与母材(13 号)的拉伸性能进行对比,测试结果列于表4。从表4 的结果可以看出:1、11 号试样的断裂位置在焊接接头处,其余试样的断裂位置为母材处,表明手持激光焊接修复工艺获得的堆焊接头的抗拉性能不低于母材;在较大的抗拉强度参数范围内,修复件的抗拉性能均好于母材,这也表明了手持激光焊接工艺的适用性及实用性。随后对断裂位置为焊缝的试样进行观察,发现接头存在气孔,这导致了接头抗拉强度的下降。

图5 拉伸测试实验Figure 5 Tensile tests
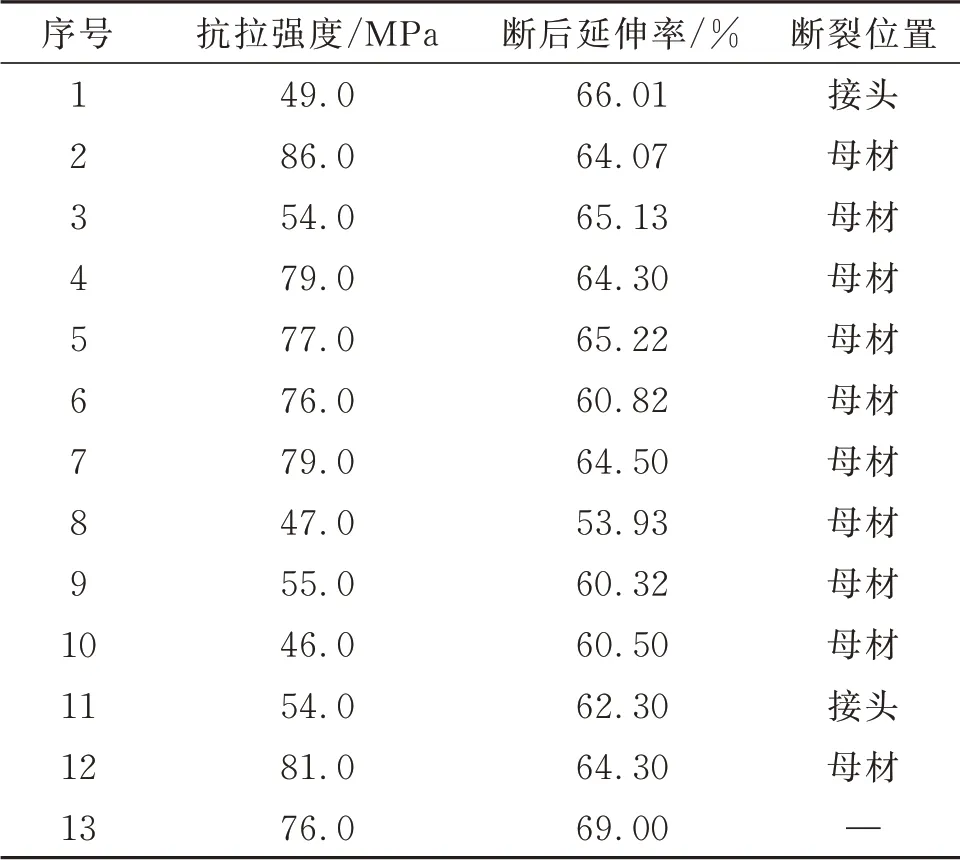
表4 试样力学性能检测结果Table 4 Tensile test results
2.2.2 导电性
对采用手持激光填丝焊接工艺修复的接头进行导电性测试,选择2、4、7 和12 试样进行测试,利用数字便携式涡流导电仪进行电导率测试,在焊缝测试3 点,在焊缝两端的母材各测试2 点,结果列于表5。由表5 可知,母材的导电率为30.29 Ms∙m−1,而焊缝处的导电率为22.67—26.93 Ms∙m−1,其最大导电率为母材的89.43%。
2.2.3 显微硬度及金相组织
对2 号试样进行维氏显微硬度测试,分别在上、中、下三层进行测试,在载荷为0.05 kg、加载时间为10 s 的条件下,最后测量结果如图6 所示。图6 可以看出,修复层硬度高于原始母材,修复层从上到下显微硬度逐渐降低。

表5 导电性能测试结果Table 5 Electrical conductivity test results

图6 显微硬度测试结果Figure 6 Microhardness test results
为进一步分析试样修复层的硬度,对2 号试样进行了金相分析,不同区域的金相组织如图7 所示。从图7 可见,修复层存在多道次组织特征,焊缝中间的晶粒比较细,靠近母材处晶粒较大,这与接头处硬度的波动相对应。这是因为修复过程中采用的是光束摆动模式,材料因此受到多次热循环的影响。
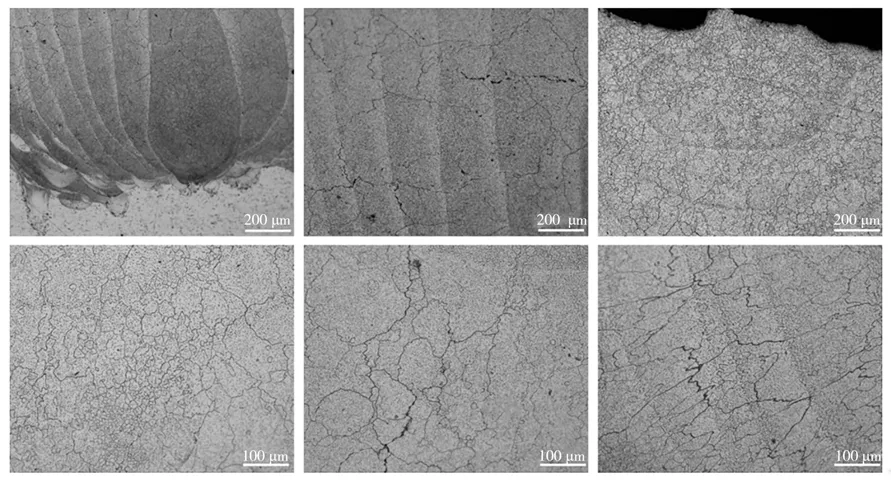
图7 2 号试样不同位置的金相组织Figure 7 Metallographic structure of sample #2 at different locations
3 结论
采用手持激光焊接技术,在合适的工艺范围内能够一次性对细小裂纹类线性缺口进行修复。修复层表面饱满,成形美观。手持激光填丝焊接修复接头的抗拉强度不低于母材,导电性可以达到母材的89.43%。研究结果表明,采用手持激光填丝焊接有望实现输电线路中铝合金金具的修复工作。
猜你喜欢
科学技术创新(2022年31期)2022-10-27
焊接学报(2022年7期)2022-09-14
房地产导刊(2022年5期)2022-06-01
建材发展导向(2022年6期)2022-04-18
钣金与制作(2022年1期)2022-03-08
舰船科学技术(2021年12期)2021-03-29
建材发展导向(2021年23期)2021-03-08
理论与创新(2020年11期)2020-07-26
名城绘(2018年12期)2018-10-21
活力(2009年11期)2009-11-16