高校实验教学用数控电解加工设备研制
2022-08-31 02:24徐波李庆铁赵彻周叙荣徐红丽吴振彤
科技创新导报 2022年7期
徐波 李庆铁 赵彻 周叙荣 徐红丽 吴振彤
(1.江苏省高校特种加工重点实验室常州工学院江苏常州 213002;2.上海蓝长科技集团有限公司上海 200072;3.常州莫凯精工机械有限公司江苏常州 213000)
自20世纪50年代起,我国电解加工设备便开启了发展之路,特别是20 世纪80、90年代,在引进、吸收消化、创新的模式下,国产成套电解设备曾一度可与发达国家同类产品相媲美。但受限于电子元器件、设备成本、加工稳定性和环境条件等因素,电解加工的使用范围并未得到普及,只在军工、民航制造业有少许使用。不过,对电解加工的设备研制和成型精度的控制却从未间断过[1],发展至今,国内科研院所、高校和企业已经研制出精密电解加工机床,其加工过程稳定性好、产品一致性高,越来越在复杂形状、难加工材料类零部件的制造工艺中得到青睐[2]。
实验教学用电解加工机床是基于电化学阳极溶解原理进行金属的去除,其主要用于《特种加工》《先进制造技术》等课程的实践教学,用于向学生展示峰值电压、脉冲频率、占空比、电解液压力、电解液温度、电导率等参数对电解加工去除速度、成型精度和表面质量的影响结果[3-4]。
1 实验教学用数控电解加工机床的构成
实验教学用数控电解加工机床由数控电解机床本体、电解液系统、电源系统3个部分构成。机床本体的主要作用是保证工具阴极和工件阳极沿着既定的轨迹相对运动;电源系统是在两级之间加载直流或脉冲电压,保证电化学加工所需电能;电解液系统是为反应过程提供压力、温度、电导率等参数稳定的纯净加工介质。图1为实验教学用数控电解加工成套设备。

图1 实验教学用数控电解加工成套设备
1.1 电解加工机床本体
机床本体分为机床主轴、机床工作台、机床床身3个主要部分。电解加工对床身要求很高,由于加工中电解液压力较大,床身需有足够的刚性和硬度保证工件和工具阴极不发生错位;床身还需具备良较小的热胀冷缩系数和良好的绝缘性[3],通过多方比较后,床身采用矿物质浇注方式,能很好地将工作台、主轴、地面三者绝缘开。电解加工机床本体为单轴运动型,即只有Z轴能上、下运动,Z轴由伺服电机通过无间隙联轴器带动滚珠丝杠副获得快速移动和进给运动,滚珠丝杠螺母副具备良好的重复定位精度,保证工件和工具阴极在相对运动时定位准确。电解液往往具有一定的腐蚀性,机床中所有与电解液接触到的零部件都需考虑防腐性,因此,主轴的外壳和防尘罩、整个工作台、防护罩都采用316 L 不锈钢材质。另外,在防护罩的顶部,设有电解液的接入口、铜带缆线的接头、排风口,如图2(a)所示。
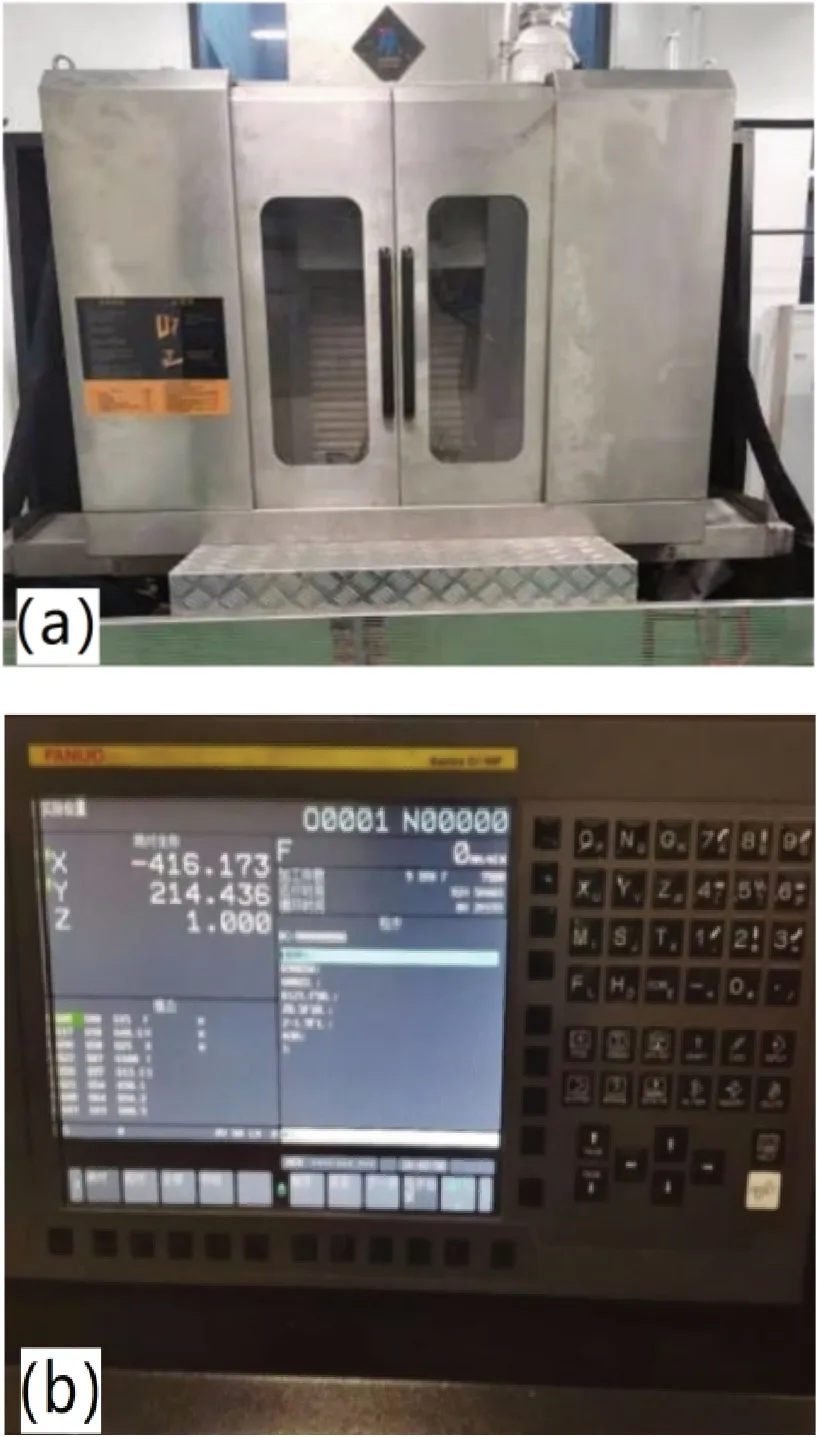
图2 数控电解加工机床
机床的控制系统为常见开放式数控系统,如图2(b)所示,由伺服系统及可编程序控制器向机床主轴等执行机构发出指令,机床主体在检测反馈装置的配合下,执行刀具相对于工件的运动轨迹、位移量和进给速度等项要求实现自动控制,从而完成工件的加工[4]。电解加工过程中往往会有短路等突发情况,需要系统有较快的响应速度,能暂停进给或者产生回退,因此,在加工电路中设有电流检测装置,当电流超过限定值时,能给数控系统发送暂停指令,待电流降至安全值以下时,则继续加工,其原理如图3所示。
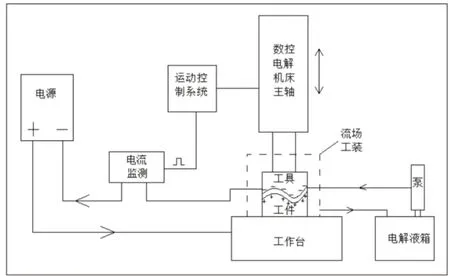
图3 电流监测控制原理图
1.2 电源系统
加工电源是电解加工设备的核心部件,其输出电流的大小决定了机床本体和电解液系统的规格,电源输出波形、峰值电压、脉冲波形、短路保护功能决定了成型精度、表面质量和加工稳定性等[5]。短路保护系统是电解加工电源的重要保护部分,不仅保护电源自身,还在短路时保护工件和阴极。本实验教学设备配备的电源如图4所示,输入电压380V,输出电压10~30V,输出最大电流2000A。学生实验用工件面积在30mm2以下,直流电源可以满足试验要求。

图4 电解加工电源
1.3 电解液系统
电解液的作用不仅是工件阳极和工具阴极进行电化学反应的媒介,还能将加工区域的温度及电解液的精度调整为正常加工的状态,电解液系统是加工中必不可少的组成设备,即能实现电解实验中压力、温度、电导率、pH值等参数的调节。
本装置所采用电解液系统是根据实验需求自主研发,实物如图5 所示,其包括除油池、周转池、调节池、过滤池、净水池等。过滤分为粗过滤和精过滤,废液从机床排液口流向除油池,除去电解液中油性物质及大颗粒杂质[6],经粗滤后流向周转池;调节池备有多个药箱,可进行酸碱度、电导率和质量分数调节。满足使用要求后,调节池的电解液流向精过滤,精过滤采用核孔膜吸附法,通过负压抽吸将大于0.5μm 的颗粒物吸附在膜上,即可得到纯净的电解液存放于净水池,以备加工使用,后期定时刮落核孔膜表面的电解泥,由泵抽至压滤机清除即可,其控制及运行过程如图6所示。
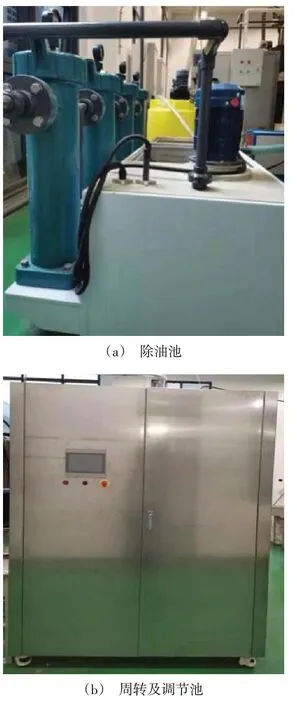
图5 电解液循环系统实物图
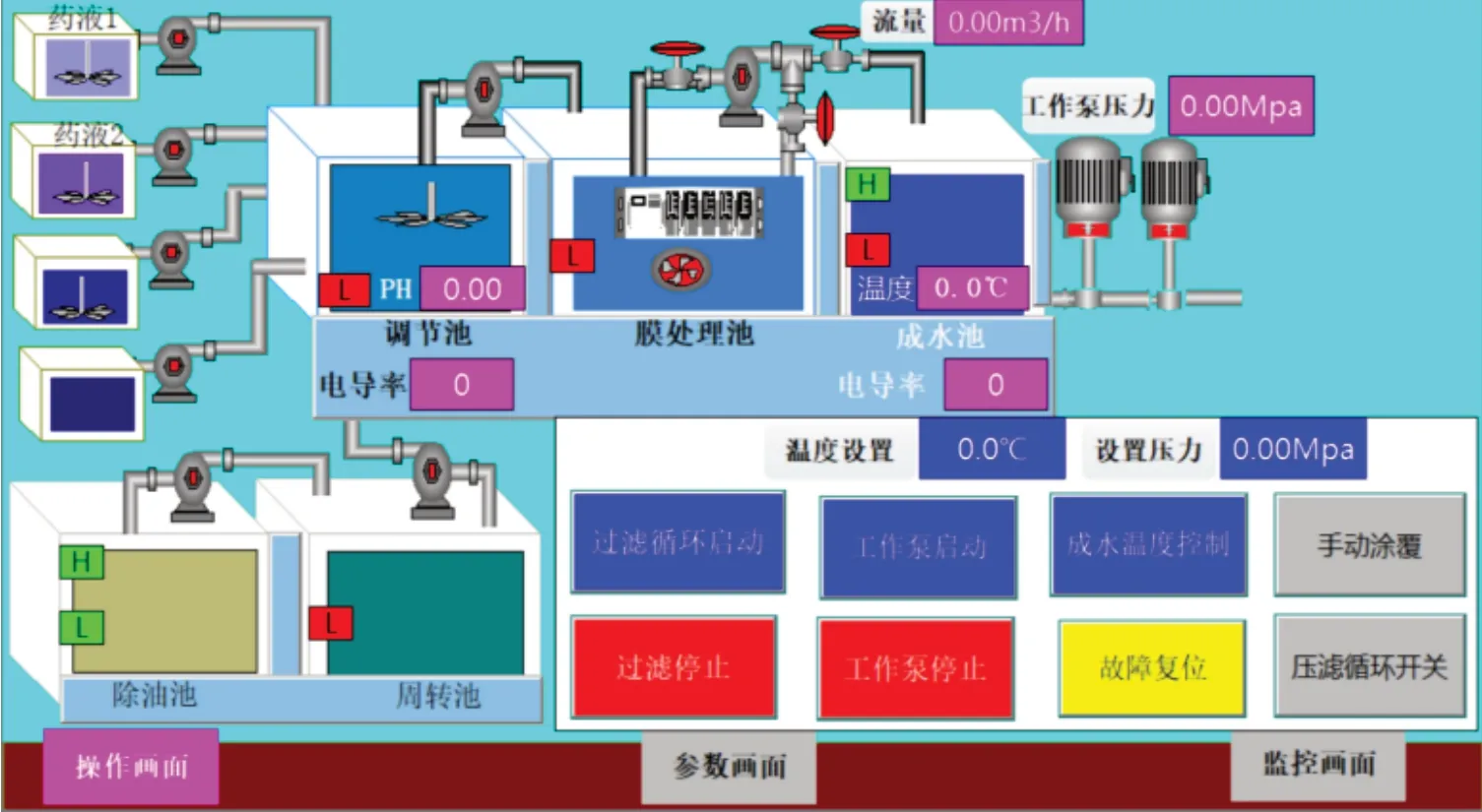
图6 控制系统页面
2 电解加工机床的教学实验
学生在学习了《特种加工》《先进制造技术》等电化学加工相关课程的基础上,进入实验室进行实验课程学习,下面以单个叶片的电解加工为例示范实验过程[7]。
2.1 实验准备
毛坯的准备:实验加工对象材料为304 不锈钢长方体块,如图7(a)中装夹在底板上的长方体块。工装夹具准备:夹具由4 个部分构成,分别为夹具上座、底板、定位板、紧固件。工具电极的准备:叶盆与叶背待加工余量分别为14.19mm、14.80mm,工具电极分为叶盆电极和叶背电极,如图7(b)和图7(c)所示。流场防护罩如图7(d)所示,其包括电解液出入口、流道和工具阴极入口通道等。整个工装如图7(e)所示:工具阴极装夹于机床主轴,并与电源负极相连,工件安装于底板,并与电源正极相连,底板安装于机床工作台,在底板外围还安装有流场防护罩,保证工件和工具阴极之间电解液高速流过。
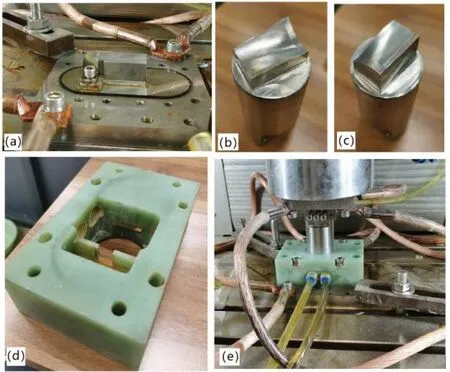
图7 叶片电解加工用工装部件及组装图
2.2 实验过程及结果
此电解加工机床编程比较简单,对刀后找到阴极和毛坯工件相对位置,只需在加工软件中输入阴极行走的绝对坐标即可。其他试验参数则如表1所示。
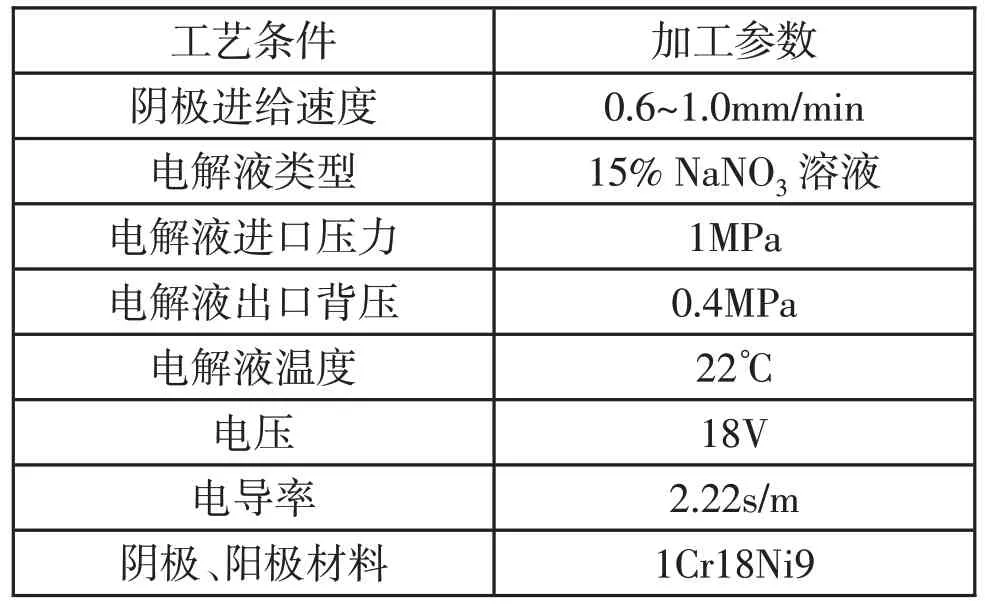
表1 叶片电解加工试验条件
本实验先加工叶片叶盆,再加工叶背,初始加工间隙为0.5mm,试验中记录加工不同深度时电流值。试验过程中出现数次短路现象,每次短路时控制系统则暂停主轴进给,切断加工电流,同时,工具阴极回退一定距离,使得工具阴极与工件分离开,然后重新加载电解电压,再次开始加工,直至将工件加工完毕,其加工结果如图8所示。
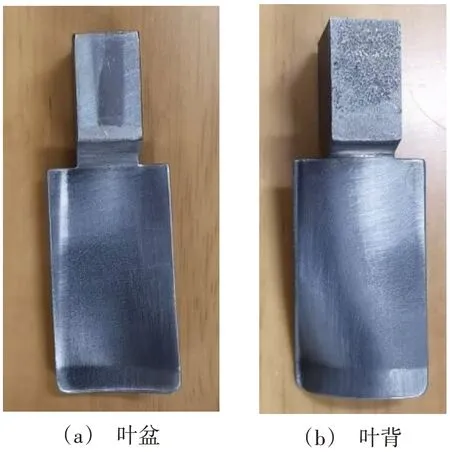
图8 电解加工所得叶片
用三坐标测量机测量了叶片、叶身、叶根3条截面线。由于叶片型面小且扭曲,小型探针无法测量到位,故采用较长的探针进行测量,在叶片竖直放置时,在同一等高截面线上叶盘、叶背和叶圆各取一个点进行测量,共6道检测等高线,结果如表2所示。
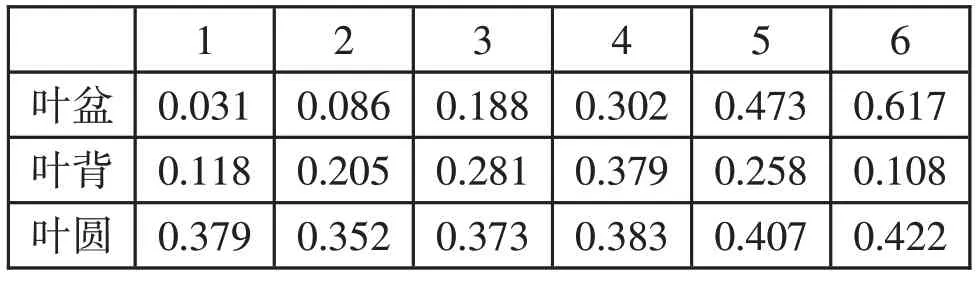
表2 叶片加工余量测量(单位:mm)
叶片的型面误差在0.031~0.473mm 之间,可见总体粗加工误差在0.5mm范围以内。使用奥林巴斯超景深工业显微镜对加工试件的表面粗糙度进行检测,结果显示,叶背的表面粗糙度值为Ra0.08μm,叶盆的粗糙度结果为Ra0.3μm。由此可见,本套装备适用于实验教学[8]。
3 结语
数控电解加工设备包括数控电解加工机床本体、电解加工电源、电解液系统等,有助于提高学生的实践能力,可服务于高校先进制造技术专业相关课程的实验教学和研究生的课题试验。该设备功能齐全,可靠性高,对培养“卓越工程师”和构建应用型地方高校实验室具有重要意义。
猜你喜欢
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
山东冶金(2019年5期)2019-11-16
山东冶金(2018年6期)2019-01-28
电子制作(2018年12期)2018-08-01
制造技术与机床(2017年12期)2017-02-02
电源技术(2016年2期)2016-02-27
中国资源综合利用(2016年7期)2016-02-03
电源技术(2015年9期)2015-06-05
电源技术(2015年9期)2015-06-05