
基于遗传算法的门板成型生产线平衡优化及其试验
2022-08-31 03:47贾江鸣郭丽兵陈建能武传宇
制造业自动化 2022年7期
贾江鸣,郭丽兵,陈建能,武传宇
(浙江理工大学 机械与自动控制学院,杭州 310018)
0 引言
生产线平衡优化的本质就是解决具有优先顺序的工序的排序问题。目前,门板成型过程中生产线的平衡及设计基本只依赖于生产技术人员的个人经验[1]。但是,这种由生产技术人员依靠个人经验设计的工序流程排序方案,其生产线平衡率往往较低,难以达到生产线的最大产能[2]。
得益于现代优化算法的不断发展,很多工业制造领域的优化问题得到解决。不过目前优化算法主要被广泛应用于纺织加工、汽车装配、路径优化等领域,针对门板成型生产线的平衡研究较少[3,4]。遗传算法(Genetic Algorithm,GA)作为一种高效的现代优化算法,已被成功地应用到求解生产线平衡问题之中,往往能以较快地速度收敛从而找到全局较优解[5,6]。
为此,本文将运用GA对门板成型生产线进行平衡优化,为企业提供高效的生产线设计优化方案。
1 门板成型作业流程
1.1 防盗门生产流程分析
防盗门生产流程主要有以下步骤:
1)选材:根据防盗等级选用厚度为0.6mm~1.0mm的冷轧带钢;
2)切割:将成卷的冷轧带钢切割成长度相等的原板;
3)压花:根据客户要求选择适当的花型;
4)门板成型:将原板加工为内门板和外门板;
5)焊接:将小件(主锁盒、铰链固定板、加强筋等)焊接在门板内部;
6)酸洗:将门板和门框放入酸性池内浸泡30min,进行除锈和清洗,并涂上一层磷化膜便于后续喷塑工序;
7)胶合电焊:将防火材料填入内、外门板之间,并焊牢;
8)喷塑:对门板表面进行特殊工艺处理,使之表面色彩靓丽美观;
9)烘箱罩光:特殊烘箱照增加门板表面颜色的防褪色能力;
10)装配:利用铰链将门框和门架装配在一起,同时将猫眼、锁体、锁芯等装好;
11)包箱贴签出售。
流程图如图1所示。本文主要研究内门板成型生产线工艺流程。
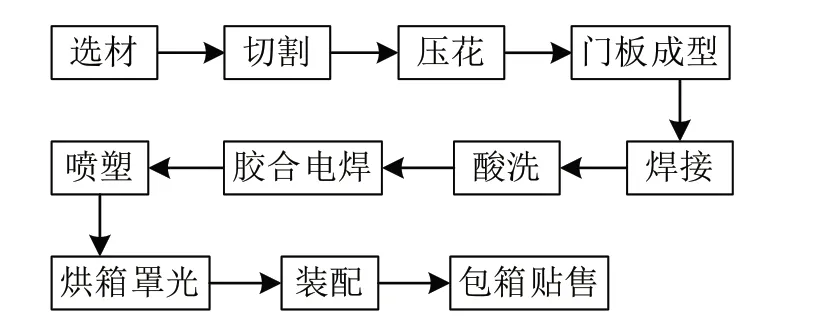
图1 防盗门生产流程
1.2 门板成型流程
内门板成型的具体作业内容主要有以下7个加工特征:
1)剪裁:根据防盗门规格,对原板进行剪裁使之满足尺寸要求。
2)斩角:切割原板的四个顶角,使之可以折弯。
3)铰链:冲出铰链孔,使之可以安装合页。
4)锁孔:冲出主锁孔,使之可以安装锁具。
5)猫眼:冲出猫眼孔,使之可以安装猫眼。
6)商标:在原板上印上厂家名称。
7)折弯:对原板四条边进行折弯,使内外门可以进行装配。
各加工特征有1~6个不等的加工工序。本文利用遗传算法对这7个加工特征所包含的所有加工工序进行优化,找到最为合适的工序流。
2 门板成型生产线平衡模型的构建
2.1 模型假设条件
1)门板成型生产线车间工作站数量、种类已知且确定;
2)门板成型加工特征、每个加工特征所含工序已知;
3)每道工序的加工时间、优先顺序已知;
4)一道工序只能被一个工作站加工一次,一个工作站在同一时间内只能加工一道工序。
2.2 约束条件及目标函数
对生产线进行优化必须要满足特定的约束条件,通常而言主要有以下3个约束:
1)加工门板特征的各个工作站的工作时间集合小于等于生产线节拍,即:

式(1)中:M为工作站;Mj为第j个工作站,j=1,2,……J;TMj为第j个工作站内的工序作业时间的集合;CT为生产线节拍。
2)工序优先约束
工序优先约束是为了避免门板加工操作间发生相互干涉,根据门板加工工序工艺特点而规定的必须遵守的加工操作顺序。
工序优先图(operation precedence graph,OPG)是表达工序优先约束最常用的方式[7],OPG可以用(V,E)表示。其中V={1,2,,N}是所有加工操作N的有穷集合,也称节点集合;E=(<x,y>|x,y∈V)是表示两个加工操作优先关系的有穷集合,<x,y>为从x指向y的连线,表示x是y的紧前工序即必须在x加工完成后才能加工y,该集合亦称边集合。例如,某工件有6步加工操作,其OPG如图2所示。

图2 某工件加工工序优先图
OPG可以表示加工操作之间的优先关系,将OPG信息保存到邻接矩阵P中,其中x和y均为加工操作,N为加工操作总数。若加工操作x为加工操作y的紧前工序(有直接的有向线连接)则(x≠y),其余情况按此规则可以得到邻接矩阵为:

进一步地,为了适应门板成型过程中多加工特征且一个加工特征又包含许多加工操作的情况,本文根据OPG改进邻接矩阵存储方式。设特征数为n(n≤N),单个特征最多加工操作步数为m(m≥1),则特征-步数约束信息可用一个矩阵表达。以图1中OPG表示的零件为例,若该零件特征数为4,则改进后的OPG为如图3所示,虚线框内的加工操作表示为同一特征的加工操作,其特征-步数矩阵如表1所示,纵标为特征编号,横标为加工步骤编号,表中数字为对应特征的加工操作,若某特征加工操作步数小于单个特征最多操作步数则用0补足该列[8,9]。

图3 某工件含有特征信息加工工序优先图

表1 特征-步数矩阵表
改进后的OPG更能直观的反映出工件的加工特征和操作之间的属性关系,并且,该种存储方式也可以大大提高算法的运行效率。
3)工序和工作站约束
对于工序x来说应该恰好在某一工作站j上完成加工,可定义:若工序x在工作地j上进行,则Dxj=1;若工序x不在工作地j上进行,则Dxj=0。其数学表达式为:

式(3)中:D=(Dxj)N×J,J为工作站总数。
4)目标函数
本文研究第二类生产线平衡问题[10],已知生产线的工作站数量J,最小化生产节拍CT,其数学表达式如式(4)所示:

式(4)中:CT为生产线的节拍,也即为最大的工作站加工时间。
5)生产线的数学评价指标
本文通过计算生产线的平衡率和均衡指数来评估生产线的性能[10]。
生产线的平衡率表达式如式(5)所示:

式(5)中:max(TMj)为最大的工作站加工时间。
均衡指数SI的表达式如式(6)所示:

式(6)中:SI为均衡指数,其值越小,表示生产线均衡率越高、性能越优良。
2.3 实现方法
本文在MATLAB中编程实现前两节的规则,GA流程图如图4所示。

图4 GA流程图
3 门板成型生产线平衡实例分析
3.1 数据准备
本文以防盗门为例,运用第2节所述建模方法对内门板成型生产线平衡进行设计与分析。内门板成型工艺表如表2所示。

表2 内门板成型工艺表
工序优先图如图5所示。
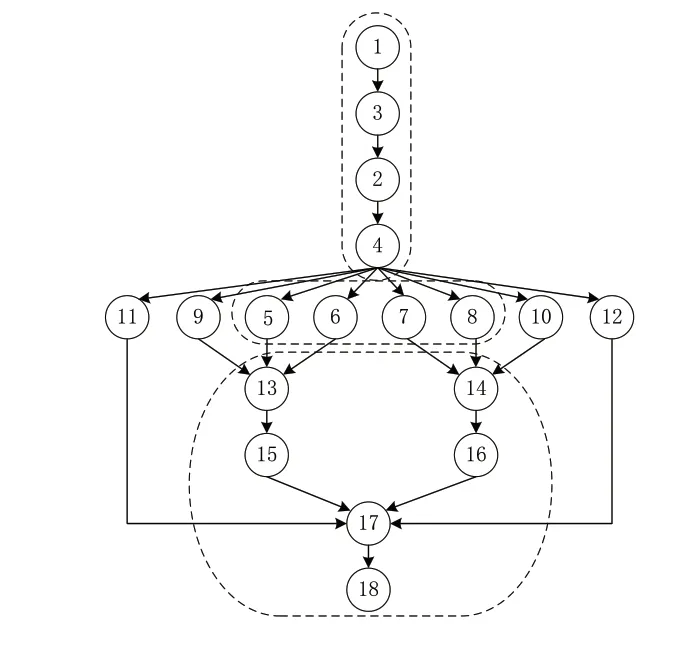
图5 工序优先图
3.2 计算结果
在程序中设置,初始种群规模100,交叉概率0.8,变异概率0.2,遗传代数2000,工作站数目J=14,程序运行结果如图6所示。

图6 工序工作站分配和工序时间
根据运行结果得出的工序分配方案,由式(1)和式(2)可得:

得到的内门板成型生产线甘特图和平衡图分别如图7和图8所示。
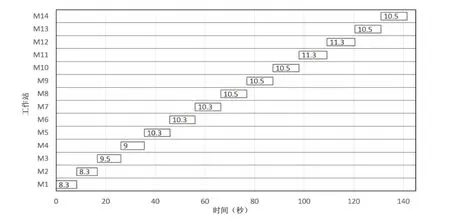
图7 内门板成型生产线甘特图
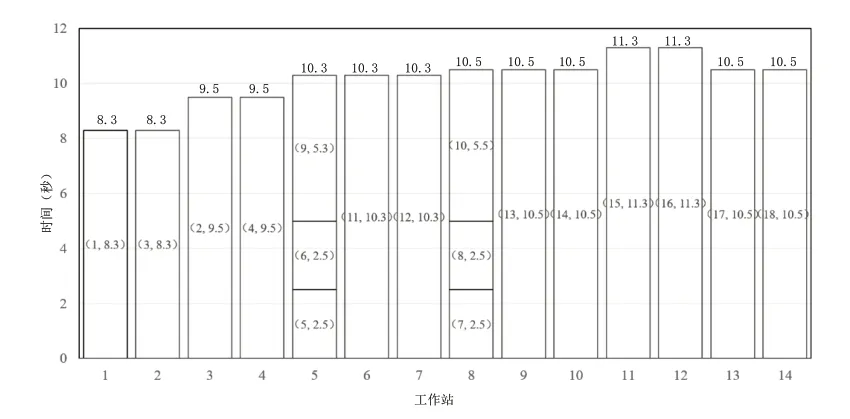
图8 内门板成型生产线平衡图
3.3 结果分析
将上节已计算出的CT、E和SI与未优化前的生产线构型进行对比。未优化前工作站数目J=14,生产线工序顺序如图9所示,优化前后CT、E、SI对比如表3所示。
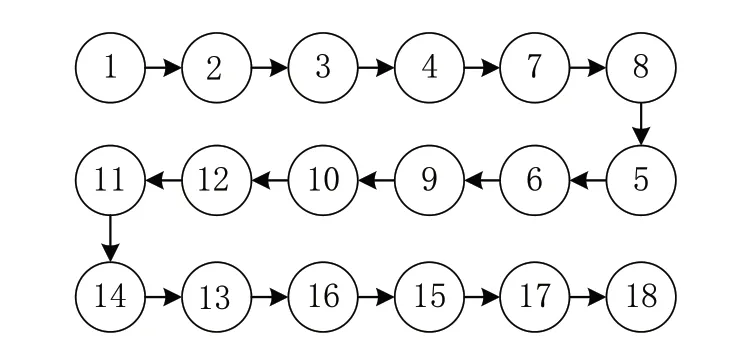
图9 优化前生产线工序顺序
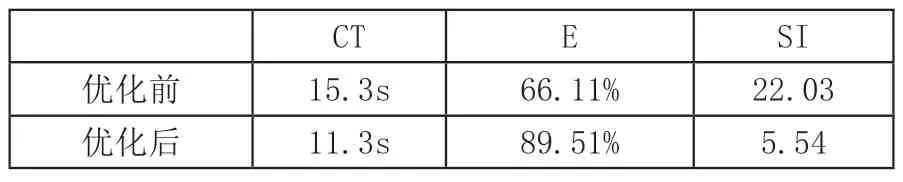
表3 生产线优化前后CT、E、SI对比
从表中可以看出优化后生产节拍降低了4s,平衡率由66.11%提高至89.51%,均衡指数也降低了16.49。
4 试验验证
根据3.2节优化方案,首先建立内门板成型生产线模型,如图10所示。

图10 内门板成型生产线模型
然后根据模型示意图搭建内门板成型生产线如图11所示,对生产线进行调试使之可以达到正常生产的状态。

图11 内门板成型生产线
最后,使用秒表时间研究法对各工作站进行密集抽样。其步骤为:
1)确定观测次数。经过试生产测定内门板成型生产线作业周期约为5min,则根据文献[11]确定观测次数为15;
2)确定“宽放率”。在生产线工作过程中,有时需要中断生产线以更换模具,这期间势必有时间损耗,因此需要预留出一定的“宽放时间”,通常用观测时间乘以“宽放率”表示,更换模具属于举重工作,根据文献[11]可取“宽放率”为0.1,标准时间等于正常时间乘以1加上“宽放率”;
3)确定观测值。用秒表对每个工作站进行工作计时,对每组观测时间取平均值(保留至小数点后1位)即为观测时间。
试验结果如表4所示。

表4 试验结果
根据表4中各工作站的加工时间,可以分别计算出CT、E、SI的试验值,将之与优化前后的值进行对比,对比结果如表5所示。
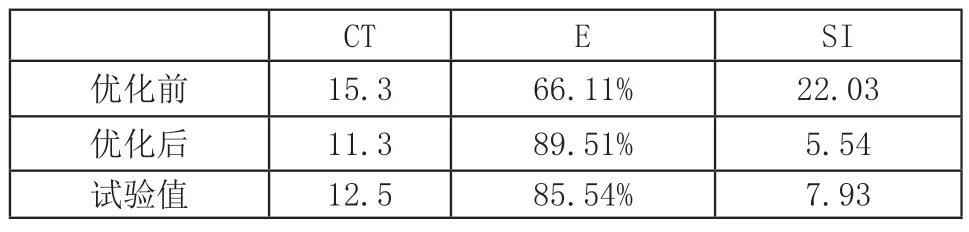
表5 生产线优化前后CT、E、SI与试验值对比
通过试验可以发现,改进后的生产线生产节拍比未优化前降低了2.8s,平衡率增加了19.43%,均衡指数降低了14.1。
此外,从生产量上来看,内门板成型生产线的生产效率达到了280樘/h,优化前人工生产线的效率为235樘/h;按照一天有效工作时间8h计算,一条内门板成型生产线的年加工量可比一条人工生产线多出131400樘,提高了19.1%。
从经济成本来看,以一年为周期,一条内门板成型生产线的成本构成主要为:1)设备成本70万;2)制造成本60万;3)电力和维护成本50万;4)人工成本18万,总计198万。一条人工生产线的成本构成为:1)设备成本55万;2)制造成本2万;3)电力和维护成本45万;4)人工成本144万,总计246万。由此可见,一条内门板成型生产线的成本要比人工生产线少19.5%,并且上述的制造成本均只会在第一年存在,所以从第二年开始实际上一条内门板成型生产线的成本要比人工生产线少43.1%。
可见,改进后的内门板生产线在生产线平衡、生产量和经济成本上都要优于现有的人工生产线。
5 结语
1)针对内门板成型生产线平衡优化问题,最小化生产节拍为目标,建立内门板成型生产线平衡优化数学模型,优化得到,生产线平衡率由66.11%提高至89.51%,生产线均衡指数由22.03降低至5.54。
2)根据最佳方案,进行内门板成型生产线研制,并进行试验生产线平衡率为85.54%,生产线均衡指数7.93,分别比优化前的66.11%和22.03有了显著的改善,验证了本优化模型的合理性和有效性。
猜你喜欢
今日农业(2022年16期)2022-11-09
文萃报·周二版(2021年4期)2021-03-08
电脑报(2020年32期)2020-09-06
文苑·感悟(2019年8期)2019-08-06
文苑(2019年15期)2019-08-01
商周刊(2018年25期)2019-01-08
汽车文摘(2015年4期)2015-12-13
小说月刊(2014年12期)2014-04-19
决策与信息(2014年20期)2014-03-11
科技传播(2012年3期)2012-08-15
