
阀门式记号笔设计浅析
2022-08-25 09:40:18周秋腾
中国制笔 2022年2期
周秋腾
上海金万年实业发展有限公司 上海 200020
1.引言
记号笔是用塑料、纤维等高分子材料制成笔头,可在纸张、木材、金属、塑料、搪瓷、陶瓷等一种或多种材料上作记号或标志的笔[1]。记号笔类产品用途广泛,品种不胜枚举。常见大众化的产品有油性记号笔、白板笔、微孔笔、荧光笔、水彩笔等,较小众化特殊用途的产品有绘图笔、软笔、灯板笔、油漆笔、丙烯笔、POP广告笔、高光笔等。按产品结构划分,目前记号笔常见的是储水芯结构,但随着用户需求的提高,文具厂商开发了书写寿命更长的记号笔,例如阀门式结构的记号笔,书写长度能达到常规记号笔的两倍以上。另外,大多数记号笔因其使用的墨水本身具有挥发性,笔头暴露空气中墨水容易挥发干涸,导致笔头堵塞书写不良等质量问题。为保证产品质量及基本寿命要求,对于记号笔配件、结构与其他笔类的要求有着明显的不同,需要各零配件之间配合后密封,确保笔头不干涸,所以对零部件精度要求较高。
近年来,记号笔产业发展势头良好,文具厂商对记号笔的重视程度不断提升,记号笔的研发设计能力及生产制造技术亦逐步完善,国内外知名制笔企业都把记号笔的发展作为未来主要发展方向。
2.阀门式记号笔的性能要求
2.1 配件密封性能及成品抗漏性要求
记号笔按储水结构分为储水芯式记号笔和直液式记号笔[2]1。直液式记号笔又可分为储水器结构和阀门结构两类,阀门结构的笔直接将墨水灌注在笔杆内部中,笔头插入笔杆的前端开口处,并且阀门部分设置在笔杆前端,以阻止墨水从笔杆中流出[3]。阀门结构首先要求阀门本身不仅具有按动开启闭合的基础功能,还必须兼备气密性功能。阀门与笔杆配合、尾塞与笔杆配合及笔帽与笔杆配合都需要满足气密性要求。阀门式记号笔是直接灌装墨水在笔杆内部,从各零配件之间配合关系及对成品笔性能要求来看,阀门式结构的记号笔比储水芯式记号笔复杂,对于产品功能性要求及模具精度要求更高。
2.2 按动书写功能
常见的前置按动阀门式结构如图1所示,主要由笔套、笔头、前笔杆(内有储水芯或储水海绵)、阀门、笔杆及尾塞等组成。通过按压笔头使阀门开启,让笔杆内的墨水从阀门出墨口流动到前笔杆内,不按压时由弹簧作用将阀门关闭。按压流出的墨水浸润笔头实现书写功能,多余部分墨水则由前笔杆内部的储水海绵或储水芯吸附储存,可防止按压时流出墨水太多造成漏墨,也可在书写使用过程中供应给笔头满足持续书写的要求。
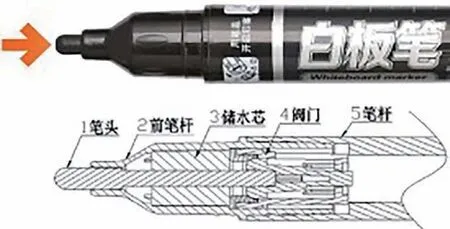
图1 阀门结构-前置按动
后置按动阀门式结构如图2所示。通过按压尾塞使阀门开启,让笔杆内的墨水从阀门出墨口流动到前笔杆内,墨水浸润笔头实现书写功能,不按压时由弹簧作用将阀门关闭。前置按压阀门式结构是通过持续按压笔头来开启阀门,笔头要额外承受轴向的按压力,所以对于笔头的纤维材质及使用寿命要求更高[4]。如果还具有补充墨水的功能,那么建议要采用亚克力(PMMA)纤维笔头,这种材质笔头相对于普通纤维材质的笔头具有更优良的耐酸碱性能,更高的按压强度和更长的使用寿命。后置按动阀门式结构是通过尾塞后置按动实现阀门开启,在阀门开闭过程中笔头处于静止状态,无需额外承受轴向的按压力,因此对于笔头材质无特殊要求。但是,对尾部的密封又提出了新的要求。
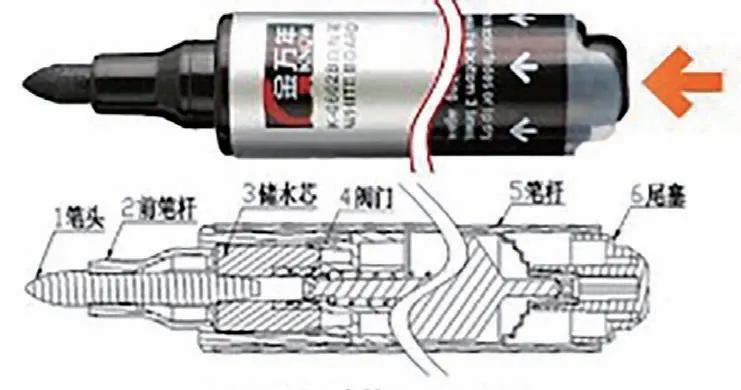
图2 阀门结构-后置按动
2.3 可循环加水功能和笔帽安全性能
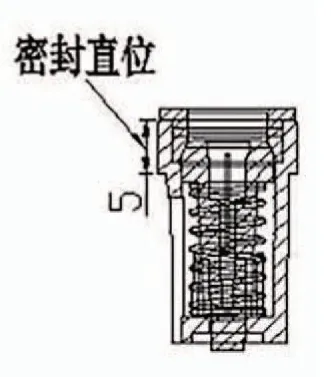
记号笔类产品在我们的生活中应用很广泛,所以近年来记号笔类的市场需求逐步增加。为满足客户需求,各大文具厂商不断在记号笔类的研发上进行技术创新。如尾塞可设计螺纹结构,一旦使用完墨水可以在笔套盖紧(阀门关闭)后将尾塞旋开,加入配套的记号墨水,方便消费者重复循环使用,尾塞部分的结构如图3所示。对于学生使用的记号笔类产品,笔套还需要满足安全性的要求[5]3。

图3 笔帽倒扣尾塞-循环加水功能图
3.阀门式记号笔结构的设计要点
3.1 阀门结构设计要点
关于注塑配件材料要求可以参考文献[6]24有关塑料材料的选择,对于记号笔配件使用的注塑材料有专业的解说。这里主要以前置按压阀门式记号笔说明阀门结构设计的要点。阀门结构本身要求其要实现开启闭合功能,还要保障闭合状态下的密封性能。图4是阀门的结构图,内塞的表面上,设计有一道环筋,环筋的宽度在0.8mm至1.0mm之间,环筋扣线的最高点凸出表面0.08mm至0.12mm之间,环筋采用强脱模结构成型。大塞的内表面上,也设计有一道环筋,环筋的宽度在0.8mm至1.0mm之间,环筋扣线的最高点凸出内表面0.1mm至0.12mm之间,环筋采用强脱模结构成型。内塞与大塞之间的两道环筋配合时单边有0.05mm至0.08mm的过盈量形成双密封环,既有扣紧力还能达到密封性能要求。
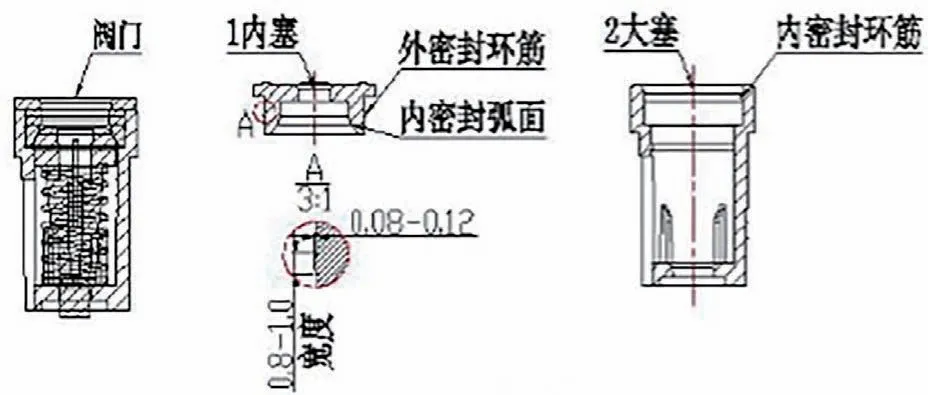
图4 阀门
阀门结构主要开启和闭合功能是由顶针、内塞及压缩弹簧的配合实现,笔头与顶针连成一体,按压笔头时,推动顶针使阀门开启,不按压时顶针与内塞在压缩弹簧[7]作用下进行密封。笔头在书写表面上书写时的轴向作用力一般约2N~3N,在书写时不能轻易使笔头开启阀门,避免产生墨水流出阀门超过储水芯的饱和量,出现产品漏水异常,所以阀门是阀门记号笔的核心,那么压缩弹簧就是阀门的核心部件。阀门结构不仅要根据阀门内部空间尺寸选用合适的压缩弹簧尺寸,还要计算弹簧压缩后产生的弹力。一般阀门式记号笔选用的压力弹簧组装后产生的轴向力在7N~10N之间较合适,这样不仅可以较好地密封,按笔头时力量也合适,笔头也能承受,正常书写时阀门不会开启。另外压缩弹簧须采用不锈钢材质,常用牌号有201、304及316等,一般选用304。304 是一种通用性的不锈钢,它广泛地用于要求制作综合性能(耐腐蚀和成型性)良好的设备和机件。304不锈钢是按照美国ASTM标准生产出来的不锈钢的一个牌号,我国牌号0Cr18Ni9(旧牌号)、06Cr19Ni10(新牌号)[8]。为了保持不锈钢所固有的耐腐蚀性,钢必须含有18%以上的铬及8%以上的镍含量。
3.2 笔杆与阀门的配合
一般笔杆与阀门有两种常见的配合结构,一种是采用内密封环筋过盈配合,另一种采用双密封环筋过盈配合。图5所示为内密封环筋过盈配合。在笔杆内表面上,设计有一道环筋,环筋的宽度在0.8mm至1.0mm之间,环筋扣线的最高点凸出表面0.08mm至0.12mm之间,环筋采用强脱模结构成型。阀门配件的大塞密封位采用直位(直线面接触)密封,阀门装配入笔杆内与内密封环筋过盈配合密封。
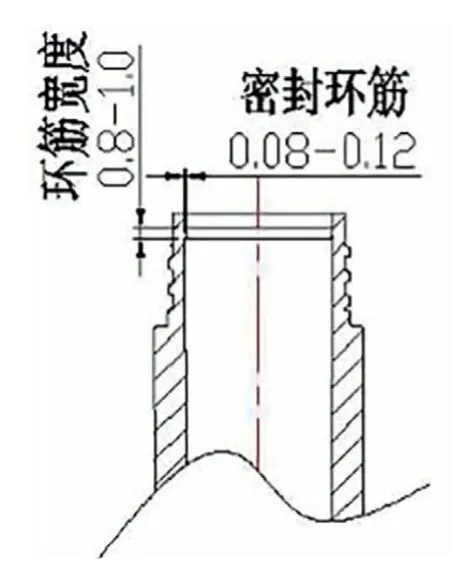
图5 笔杆
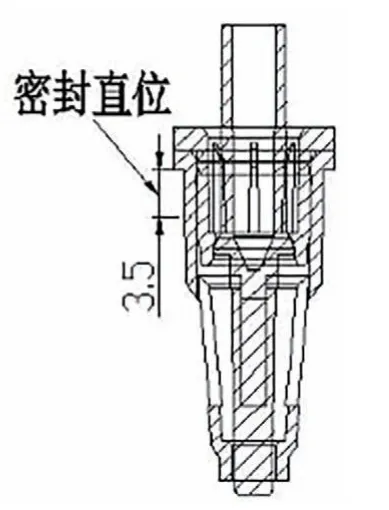
阀门
图6所示为双密封环筋过盈配合。前笔杆内表面上,设计有两道环筋,环筋的宽度在0.8mm至1.0mm之间,环筋扣线的最高点凸出表面0.08mm至0.12mm之间,环筋采用强脱模结构成型。阀门配件的大塞密封位采用直位密封,阀门装配入前笔杆内与内密封环筋过盈配合密封。
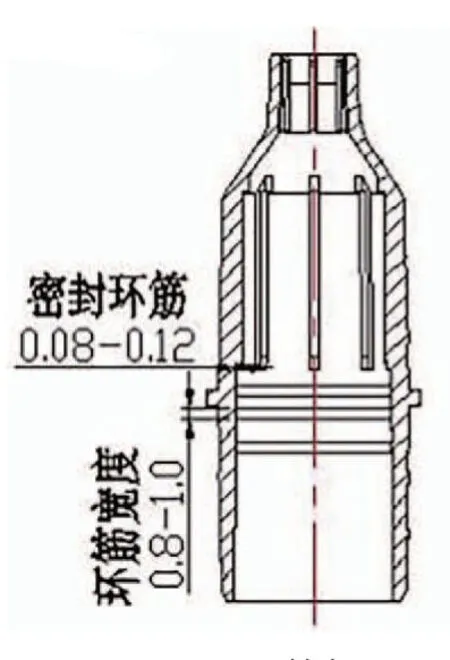
图6 笔杆
阀门
笔杆与笔帽的配合,可以参考文献[6]25有关于笔套与笔杆配合结构。笔杆与尾塞的配合,可以设计可加墨水功能,一般在笔杆尾端设计可拆卸的尾塞,采用螺纹结构。本文主要针对阀门结构,在此不对螺纹密封结构作详细介绍。
4.阀门式记号笔的功能检测
阀门式记号笔配件较多,装配工艺复杂,对其功能是否符合设计要求要进行多方面检测。检测内容包括配件密封性能、成品抗漏性要求、按动性能、出墨性能及各零配件间的配合力检测等。
4.1 零配件间的密封性能检测
用一连接气泵软管插入特制尼龙胶挂具(中心有通气孔),确保软管与尼龙胶挂具中心孔间密封,并导入调好的气泵压力为1.5Kgf/cm²的压缩空气至所需测试气密性的零配件(已装配),再将零配件放入盛水的容器中,观察零配件配合密封位的连接处,如无气泡冒出水面作为检验密封性能合格的标准。成品笔抗漏性能检测参考记号笔行业标准[2]3采用减压仪进行测试,首先将减压仪的减压速度调至-12kPa/min~-10.7kPa/min,然后将试笔取下笔帽,再将试笔笔头朝下插入笔架,放入减压仪真空罩内。开启减压仪,当真空度达到-10kPa后,保持15min,试笔应以不产生漏墨水异常即合格。另外可以参考文献[6]27中提出的模拟长期存放的环境变化对产品的影响,采用高低温交变试验方法进行测试。将成品试笔笔头向下放置于高低温交变试验箱内,设置高温60±2℃、低温-20±2℃,设置温度点维持4小时作为一个循环,再进行二轮循环试验,观察试笔渗漏墨情况,以及试验后书写是否正常等,来判定零配件间配合和密封性能。
4.2 笔头按动性能及出水性能检测
第一次使用时墨水能快捷地流出,将试笔笔头朝下按动,来回按动每下大约3s,应在30s内笔头完全显色。在笔头充盈墨水状态下,划线长度≥10m。在书写介质上进行正常书写,笔头不应缩进笔杆内。
4.3 零配件间的配合力和笔帽安全性检测
笔帽拉拔力测试,将成品试笔固定于数显拉力仪的夹具上,开启拉力仪,使笔帽与笔杆脱离时的最大数值,即为笔帽拉拔力的大小。该数值按标准在4.9N至39.2N之间为合格。
适合学生使用的记号笔,笔帽安全性测试可以按照文献[5]4-5要求进行检测。
5.总结
对阀门式记号笔的性能要求、设计要求及性能检测等三个主要方面进行探讨。分析了阀门式记号笔的性能要求,提出了阀门式结构设计要点,以及产品制造过程中如何快速进行零部件和成品性能检测方法。近年来我国科学技术日新月异,制笔行业紧随国家科学技术发展脚步,脚踏实地不断科学创新,随着制笔行业工艺技术水平提升,材料和墨水制造技术的发展,以及自动化装配和智能制造的齐头并进,记号笔的品种越来越丰富,市场上已出现一些技术含量较高的产品,比如按动式记号笔、常开帽记号笔(墨水技术)、透视窗荧光笔[9]、水写记号笔(墨水及材料技术)等。在强大国力支持下,相信会有更多技术含量高的新产品如雨后春笋般出现在市场上。我们也要在产品研发技术上努力创新,对产品结构更加精益求精,更加完善,让产品在消费者手中使用得更加舒适。
猜你喜欢
照相机(2020年2期)2020-07-23 16:29:37
小朋友·快乐手工(2017年9期)2017-11-09 13:31:22
中国制笔(2017年1期)2017-05-17 06:07:21
中国中医药信息杂志(2017年4期)2017-03-28 03:45:32
小天使·二年级语数英综合(2016年11期)2016-12-12 19:24:35
小学科学(2016年11期)2016-12-08 02:27:37
小天使·二年级语数英综合(2016年7期)2016-05-14 13:03:37
小天使·二年级语数英综合(2016年5期)2016-05-13 18:50:19
中国制笔(2015年4期)2015-12-01 06:47:18
小主人报(2015年4期)2015-02-28 20:42:47
