发动机起停工况节气门异响故障的研究
2022-08-11 03:29:38邹明恩丛日振
小型内燃机与车辆技术 2022年3期
王 严 邹明恩 丛日振
(宁波吉利罗佑发动机零部件有限公司 浙江 宁波 315336)
引言
发动机起停技术作为汽车节能减排的一项关键技术,目前已得到普遍应用。在红灯、城市拥堵等情况下,发动机自动停止,处于上电待命状态;当驾驶员有起动车辆的意图时,发动机自动起动,有效提高了车辆在城市行驶过程中的燃油经济性。
节气门分为机械节气门和电子节气门2 种,机械节气门是通过拉索或者拉杆连接油门踏板和节气门连动板,通过驾驶员踩油门踏板直接拉动节气门连动板,控制连动板的开启程度;电子节气门是通过踏板及电子节气门内部的位置传感器、电机和ECU来控制节气门开度,从而精确控制进气量。随着科学技术的发展,电子节气门已取代机械节气门[1]。电子节气门是汽车发动机进气管理系统的重要组成部分,发动机运行工况不同,需要的进气量不同,电子节气门开度也不同。如果电子节气门响应速度不能满足工况需求,或者达不到期望的节气门开度,会对发动机的动力性及排放性能产生严重影响[2]。
本文介绍了某车型在起停工况下出现节气门“哒哒”异响故障,通过对节气门硬件结构、标定策略等方面进行分析,对节气门结构进行了优化,最终解决了异响问题。
1 电子节气门结构原理简述
电子节气门主要由盖板(带节气门位置传感器)、中间齿轮、阀片齿轮、复位弹簧、电机、阀片轴、阀片及壳体等零部件组成,如图1 所示。电控系统指令控制直流电机动作,通过电机齿轮、中间齿轮、阀片齿轮之间的机械传动,控制节气门阀片开度[3]。
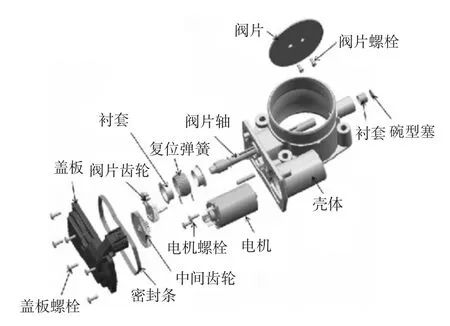
图1 电子节气门结构示意图
未通电状态下,节气门阀片处于跛行位置,即阀片未完全关闭而保留一定的缝隙。此位置确保发生故障时,发动机可获得足够的进气量,以使车辆维持在低速“跛行/回家”模式。
2 故障背景
某型号试验车在进行原地静态评价时,发动机前舱内出现高频率的“哒哒”异响,经过声源判断,锁定为节气门内部异响。异响发生时,车辆处于起停工况的停机状态,发动机为上电待机状态。使用诊断仪采集节气门异响时的ECU 数据,发现ECU 设定节气门目标开度为10%,而实际开度波动且波动频率较快,如图2 所示,基本可以确定异响由节气门阀片运动产生。

图2 节气门开度波动情况
3 故障排查
对异响故障进一步排查:
1)退出待机状态,发动机起动状态下,异响消失;
2)待机状态下,调整节气门目标开度为8%~12%,发现异响仅在节气门目标开度为9.6%~10.7%的区间内产生,同时节气门实际开度频繁波动;
3)更换为1、2、3 号新节气门,使发动机处于待机状态,发现1 号节气门异响,2、3 号节气门无异响。同样调整节气门目标开度为8%~12%,发现1 号节气门异响发生在节气门目标开度为9.8%~10.4%的区间内,同时节气门实际开度频繁波动。
通过以上排查过程可得出:异响与节气门目标开度、节气门硬件相关。
3.1 节气门方面排查
3.1.1 节气门性能检查
对故障节气门进行单体性能检测,在节气门跛行位置,阀片有自由旋转角度,存在2 个极限位置,如图3 所示。使用测量设备检测跛行位置的电压,2个极限位置的电压波动分别为0.03 V、0.04 V。按照节气门设计要求,跛行位置的电压波动≤0.01 V。故障节气门存在较大间隙,导致跛行位置阀片产生空行程。
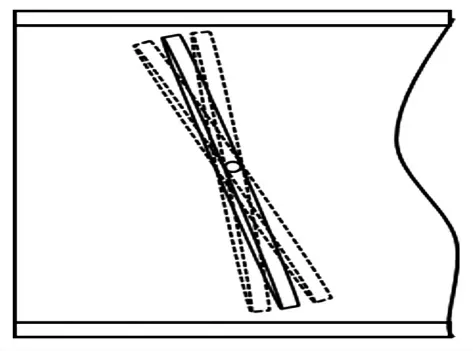
图3 跛行位置自由旋转角度
3.1.2 跛行位置空行程产生原理
图4 为阀片齿轮、复位弹簧、壳体装配。复位弹簧装配至阀片齿轮,通过挂臂与齿轮限位配合,实现阀片与齿轮之间的复位功能;同时弹簧挂臂装配至壳体限位,实现阀片与壳体之间的复位及定位,自然状态下即为跛行位置。因此,节气门跛行位置由阀片齿轮限位、复位弹簧、壳体限位3 个零件(见图4a)的尺寸配合决定。当弹簧挂臂与壳体限位之间存在间隙(见图4b)时,跛行位置阀片会产生空行程。
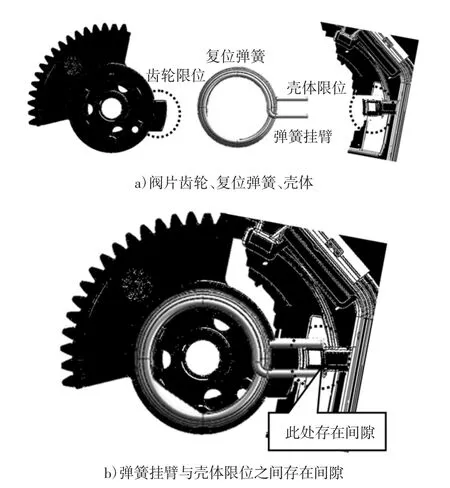
图4 阀片齿轮、复位弹簧、壳体装配
3.1.3 节气门尺寸检查
通过对阀片齿轮限位、壳体限位尺寸进行分析可知,2 限位尺寸及公差带完全相同,在极限状态下,当阀片齿轮限位尺寸处于上公差带、壳体限位尺寸处于下公差带时,弹簧挂臂与壳体限位之间会存在间隙,如图5 所示。

图5 极限公差配合下存在间隙
3.1.4 节气门结构优化
为了消除配合尺寸公差,需优化弹簧衬套、阀片齿轮限位、壳体限位结构。
1)结构优化1。取消阀片齿轮限位,在弹簧两侧衬套上增加挂臂卡槽,如图6 所示。

图6 结构优化1
2)结构优化2。在壳体上增加调节螺钉,用于消除配合间隙,如图7 所示。
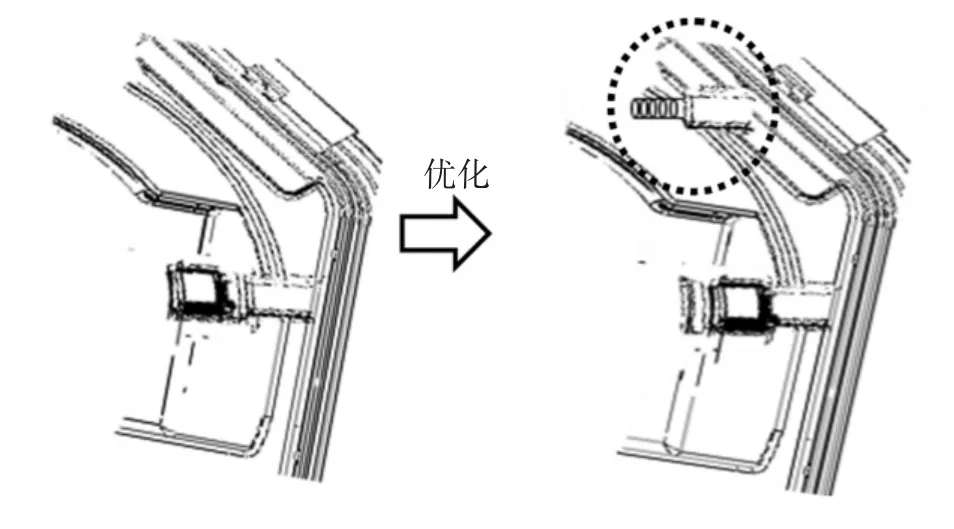
图7 结构优化2
图8 为优化后阀片齿轮、复位弹簧、壳体装配。装配时,弹簧挂臂卡槽分别挂在壳体限位、调节螺钉。装配完成后,通过自动设备调整螺钉,消除配合间隙。同时检测节气门位置电压,保证电压满足设计要求及输出一致性要求。
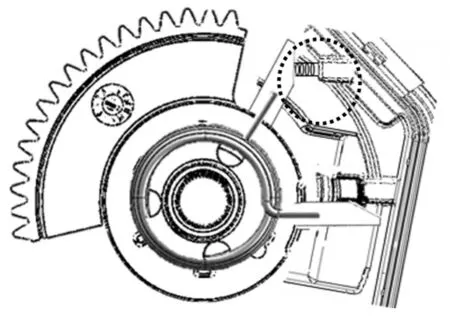
图8 优化后阀片齿轮、复位弹簧、壳体装配
3.2 标定策略检查
设计节气门时,将跛行位置设定在节气门开度为10%,此时,节气门回位弹簧受力最小。标定策略将发动机待机状态节气门目标开度设置为10%,一定程度上可增加节气门的耐久性。
通过对故障节气门硬件进行检查,确定在跛行位置存在空行程。当节气门目标开度在空行程范围内时,PID 控制系统无法调节节气门阀片开度,从而无法使之稳定至目标开度,进而导致节气门开度波动。因此,标定策略不是导致异响的根本原因。
4 效果验证
将优化结构后的节气门样件进行实车测试,结果表明,发动机待机状态无异响。图9 所示为优化结构后的测试结果。
从图9 可以看出,跛行位置节气门开度无波动。
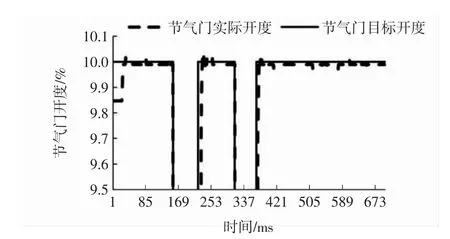
图9 优化结构后的测试结果
5 结论
通过对节气门硬件结构、标定策略等方面进行分析,确定异响的根源在于节气门设计缺陷。对节气门结构进行了优化,消除了尺寸公差导致的空行程,最终解决了异响问题,为节气门设计开发提供了参考。
猜你喜欢
南方电网技术(2022年1期)2022-03-08 12:23:30
流体机械(2021年7期)2021-08-31 01:06:48
汽车维护与修理(2019年3期)2019-08-08 02:29:02
日用电器(2019年12期)2019-02-26 01:53:08
汽车维护与修理(2018年19期)2018-04-28 01:21:40
设备管理与维修(2018年17期)2018-03-12 01:16:04
养生保健指南(2016年2期)2016-11-28 09:37:25
中国继续医学教育(2015年6期)2016-01-07 07:38:37
黑龙江八一农垦大学学报(2015年2期)2015-12-08 09:26:15
汽车维修与保养(2015年1期)2015-04-17 03:25:34