
抽水蓄能机组磁极引线头的防断裂措施
2022-08-09 07:57张建伟罗功富王世建
科技风 2022年19期
张建伟 罗功富 王世建 汤 琴
东方电气集团东方电机有限公司 四川德阳 618000
1 概述
抽水蓄能电站是电力系统最可靠、最经济、容量最大、寿命周期最长、技术最成熟的储能装置,抽蓄机组启动迅速,运行灵活、可靠,可承担电网的调峰填谷、调频调相、事故备用及黑启动等功能。因此抽水蓄能电站可以使电网总体燃料得以节约,降低电网成本,提高电网的安全和可靠性。随着新能源的大规模开发,抽蓄机组将为破解弃风、弃光困局,更好地消纳清洁能源提供更有力的支撑。
相较于传统水电机组,抽蓄机组运行工况更为复杂,尤其是机组启动频繁,这对机组转动部件的可靠性提出了更高的要求。因此,在高转速、大容量的抽蓄机组设计中,转动部件的静强度及疲劳寿命是需要重点关注的。在机组的发电电动机转子部分,转子支架、磁轭、磁极等大部件的强度及疲劳寿命计算较为成熟,总能在满足要求的范围内设计出合理的结构,因而此类大部件出现疲劳断裂的概率并不高。相对而言,转子上的一些小部件,例如,阻尼绕组部分的连接片、磁极极间连接、线圈压块螺栓及各处的绝缘板等部件,更容易发生断裂失效。这些小部件断裂失效后造成的危害反而比大部件产生裂纹造成的危害更大,因为大部件的裂纹往往发生于局部位置,局部裂纹的产生短期内不会造成结构件的失效,但是小部件产生裂纹后,裂纹扩展较快,部件失效后容易脱落。机组高速运转时脱落部件飞出,容易对定子铁心造成碰伤、划伤,甚至发生定子扫膛等现象。
在转子部分小部件的断裂失效问题中,磁极引线头的断裂较为常见。磁极引线头产生裂纹或者断裂后,一般需要更换备品磁极,原磁极则需要返厂进行修理。返厂磁极需要拆除磁极围带、解列线圈绕组线匝,更换磁极引线头所在的线匝后再重新装配磁极各部件。可见对于磁极引线头的修复,需要的工期较长且成本很高。因此在机组设计、生产制造及安装的各个环节采取有效措施,以防止磁极引线头在运行过程中产生裂纹以致断裂失效,是设备制造厂家和电站业主方都很关心的问题。
2 磁极引线头结构形式及裂纹产生情况
抽蓄机组的所有磁极都要预留出引线头,相邻磁极的引线头通过极间连接线连为一体,最后通过两根主引出线引出,这样所有磁极的线圈绕组组成了一个完整的电流回路。磁极引线头一般从线圈侧向或者轴向引出,根据线圈绕制方式的不同,引线头可在线圈端部同侧引出,也可在两侧引出。目前的高转速抽蓄机组以轴向引出线为主。图1为典型的磁极引线头的极间连接方式,图2为极间连接各部件的示意图。磁极引线头高于磁极线圈端面沿轴向引出后弯曲90°,通过U型极间连接铜排与相邻磁极的引线头连接,二者通过螺栓把合固定,U型极间连接铜排则通过固定在磁轭上的线夹进行固定。
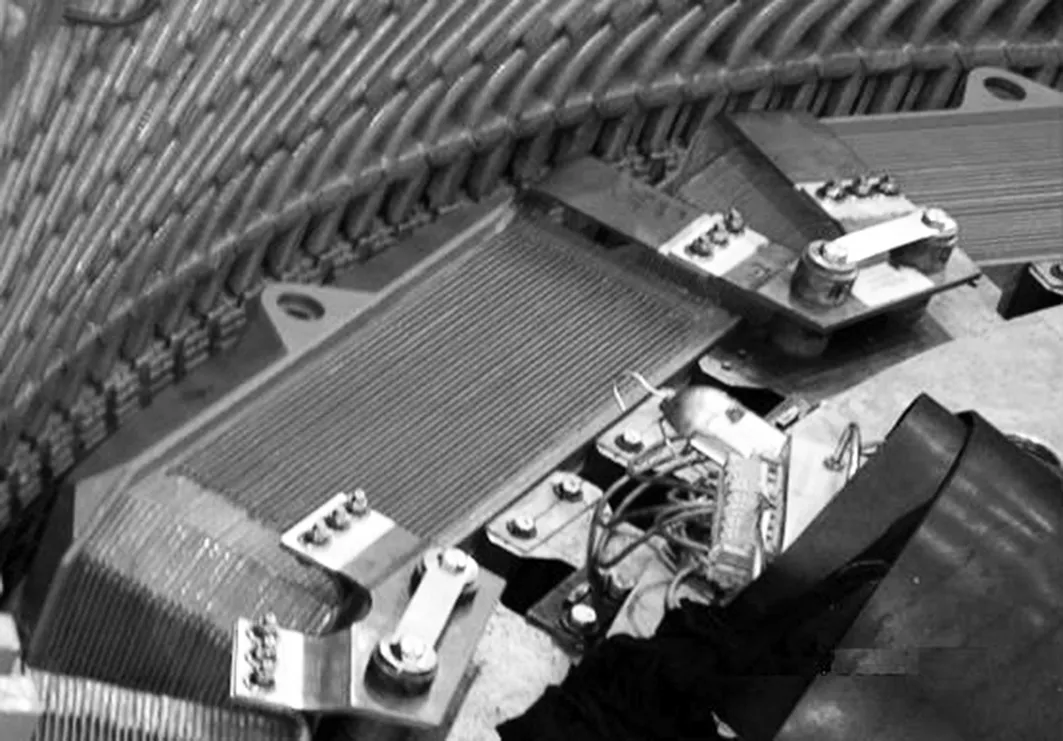
图1 磁极引线头的极间连接方式

图2 极间连接各主要部件
磁极引线头产生裂纹的位置多数位于倒角处,裂纹通常由倒角一侧产生,沿引线头宽度方向向中间扩展,裂纹扩展时是基本平行于宽度方向的。图3所示为引线头倒角产生裂纹的情况,图4和图5分别为倒角裂纹外侧及内侧的局部放大图。可以看出,该裂纹为贯穿性裂纹,裂纹长度实测值43mm,超过了线头宽度的1/3。裂纹继续扩展会导致引线头从倒角处完全断开,更严重的是由于裂纹的存在会导致引线头局部电流密度过大,倒角处局部温度过高会使线头熔断(如图6所示)。熔化物抛射、滴落会对其他部件造成更大的危害,因此引线头裂纹一旦发生是需要立刻处理的,不允许机组带病运行。
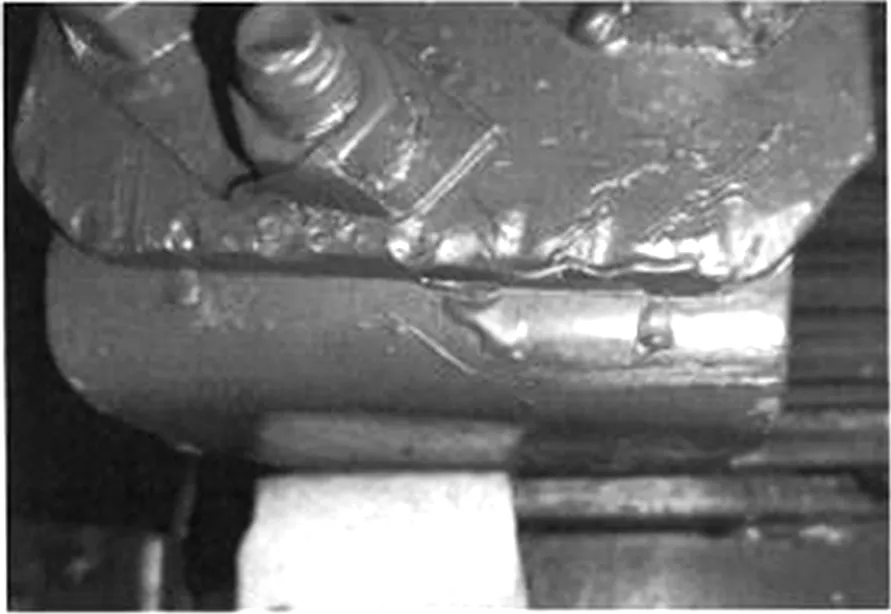
图3 引线头裂纹示意图 (整体)
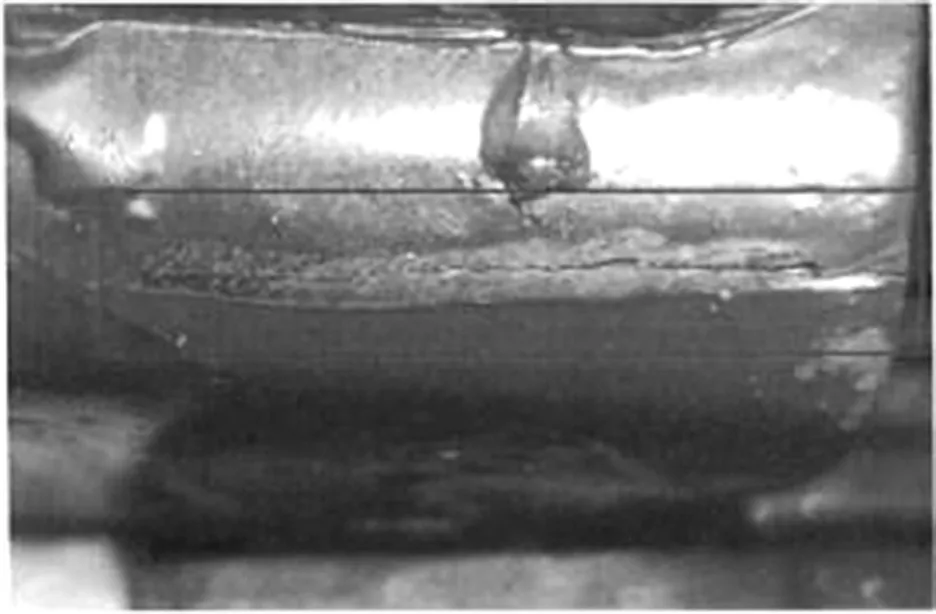
图4 引线头裂纹示意图 (倒角外侧)

图5 引线头裂纹示意图 (倒角内侧)

图6 引线头熔断 示意图
3 引线头防断裂措施
磁极引线头部件虽小,但是产生裂纹失效后造成的损失却很大。抽蓄机组运行工况转换频繁、启停机次数多是客观需求,因此从机组开始设计直至机组投运后的各个阶段,都有必要采取相应的措施来防止引线头产生裂纹以致断裂失效,主要措施如下:
3.1 合理的成型工艺
抽蓄机组设计时,磁极引线材料多与线圈绕组取为相同的材料,以硬铜板最为常见。在生产制造磁极引线头时,引线头倒角的成型工艺对倒角处的疲劳寿命有重大影响。某额定转速500r/min、300MW容量的抽蓄机组在投运后两年左右的时间内就出现了引线头断裂事故,停机检查发现断裂引线头未按图纸要求进行倒角,而是直接弯成90°,并且在发现弯型处的结构表面存在材料褶皱隆起时,直接进行了打磨光滑处理。这种成型及表面处理方式,严重削弱了倒角处材料的抗疲劳强度,一是因为直接直角弯型导致局部残余应力过大,叠加机组运行时的应力后,倒角位置应力水平急剧上升,进而使得应力幅值过高,因机组启停频繁而引起疲劳裂纹的产生;二是局部打磨减薄了倒角处材料的厚度,进一步加大了此处的应力集中,根据金相检查,也发现打磨后材料表面出现了微裂纹,机组运行时裂纹从微裂纹处开始萌生扩展,并最终导致结构断裂。
类似的问题同样出现在某额定转速300r/min、300MW容量的抽蓄机组中,该机组磁极引线头弯型倒角设计值为R8mm,实际弯型倒角仅为R4mm及以下。机组引线头断裂后,磁极返厂维修,厂家根据事故情况改进了倒角成型模具,严格按照图纸设计尺寸加工,并对成品进行表面质量检查,合格后产品才可交付。按照新工艺生产的引线头进行了疲劳寿命试验,试验结果表明引线头的疲劳寿命得到了大幅度提高,完全满足机组设计使用年限的要求。
3.2 优良的结构设计
磁极引线部分的装配,涉及磁轭和磁极两大部件,磁极与磁轭一般通过直T尾结构(或者斜T尾结构)连接。极间连接铜排固定在磁轭上,引线头是磁极线圈的一部分,二者连接后的受力受到磁轭、磁极变形的影响。以最近的300~400MW容量之间的抽蓄机组为例,当机组转速为428.6r/min及500r/min时,磁轭多选用厚钢板叠装而成,此种磁轭整体刚性较好,有利于机组的运行稳定性;当机组转速在375r/min及以下时,受限于钢材锻件的尺寸,磁轭已不能采用厚钢板叠装,而是采用传统的磁轭冲片叠装而成。这两种磁轭形式存在整体刚度上的差异,因此对应的极间连接铜排厚度、结构形式,以及引线头高度需要进行合理的选择,即由于磁轭、磁极的结构刚度有差异,极间连接铜排和引线头需要进行合理的刚度匹配。如果刚度匹配不合理,则极间连接铜排或者引线头容易出现局部高应力,危及部件的使用寿命。此时需要根据具体的机组结构形式,对极间连接装配部分进行计算分析,以得到最优的部件结构形式,包括引线头高度、极间连接是否需要进行变厚度设计、各部分的合适厚度以及厚度变化的最优位置等,该部分计算通常由有限元软件计算完成。
大的结构尺寸确定后,针对引线头倒角断裂问题,需要对倒角半径尺寸进行限定。总体来说,小的倒角尺寸易于加工成型,缺点是残余应力高,表面质量不易控制;大的倒角尺寸过渡平缓,表面质量也较高,但是成型精度略差。根据对多个抽蓄机组磁极引线头的计算结果表明,当弯型倒角尺寸不小于铜板厚度尺寸时,即可获得比较良好的应力状态,当倒角尺寸小于厚度尺寸时,倒角处应力将随着倒角半径的减小而急剧增加。实际机组设计时,倒角半径尺寸不会小于铜板厚度尺寸,因此只要严格按照设计尺寸加工即可保证结构的安全性。但是为了减小残余应力和倒角表面质量的影响,现在厂家设计倒角尺寸时,通常要求倒角半径不小于2倍铜板厚度尺寸。
倒角半径尺寸上限则需要根据引线头高度来限定。引线头高度不同,最大应力出现的位置也会变化,理想状态是最大应力出现在引线头的根部或者稍靠上的直板段,不宜出现在倒角圆弧过渡区域以避免叠加该区域的残余应力。图7和图8为某额定转速500r/min、350MW容量的抽蓄机组设计时,不同高度引线头的应力分布示意图。图7中引线头最大应力出现在根部,图8中引线头最大应力则出现在倒角圆弧与引线头直板段相接的位置,该位置为残余应力的影响区域,因此机组最终的引线头高度采用了图7中模型的高度。
当最大应力出现在引线头根部时,即使应力值比倒角处应力值大,根部仍然具有较好的抗疲劳性能,这是因为引线头根部的铜板未经加工,不存在残余应力,并且该部位处于线圈的线匝叠压边缘,应力过大时线圈可能出现开匝的情况(如图9所示)。出现开匝后,引线头根部应力得到释放,因此不容易出现裂纹,当然线圈开匝也是需要及时处理的情况,只是其危害程度要远小于引线头断裂的情况。
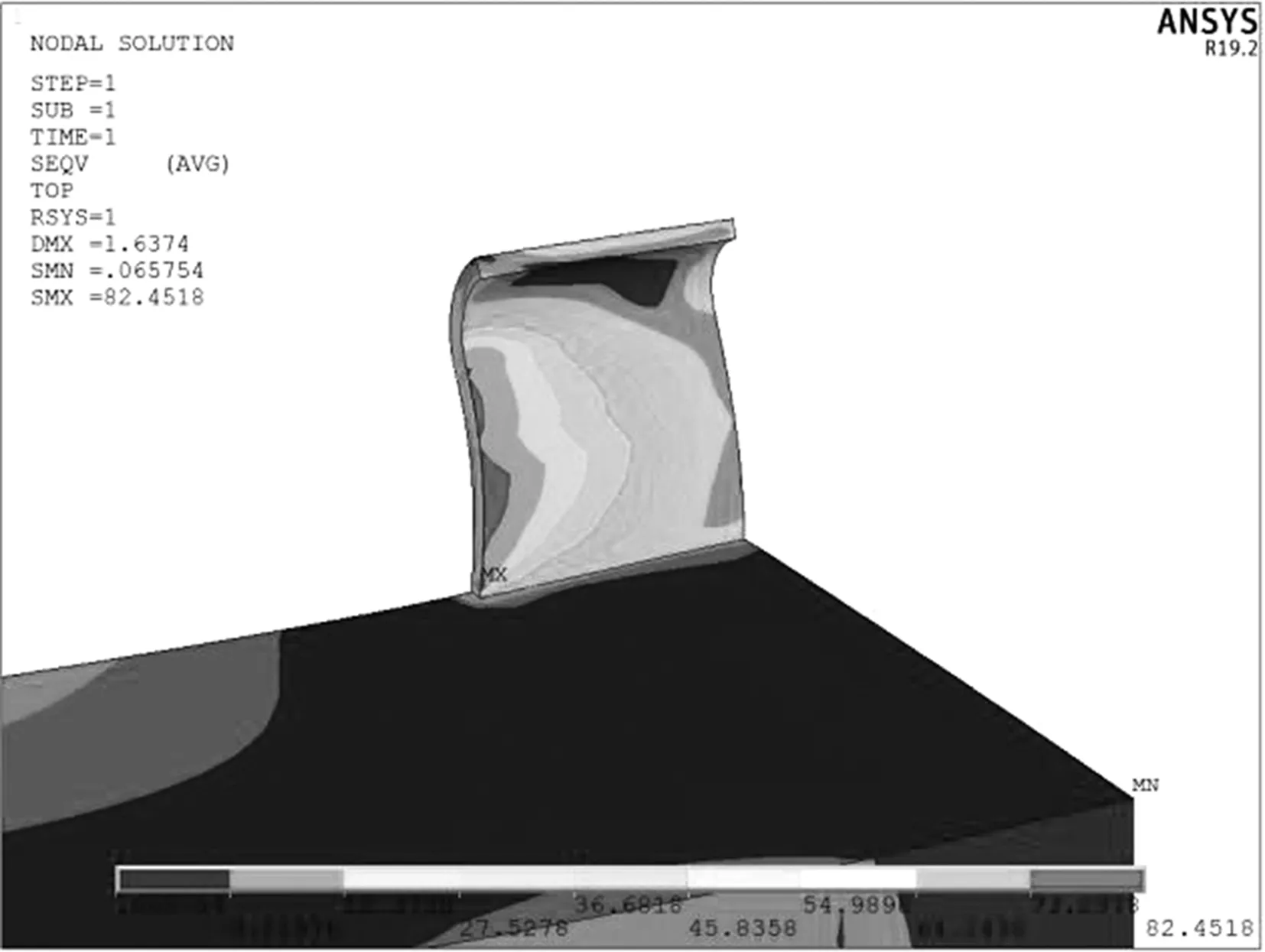
图7 引线头最大应力位于根部

图8 引线头最大应力位于倒角圆弧过渡处

图9 线圈开匝示意图
3.3 科学的装配过程
机组安装时,各大小部件有序分批装配。对于极间连接部分的装配,由于前期磁轭打键等措施有可能使磁轭、磁极产生较大的相对位移,因此即使部件加工精度满足设计要求,仍然有可能在极间连接与引线头通过螺栓连接时,引起较大的装配应力,该应力甚至可能超过正常设计载荷引起的应力,需要引起足够的重视。消除该隐患的措施可以采用现场适配钻孔的方法,即极间连接铜排与引线头装配前只加工一个部件的螺栓连接光孔,另外一个部件的光孔则在装配时根据实际位置现场适配钻孔。该措施不但对防止引线头产生裂纹有效,对防止线圈开匝同样有效。例如,某巨型混流式机组极间连接装配时,因与引线头光孔错位,强行连接时直接将线圈拉开匝,因此后续类似的巨型机组安装时,极间连接与引线头光孔均为现场适配钻孔。
3.4 机组定期检修
抽蓄机组启停机频繁、运行工况复杂多变,因此机组定期检修时对转子上的大小部件应予以重点关注。对于磁极引线头,如果发现结构变形较大、表面出现漆皮脱落等现象时,需要对倒角部位进行详细检测,发现微小起始裂纹时就应及时更换备品磁极,以避免引线裂纹扩展或者断裂给机组带来更大的危害。
结语
根据笔者多年的抽蓄机组设计计算经验,结合电站运行中出现的问题,对磁极引线头的防断裂措施做了一些研究总结。在机组的设计、加工制造、安装运行等各个环节,采取相应的措施,可大幅提高磁极引线的疲劳寿命。随着抽蓄电站建设步伐的加快,更高转速、更大容量的机组,以及部分变转速运行的机组对转动部件的疲劳寿命有了更高的要求,机组设计难度明显增大,本文提到的一些措施可作为机组设计时的借鉴和参考。
猜你喜欢
防爆电机(2022年4期)2022-08-17
电工材料(2022年3期)2022-06-22
防爆电机(2021年4期)2021-07-28
物理之友(2020年12期)2020-07-16
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
幼儿教育·父母孩子版(2017年9期)2017-11-15
幼儿教育·父母孩子版(2017年1期)2017-04-05
山东工业技术(2016年15期)2016-12-01
橡塑技术与装备(2016年10期)2016-03-01
