体育器械用铝合金材料激光表面强化数值模拟
2022-08-08 01:05:44刘明杰刘恒慨方立友
激光与红外 2022年7期
刘明杰,刘恒慨,方立友
(1.沈阳理工大学,辽宁 沈阳 110000;2.无锡太湖学院,江苏 无锡 214064)
1 引 言
随着社会经济的高速发展以及经济产业结构的调整,体育教育产业发展迅猛,人们对体育器械的需求也逐渐增加,近几年的新体育器械产量极大。传统体育器械的加工技术使用后易造成硬化层厚度不易控制的问题。为解决此问题,亟需寻找一种新的金属热处理工艺。经过多年的摸索,激光表面强化技术成为体育器械金属加工过程的核心技术。激光表面强化技术是一种以激光作为能量源泉的,对金属材料进行硬化与焊接的技术,其主要包括激光表面合金化、硬化技术[1-2]。在体育器械铝合金板材的强化过程中,接缝处以远高于周围区域的速度被急剧加热,极易产生不均匀温度场。与此同时,激光热处理受到激光束与材料物理参数的影响较大,不同的激光器、材料都会导致表面强化效果下降[3]。合理设定体育器械用铝合金材料的激光表面强化参数,对于表面强化技术推广应用具有重要意义。
近些年来,计算机技术得到了广泛应用,数值模拟分析方法成为求解技术性问题的主要工具。部分与热处理相关的学科,如流场动力学、相变原理均得到了深入的研究,为激光热处理计算机模拟方法的开发提供了基础。但部分激光热处理数值模拟方法还存在相应的问题。对文献[4]进行分析可以发现,此文章中使用热-结构耦合算法对材料形成表面微纳结构活动情况加以分析,此方法在一定程度上提升了对表面应力的分析能力,但与激光表面强化的适配性较低,还需要进行完善与优化。为此,在本次研究中将设计一种新型的体育器械用铝合金材料的激光表面强化数值模拟方法,力求在常规方法的基础上,提升数值模拟的精度与分析能力,为激光热处理技术的发展以及激光表面强化技术的推广应用提供数据支撑。
2 激光表面强化数值模拟关键技术分析
在本次研究中,使用有限元模拟方法作为数值模拟方法的核心技术。由于激光热处理为动态荷载,为提升动态荷载分析的精度,使用显式分析方法完成模拟过程。根据连续介质力学理论,在时间为t处的动态方程可表示为:
(1)

(2)
其中,[G]表示对角总体质量矩阵;[H]表示总体单元阻尼矩阵;[L]表示单元应力场等效节点矢量矩阵;{P(t)}表示研究对象的整体荷载力矢量矩阵。将上述公式设定为时间域函数,并使用采用中心差分法进行离散,设定离散处理步长为Δtn,则在固定时间段内的激光束速度可表示为:
(3)
根据此公式,可将加速度表示为:
(4)

(5)
式中,Δti为激光系统的最小固有工作周期;χmax表示激光系统的最高固有频率。
使用上述公式,完成有限元模拟过程,并将其作为本次研究中的主要计算部分。
3 体育器械用铝合金材料的激光表面强化数值模拟方法设计
3.1 构建体育器械用铝合金材料物理模型
根据实际体育器械表面强化过程分析结果,构建铝合金材料物理模型。在实际的强化处理过程中,铝合金材料放置在工作台上,激光按照一定的功率与速度,按照由上至下的方向,完成激光热处理加工[6]。根据此工作原理,可以对物理模型提出相应的假设:(1)材料具有各方向同性的特征;(2)加工过程中,激光垂直于铝合金材料表面;(3)加工过程中,合金材料不会发生位移。根据上述假设,构建激光强化中的合金材料物理模型。对物理模型进行分析可知,在激光表面强化的过程中会发生对流情况,将其视作施加在金属部件表面上的面载荷,使用其可计算出流体与工件的热交换情况。
表面强化的效果受到材料的应变能力、温度软化效应以及加工周期等因素的影响。因此,可以将物理模型的基础参数计算公式表示为:
(6)
式中,ϑn表示金属材料的等效塑性应变; ϑ表示金属材料的塑性应变率计算结果;ϑ0表示物理模型的参考应变率取值;Ω使用加工过程中的流动应力;C表示金属材料屈服强度;D表示应变强化参数;S表示应变率的历史取值结果。由于在实际的加工中,激光会使材料局部发生温度,导致计算结果与实际情况出现误差。为确定材料的导热系数等物理参数,需要在数值模拟前,对参数的取值结果进行预处理。使用有限元软件,对物理模型进行网格划分,提升数据的处理精度。根据本次研究中的核心技术计算要求,将网格划分方法设定为映射网格的形式。使用此方法将物理模型划分为微小单元的形式,为后续的数值模拟提供基础。
3.2 数值模拟边界条件设定
根据预设的物理模型可知,在实际的加工中,金属材料会与外界环境发生热对流,因此,将有限元模拟方法作为核心处理计算后,将加工中的热对流作为数值模拟的边界条件,并使用牛顿方程[7]对其展开计算:
wi=-xi(Tj-Ti)
(7)
其中,wi表示加工过程中铝合金材料与加工环境热交换的总能量;xi表示对流热交换系数;Tj表示加工过程中的材料表明温度;Ti表示加工环境温度。
加工过程中铝合金材料的热辐射系数,在本次模拟过程中使用下述公式表示:
wj=-ψ0ν[(Tj+)4-(Ti+)4]
(8)
其中,ψ0表示辐射系数;为计算中需要的常数,取值为正数。为了使边界条件的设定结果更加有效,需要构建相应的激光热源模型。以过往的研究结果作为本次热源模型的构建基础,将激光光束设定为点热源的形式,使用Rosenthal解析模型作为点热源模型,则有:
(9)
式中,y表示加工点距离点热源的距离;T(y)表示加工点的温度;R表示加工过程中某一时刻激光热源的能量输出值;表示铝合金材料的比热容取值范围;ρ表示铝合金材料密度;铝合金材料导热系数为γ;t为加工过程中激光热源的工作时长。激光作为热源时,其能量分布呈现中心热能较多,周围热能较少的情况。根据此原理,使用高斯模型[8-9]分析其分布密度,具体计算过程如下:
(10)
3.3 铝合金材料激光表面强化数值模拟
使用上文中设定的边界条件与物理模型,结合有限元模拟方法,实现铝合金材料激光表面强化数值模拟分析。
在上文的研究中,根据相关要求对物理模型进行划分,为保证数值模拟结果的合理性,将数值模拟计算步长设定如下:
(11)
式中,z表示材料的导热系数;ι表示沿激光束方向热能最大处的单元长度。将此公式的计算结果作为数值模拟中的计算单元划分依据,根据此结果确定数值模拟的次数。
在数值模拟中,对激光加强对铝合金材料的热能展开计算:
(12)

(13)
其中,J1,J2表示合金材料的声阻抗[10]。联立公式(12)与公式(13),绘制激光表面强化压力示意图,如图1所示,并对其加以分析。

图1 激光表面强化温度示意图Fig.1 Temperature diagram of laser surface strengthening
根据图1,得到激光强化过程中合金材料的热能分布,则有:
F=Fmax·p(t)·p(x,y)
(14)
(15)
4 仿真实验验证
4.1 实验方案设计
本次研究中提出了一种新型铝合金材料激光表面强化数值模拟方法,为验证此方法具有常规方法不具备的优点,构建仿真实验环节对其数值模拟效果展开分析。激光强化主要包括:激光表面冲击强化、激光表面合金化、激光表面熔覆、激光表面溶凝等方法。本文主要选择激光表面冲击强化对体育器械用铝合金材料进行激光表面冲击强化数值模拟分析。本次实验中将仿真实验的形式,对新型数值模拟方法进行分析。结合当前体育器械用铝合金材料的实际情况,选择铝合金连接部件作为数值模拟对象,主要对此器件在激光强化后硬化程度进行模拟分析。实验对象三维图像设定如图2所示。

图2 实验对象三维图示Fig.2 Three dimensional diagram of the experimental object
图2为本次实验中对象,由于此部件相对较大,所需进行强化的面积较大,激光束直径有限,所以单激光束扫描不足以解决问题。在本次实验中使用搭接方式完成激光强化过程。
采用上述设定内容,对实验部件进行激光强化。由于加工部位为圆柱体,为了激光束可以垂直进入,在实际处理的过程中,实验部件必须呈倾斜角度放置。实验部件与激光光束呈一定的角度,随着激光光源的移动,光源点沿着实验部件的宽度方向移动,并逐渐完成强化作用。其中:
(16)
式中,φ表示激光强化角度;Ds为实验部件需加工部分直径;Zs表示实验部件的宽度。
本文选择使用非常普遍的6061-T6铝合金材料作为体育器械用铝合金材料激光表面强化实验对象。这种材料要符合体育器械的多磨损、抗腐蚀、结构特定等特征,6061-T6是一种以镁和硅为主要合金元素的铝合金,价格低廉,且具有良好的加工性能和抗腐蚀性能,在各领域中应用非常广泛。6061-T6铝合金材料的化学成分和主要力学性能参数如表1和表2所示。

表1 6061-T6铝合金化学成分数(wt %)Tab.1 Chemical comosition of 6061-T6 aluminum alloy (wt %)

表2 6061-T6铝合金力学性能参数Tab.2 Mechanical properties of 6061-T6 aluminam alloy
上述设定完成激光强化的实际操作过程,并根据预设参数完成对此实验部件进行数值模拟。
4.2 实验结果分析
4.2.1 数值模拟结果分析
图3为本次实验中所得到的激光强化温度场示意图,经过多次实验发现,激光的最高输出温度随着光束的扫描路径而移动,扫描到的位置温度高速提

图3 温度场模拟结果Fig.3 Simulation results of temperature field
升,扫描后温度急剧下降,与此前的文献研究结果保持一致。当零部件过大时,此现象更加明显。除加工点外,器件的其他部分并未发生温度变化。为对此结果进行更全面的分析,将其整合为加工点处的温度变化图像,如图4所示。

图4 加工点处激光热处理效果Fig.4 Effect of laser heat treatment at processing point
激光强化过程中,加工点周围点的最高温度情况,此图像整体呈现有序分布,在加工点处的最高温度相对较低,相邻点的温度较高,分布较为不均衡。由于强化后产生的硬化层厚度与温度成正比例关系,上图中体现了此比例关系的变化过程。从侧面证实了此次研究中提出的数值模拟方法具有可行性与科学性。
4.2.2 激光功率对比分析
经激光表面强化,试件表面发生了一定的塑性变形,并形成了稳定残余应力场。激光表面强化实验后,为了得到表面形成的残余应力场数值,采用X涉嫌衍射仪测量表面形成的残余应力,结果如图5所示。
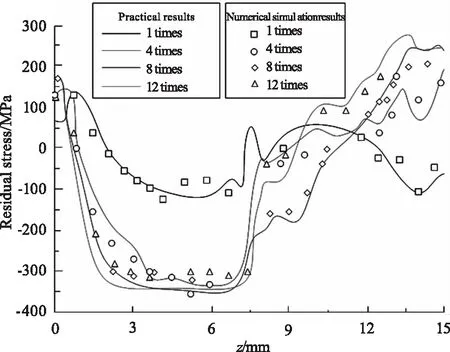
图5 铝合金材料表面残余应力数值曲线Fig.5 Numerical curve of residual stress on aluminum alloy surface
从图中可以看出,经过激光表面强化,试件表面形成较大的残余应力场,在冲击区域形成了最大数值的残余压应力,未冲击区域产生了残余拉应力。随着冲击次数的增加,表面形成的最大残余压应力数值也随着增加,当次数增加到一定值后,试件表面形成的最大残余压应力数值不在增加趋于稳定。从图中分析可知,实验所得的残余应力值与模拟结果基本一致,这也验证了模拟的正确性。
4.2.3 数值模拟结果与实操结果贴合度分析
上述实验结果证实此次研究中提出数值模拟方法的可行性,为保证此方法具有实际应用价值,可为后续的体育器械开发提供帮助,在本次实验中对数值模拟结果与实操结果贴合度进行分析。为保证实验变量的单一性,将实验条件设定如表3所示。
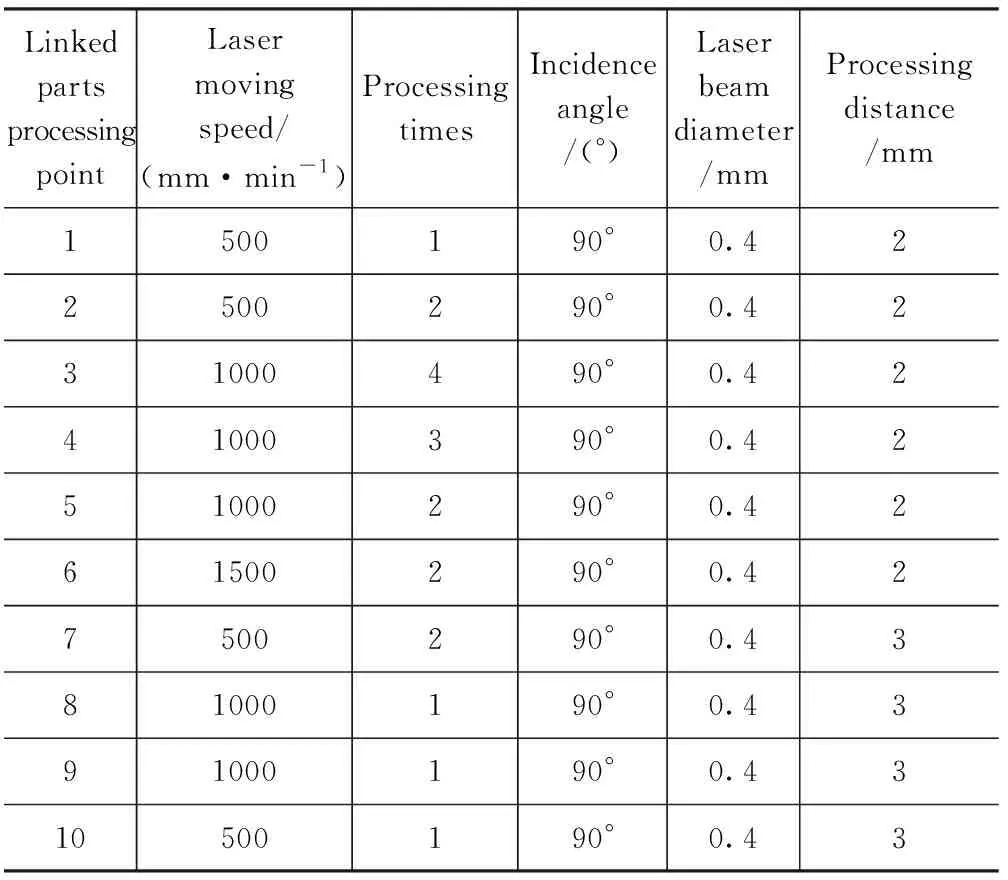
表3 激光表面强化加工条件Tab.3 Laser surface strengthening processing conditions
以上述数据作为本实验环节的实验样本,并根据此数据进行实操与数值模拟,采集加工点中心的最高温度,对此数据进行对比,确实数值模拟结果与实操结果的贴合度。具体实验结果如图6所示。

图6 数值模拟结果与实操结果贴合度Fig.6 Fit between numerical simulation results and practical operation results
根据上述实验结果可以看出,在多次实验的过程中,数值模拟结果与实操产生的最高温度较为贴近且走向较为一致,可见此数值模拟方法可得到可信度较高的数值模拟结果,在日后的研究中可使用此方法设定铝合金材料的激光表面强化参数,并对强化实际加工过程进行控制。
综合本次实验中的全部实验结果可以发现,将有限元模拟方法应用到铝合金材料的激光表面强化数值模拟过程中,可使得数值模拟结果更具可靠性,为后续的激光热处理技术开发与推广提供技术支持。
5 结 语
激光表面强化技术使合金材料的高性能处理成为可能,为对其加工过程进行更全面的控制,需要使用计算机技术设定加工工艺参数,因此设计了对应的数值模拟方法完成此部分工作。在本次研究中,将有限元模拟方法应用于激光强化数值模拟过程中,在一定程度上提升了数值模拟方法的模拟精度,但在一些方面还存在有待完善的问题。在日后的研究中,还需要选择更先进的技术对其进行优化处理,以此推动激光强化技术的发展。
猜你喜欢
小学生学习指导(低年级)(2023年4期)2023-05-09 11:52:52
中学生数理化·高一版(2021年11期)2021-09-05 14:27:13
焊接(2016年2期)2016-02-27 13:01:02
焊接(2016年1期)2016-02-27 12:59:14
淮海医药(2015年1期)2016-01-12 04:33:11
今日教育·幼教金刊(2015年10期)2015-11-28 01:27:19
意林(2015年20期)2015-10-21 11:21:08
焊接(2015年8期)2015-07-18 10:59:14
汽车维护与修理(2015年6期)2015-02-28 12:17:29
表面工程与再制造(2014年2期)2014-02-27 06:46:12